You might also like
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Document28 pagesAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNo ratings yet
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)From EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)No ratings yet
- Magnesium HydrideDocument16 pagesMagnesium Hydridefraniq2007No ratings yet
- Ammonia Slide Blok Diagram CV Nghjyujkm BNMC NDFHG NVBNBMGHDocument22 pagesAmmonia Slide Blok Diagram CV Nghjyujkm BNMC NDFHG NVBNBMGHR Kibik Sht100% (1)
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- ATB Calculation - COB09-0320Document10 pagesATB Calculation - COB09-0320blueyes78No ratings yet
- Energy and Process Optimization for the Process IndustriesFrom EverandEnergy and Process Optimization for the Process IndustriesNo ratings yet
- VD 1233 330 Dig 001 1Document12 pagesVD 1233 330 Dig 001 1Reza AranNo ratings yet
- Ben FieldDocument10 pagesBen FieldashmitharajaNo ratings yet
- Vent Tip Info Sheet SDocument1 pageVent Tip Info Sheet SabsahkahNo ratings yet
- Hydrogen IntroductionDocument39 pagesHydrogen IntroductionTalha ImtiazNo ratings yet
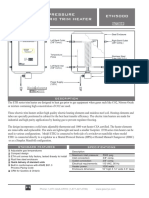
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- Ammonia Plant Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignDocument24 pagesAmmonia Plant Selection, Sizing and Troubleshooting, Kolmetz Handbook of Process Equipment DesignHelena AdamNo ratings yet
- P&ID Cooling System (PHE 1 Set)Document1 pageP&ID Cooling System (PHE 1 Set)Moon JaehyunNo ratings yet
- Isobutane Butane Fractionator PDFDocument7 pagesIsobutane Butane Fractionator PDFhoustonmathNo ratings yet
- Co2 SpecificationDocument15 pagesCo2 SpecificationrkasiviswanathanNo ratings yet
- Process Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterDocument39 pagesProcess Units: Raw Gas GAS Ethane Propane Butane Condensate Sulfur & Acid GAS DSO Meg + WaterLarbi Hammoun100% (1)
- Routine Is Based On API 521 Recommended Practice For Sizing of Relief KO DrumsDocument3 pagesRoutine Is Based On API 521 Recommended Practice For Sizing of Relief KO DrumsMohamed Sayed AbdoNo ratings yet
- Guide Line To Vendor Regarding Tube Layout PreparationDocument4 pagesGuide Line To Vendor Regarding Tube Layout PreparationSalman AkramNo ratings yet
- Fractionation SystemsDocument8 pagesFractionation SystemsKha Damayantirika Tsf 'reall'No ratings yet
- Influence of Lewis Factor on Wet-Cooling Tower PerformanceDocument6 pagesInfluence of Lewis Factor on Wet-Cooling Tower Performanceshivajireturns100% (1)
- Developing New Prereforming CatalystsDocument13 pagesDeveloping New Prereforming CatalystsReza RhiNo ratings yet
- IDBC-TS-OMSYS-000008 Rev C System Description Diesel Storage and Distribution - ForReview - Revised - 140513Document23 pagesIDBC-TS-OMSYS-000008 Rev C System Description Diesel Storage and Distribution - ForReview - Revised - 140513TitusNo ratings yet
- J-21 Rev1Document28 pagesJ-21 Rev1Hoàng Minh ÁiNo ratings yet
- Hoja de Datos Sistema Aire Comprimido ReferencialDocument18 pagesHoja de Datos Sistema Aire Comprimido ReferencialchepeluchounNo ratings yet
- 321 - 002 PID - Marked Up Revision For ExcelDocument86 pages321 - 002 PID - Marked Up Revision For ExcelAzhar BudimanNo ratings yet
- CPI DATA SHEETDocument1 pageCPI DATA SHEETwahyu hidayatNo ratings yet
- Varicon Pumps & Systems Private Limited: P&Id For Gas Odorizing SystemDocument1 pageVaricon Pumps & Systems Private Limited: P&Id For Gas Odorizing SystemDeva NaiduNo ratings yet
- MSDS Ar-301 GB CLP enDocument11 pagesMSDS Ar-301 GB CLP enA RNo ratings yet
- Air Separation ProcessRev1Document1 pageAir Separation ProcessRev1Clarence AG Yue100% (1)
- Large Scale Industrial Ammonia Cracking PlantDocument4 pagesLarge Scale Industrial Ammonia Cracking PlantZ ANo ratings yet
- Compressor Stage Pressure - Design & OptimizationDocument4 pagesCompressor Stage Pressure - Design & OptimizationAshwin ChandaranaNo ratings yet
- BBS-10-W8-DS-011 - C - Glycol Surge Drum DS PDFDocument2 pagesBBS-10-W8-DS-011 - C - Glycol Surge Drum DS PDFAdianto RahmanNo ratings yet
- Linde NGL Plant PDFDocument12 pagesLinde NGL Plant PDFRoshan kumar BalasubramanianNo ratings yet
