You might also like
- CH3802 Formal DistillationDocument33 pagesCH3802 Formal DistillationAldi StefanusNo ratings yet
- Cec 201 TheoryDocument98 pagesCec 201 Theoryishaq kazeem50% (4)
- Evoh CreepDocument22 pagesEvoh CreepAra ShNo ratings yet
- Multi-Phase Flow Calculation of CV - MetsoDocument10 pagesMulti-Phase Flow Calculation of CV - MetsoJoseph WangNo ratings yet
- TutorialDocument40 pagesTutorialShamsMohd100% (1)
- Ch4 DesignDocument72 pagesCh4 DesignGebrekiros ArayaNo ratings yet
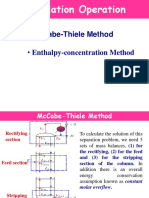
- Mccabe Thiele MethodDocument3 pagesMccabe Thiele Methodmusmanzafar100% (1)
- The Mccabe-Thiele Method: Stream Total Molar Flowrate Composition (Mole Fraction MVC) V YDocument10 pagesThe Mccabe-Thiele Method: Stream Total Molar Flowrate Composition (Mole Fraction MVC) V YRose Dane Escobedo DiestaNo ratings yet
- Distillation Column DesignDocument17 pagesDistillation Column Design259Katkar PrathmeshNo ratings yet
- Propylene-Propane - Howat Swift - McCabe ThieleDocument19 pagesPropylene-Propane - Howat Swift - McCabe ThieleFred FaberNo ratings yet
- Theoretical Plates Calculation by McCabe-Thiele MethodDocument4 pagesTheoretical Plates Calculation by McCabe-Thiele Methodmohammad shoaibNo ratings yet
- Theoretical Plates Calculation by McCabe-Thiele Method PDFDocument4 pagesTheoretical Plates Calculation by McCabe-Thiele Method PDFGODWIN ANYIMAHNo ratings yet
- PMS Self StudyDocument16 pagesPMS Self StudyAbhishek KabburNo ratings yet
- McCabe-Thiele Method 1Document37 pagesMcCabe-Thiele Method 1HariKrishnaBushi100% (2)
- 2009 McCabe Thiele DiagramDocument9 pages2009 McCabe Thiele DiagramSyazwan WanNo ratings yet
- DistillationDocument29 pagesDistillationgebremichaelNo ratings yet
- Visualizing The Mccabe-Thiele Diagram: Reactions and SeparationsDocument9 pagesVisualizing The Mccabe-Thiele Diagram: Reactions and SeparationsMicheal BrooksNo ratings yet
- 3G4 Distillation CalculationsDocument22 pages3G4 Distillation CalculationsMahmoud Nasr0% (1)
- Review Extension MC Cabe Generalized FeedsDocument27 pagesReview Extension MC Cabe Generalized FeedsChristian RodríguezNo ratings yet
- Mccabe Thiele MethodDocument5 pagesMccabe Thiele MethodSethumadhavan KundumaniNo ratings yet
- Distillation Design The Mccabe-Thiele MethodDocument24 pagesDistillation Design The Mccabe-Thiele MethodNagwa MansyNo ratings yet
- Evaluating Column EfficiencyDocument5 pagesEvaluating Column EfficiencyCornelia Zur TaeschlerNo ratings yet
- Mass and Energy Balances - Stripping Section and Partial ReboilerDocument45 pagesMass and Energy Balances - Stripping Section and Partial ReboilerShamsMohd100% (1)
- Visualizing The MacCabe Thiele Diagram PDFDocument9 pagesVisualizing The MacCabe Thiele Diagram PDFMayank SinhaNo ratings yet
- Notes On Mass TransferDocument5 pagesNotes On Mass Transferleonard katundaNo ratings yet
- Chemical AssignmentDocument15 pagesChemical AssignmentAbdulrahman AlameriNo ratings yet
- Separating Mixtures Volatility Unit Operation Chemical ReactionDocument18 pagesSeparating Mixtures Volatility Unit Operation Chemical ReactionmalavurNo ratings yet
- Chapt4 Part3Document58 pagesChapt4 Part3ShamsMohdNo ratings yet
- Mccabe ThieleDocument15 pagesMccabe ThieleChintan ModiNo ratings yet
- A Non-Iterative Method of Decline Curve Analysis - Hamid Hosseinzade Khanamiri (2010) PDFDocument8 pagesA Non-Iterative Method of Decline Curve Analysis - Hamid Hosseinzade Khanamiri (2010) PDFNicolás Vincenti WadsworthNo ratings yet
- Chap4 4 PDFDocument8 pagesChap4 4 PDFroxetteNo ratings yet
- ExtensionPonchonSavaritMethod PhDJARL RUADocument34 pagesExtensionPonchonSavaritMethod PhDJARL RUAAbdelmounaim BouzerdounaNo ratings yet
- 04.desbloqueadoDocument47 pages04.desbloqueadoJhonatan Gerardo Soto Puelles67% (3)
- Distillation Tutorial IIDocument11 pagesDistillation Tutorial IIThabangNo ratings yet
- Continuous DistillationDocument29 pagesContinuous DistillationSAI P HARIHARAN 19BCM0030No ratings yet
- Chemical Engineering Mass Transfer NotesDocument36 pagesChemical Engineering Mass Transfer NotesLebohang Czar Nku50% (2)
- Distillation Tutorial Ii: Mccabe-Thiele Method of Distillation DesignDocument9 pagesDistillation Tutorial Ii: Mccabe-Thiele Method of Distillation DesignIndra KurniawanNo ratings yet
- Chapt4 Part3 PDFDocument58 pagesChapt4 Part3 PDFShamsMohdNo ratings yet
- Distillation PresentationDocument61 pagesDistillation PresentationAli AmjadNo ratings yet
- Transcript - Multicomponent Flash Calculations VideoDocument3 pagesTranscript - Multicomponent Flash Calculations VideoChristopher RileyNo ratings yet
- Distillation Tutorial II - McCabe-Thiele Method of Distillation DesignDocument10 pagesDistillation Tutorial II - McCabe-Thiele Method of Distillation DesignShawna AndersonNo ratings yet
- Unit3 Binary Rectification 1Document12 pagesUnit3 Binary Rectification 1Sem FilioNo ratings yet
- Equilibrium Separation ColumnsDocument18 pagesEquilibrium Separation ColumnsluckshimiNo ratings yet
- Lab Cheat Sheet, Distill and ArtificalDocument5 pagesLab Cheat Sheet, Distill and ArtificalFarhan M JafrINo ratings yet
- Distillation ColumnDocument32 pagesDistillation ColumnTatiana RosarioNo ratings yet
- Module - 1 - Models in Engineering and Equation FormsDocument29 pagesModule - 1 - Models in Engineering and Equation FormsG MahendraNo ratings yet
- Mccabe ThieleDocument9 pagesMccabe Thielesparsh dateyNo ratings yet
- Gas AbsorptionDocument35 pagesGas AbsorptionSata AjjamNo ratings yet
- Mccabe ThieleDocument63 pagesMccabe ThieleAshlesh MangrulkarNo ratings yet
- 5 - McCabe-ThieleDocument22 pages5 - McCabe-ThieleOne PieceNo ratings yet
- Equilibrium Stage Processes - Perpindahan MassaDocument30 pagesEquilibrium Stage Processes - Perpindahan Massaj0haNN3sNo ratings yet
- Distillation Column ModelingDocument8 pagesDistillation Column ModelingMohamed GuenouneNo ratings yet
- Lle Design PaperDocument14 pagesLle Design PaperRamesh ReddyNo ratings yet
- Synthesis and Optimization of Distillation Sequences For The Separation of Azeotropic MixturesDocument6 pagesSynthesis and Optimization of Distillation Sequences For The Separation of Azeotropic MixturesSilvio Latini SpahnNo ratings yet
- Plotting Mccabe-Thiele Diagrams in Microsoft Excel: Manual, by MacdonaldDocument11 pagesPlotting Mccabe-Thiele Diagrams in Microsoft Excel: Manual, by MacdonaldHarsh DarjiNo ratings yet
- Sieve Tray ColumnDocument18 pagesSieve Tray ColumnDonsius MarbunNo ratings yet
- Real-World Modeling of DistillationDocument12 pagesReal-World Modeling of DistillationGXGGXGNo ratings yet
- Working Guide to Vapor-Liquid Phase Equilibria CalculationsFrom EverandWorking Guide to Vapor-Liquid Phase Equilibria CalculationsRating: 5 out of 5 stars5/5 (1)
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- GRE Root Words FlashcardsDocument10 pagesGRE Root Words Flashcardsshaliniark100% (1)
- Supercritical For SubmitionDocument7 pagesSupercritical For SubmitionPrashant KumarNo ratings yet
- Basic MathematicsDocument490 pagesBasic MathematicsPrashant Kumar100% (1)
- Chemical Engineering, Simple N EasyDocument353 pagesChemical Engineering, Simple N EasyPrashant Kumar73% (15)
- SSC CGL2013 Re Exam Paper Gr8AmbitionZDocument33 pagesSSC CGL2013 Re Exam Paper Gr8AmbitionZArvind BajpaiNo ratings yet
- Advanced Oxidation Processes - CurrentDocument22 pagesAdvanced Oxidation Processes - Currentanhnamht1100% (1)
- Ponchon-Savarit Method - Mass Transfer Solved Problems - MsubbuDocument5 pagesPonchon-Savarit Method - Mass Transfer Solved Problems - MsubbuUtkarsh Kapoor100% (1)
- Enviro EquipmentDocument3 pagesEnviro Equipmentngueadoum100% (2)
- Type 180 Pressure Relief Valve: The 180/180-S Pressure Relief Valves Are Suitable For UseDocument2 pagesType 180 Pressure Relief Valve: The 180/180-S Pressure Relief Valves Are Suitable For UseClarkFedele27No ratings yet
- Cavitation Reactor and Process Intensification Technology - Cavitation TechnologyDocument2 pagesCavitation Reactor and Process Intensification Technology - Cavitation TechnologyramatajamaNo ratings yet
- Determination of Specific Rate Constant of ReactionDocument6 pagesDetermination of Specific Rate Constant of ReactionRafid JawadNo ratings yet
- Experiment 7 - 3DDocument15 pagesExperiment 7 - 3DPoh Ching HongNo ratings yet
- Sensors PDFDocument4 pagesSensors PDFRui MiguelNo ratings yet
- CDM CDMF: Light Vertical Multistage Centrifugal PumpDocument4 pagesCDM CDMF: Light Vertical Multistage Centrifugal PumpYneasho YneashoNo ratings yet
- NPSHR & Impeller TrimDocument2 pagesNPSHR & Impeller Trimdk4monjureNo ratings yet
- A Review of Biomass Pyrolysis and Pyrolysis TechnologiesDocument82 pagesA Review of Biomass Pyrolysis and Pyrolysis TechnologiesNhean FierceghastNo ratings yet
- Metering Pumps SpecDocument2 pagesMetering Pumps Spececsuperal100% (1)
- Application of Geochemical - ModelingDocument122 pagesApplication of Geochemical - ModelingabuobidaNo ratings yet
- Product Catalogue: World Class Quality Products Proudly Made in ZambiaDocument18 pagesProduct Catalogue: World Class Quality Products Proudly Made in ZambiaBhosle ImpexNo ratings yet
- Types of Aquifers PDFDocument5 pagesTypes of Aquifers PDFSuno AliNo ratings yet
- Module 7 Exercises Problem No. 1Document3 pagesModule 7 Exercises Problem No. 1Ariel GamboaNo ratings yet
- Valvula de Diluvio Watts 100d-bDocument2 pagesValvula de Diluvio Watts 100d-bLuis Carlos Figueroa Pinto100% (3)
- Rotary Screw Compressor Units: MODELS: RXF-12 Through RXF-101Document56 pagesRotary Screw Compressor Units: MODELS: RXF-12 Through RXF-101Miguel SoteloNo ratings yet
- HEAT TRANSFER Previous PaperDocument8 pagesHEAT TRANSFER Previous PaperVibin KrishnaNo ratings yet
- Engineering Mechanics 2012: Flow Based Vibrations of Sluice Gates - Physical and Numerical ModellingDocument8 pagesEngineering Mechanics 2012: Flow Based Vibrations of Sluice Gates - Physical and Numerical ModellingAndres Vallebella100% (1)
- Technological Institute of The Philippines 1338 Arlegui St. Quiapo, ManilaDocument5 pagesTechnological Institute of The Philippines 1338 Arlegui St. Quiapo, ManilaKrizzia Anne ShengNo ratings yet
- SWAT-MODFLOW Workshop: Prepared byDocument78 pagesSWAT-MODFLOW Workshop: Prepared byDaniel AntunezNo ratings yet
- 14548S1TKCE60332018 - Perancangan Pabrik Kimia I - Pertemuan 2 - Materi TambahanDocument22 pages14548S1TKCE60332018 - Perancangan Pabrik Kimia I - Pertemuan 2 - Materi TambahanHai HaiNo ratings yet
- Water-Cooled Chillers: Air ConditioningDocument5 pagesWater-Cooled Chillers: Air ConditioningHasib KhanNo ratings yet
- Advances in Fluid Mechanics VI PDFDocument689 pagesAdvances in Fluid Mechanics VI PDFMario Ticona100% (1)
- UnitDocument35 pagesUnitparameshNo ratings yet
- Petit 2013Document15 pagesPetit 2013Anonymous SlyvspdBNo ratings yet
- Practical Plan Som FMM LabDocument5 pagesPractical Plan Som FMM LabkganesanNo ratings yet
- Ash Handling SystemDocument7 pagesAsh Handling Systemrbdubey2020No ratings yet