- OML30-ERU-PRS-DOC-00002-00 - F02 - Process Simulation Report 300519Document35 pagesOML30-ERU-PRS-DOC-00002-00 - F02 - Process Simulation Report 300519Morgan SidesoNo ratings yet
- Boiler Performance & Technical Data JT-K13467-E01-0Document15 pagesBoiler Performance & Technical Data JT-K13467-E01-0Puntanata Siagian0% (1)
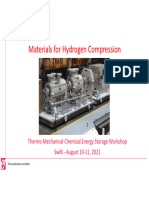
- Materials For Hydrogen CompressionDocument25 pagesMaterials For Hydrogen Compressiontopspeed1No ratings yet
- HSFCCDocument22 pagesHSFCCdonald55555100% (1)
- Dynamic Energy and Mass Balance Model For An Industrial Alkaline Water Electrolyzer Plant ProcessDocument18 pagesDynamic Energy and Mass Balance Model For An Industrial Alkaline Water Electrolyzer Plant ProcessLucas Vander MeyNo ratings yet
- Scale-Up of Chemical Engineering Process: Prof H R ShahDocument27 pagesScale-Up of Chemical Engineering Process: Prof H R ShahatgtegtrhrhNo ratings yet
- Enviromental Control Equipment Data Sheet: GeneralDocument3 pagesEnviromental Control Equipment Data Sheet: Generalsachins1318No ratings yet
- Air Liquide MRPL Overview and Air Liquide Geismar Utility ServicesDocument15 pagesAir Liquide MRPL Overview and Air Liquide Geismar Utility ServicesPland SpringNo ratings yet
- Steam VentDocument4 pagesSteam VentShameer MajeedNo ratings yet
- Software Applications: Flocalc Calculation DetailsDocument21 pagesSoftware Applications: Flocalc Calculation DetailsbabushleshaNo ratings yet
- Best Available Techniques For Hydrogen Production by Steam Methane ReformingDocument18 pagesBest Available Techniques For Hydrogen Production by Steam Methane ReformingDuy NguyễnNo ratings yet
- PDQ Process - Process - ThyssenKrupp Industrial SolutionsDocument2 pagesPDQ Process - Process - ThyssenKrupp Industrial SolutionsIhwan LimantoNo ratings yet
- Hydrogen GuideDocument12 pagesHydrogen GuideselvaortonNo ratings yet
- Biodiesel From Used Cooking OilDocument13 pagesBiodiesel From Used Cooking OilRadhika Agrawal100% (1)
- Two Phase Flow RegimeDocument8 pagesTwo Phase Flow RegimeNoman Abu-FarhaNo ratings yet
- Calculation of maximum inbreathing and outbreathing flow ratesDocument2 pagesCalculation of maximum inbreathing and outbreathing flow ratesFendy ShirahNo ratings yet
- Pipephase 9.1: User's GuideDocument104 pagesPipephase 9.1: User's GuideGabi AraujoNo ratings yet
- Gases and Gases Blends PraxairDocument18 pagesGases and Gases Blends PraxairAllen RosonNo ratings yet
- Iso 6976Document1 pageIso 6976lutfi awnNo ratings yet
- April 2014 - Chemical Engineering - P&ID DEvelopment PDFDocument86 pagesApril 2014 - Chemical Engineering - P&ID DEvelopment PDFRonak KapadiaNo ratings yet
- 9 STG Gas To Liquids GTLDocument6 pages9 STG Gas To Liquids GTLDiego Bascope MaidaNo ratings yet
- Fire Case (Unwetted) PSVDocument2 pagesFire Case (Unwetted) PSVaw_aeNo ratings yet
- PSV Sizing Tool - API BasedDocument11 pagesPSV Sizing Tool - API BasedJoseph Paul Ilagan0% (1)
- Cryogenic Separation Plants PDFDocument20 pagesCryogenic Separation Plants PDFHemanth Kumar Sarosh KiranNo ratings yet
- Cryogenic Air Separation Unit Maintenance TipsDocument14 pagesCryogenic Air Separation Unit Maintenance Tipsokoro matthewNo ratings yet
- New Documento Do Microsoft Office WordDocument2 pagesNew Documento Do Microsoft Office WordAbednego ZanoNo ratings yet
- Aula3wireless PDFDocument26 pagesAula3wireless PDFAbednego ZanoNo ratings yet
- Articles On Key Sectors However: ReliableDocument1 pageArticles On Key Sectors However: ReliableAbednego ZanoNo ratings yet
- Ver Esse00700 TransformParsevalDocument107 pagesVer Esse00700 TransformParsevalAbednego ZanoNo ratings yet
- Mercury/32: A Mail Server For Microsoft Windows and Novell Netware SystemsDocument112 pagesMercury/32: A Mail Server For Microsoft Windows and Novell Netware SystemsJulio Roberto Mezajil TumeNo ratings yet
- Air PDFDocument10 pagesAir PDFAbednego ZanoNo ratings yet
- Efeito de Extratos Aquosos de Plantas No Desenvolvimento de PlutellaDocument6 pagesEfeito de Extratos Aquosos de Plantas No Desenvolvimento de PlutellaAbednego ZanoNo ratings yet
- ManualDocument176 pagesManualTumus TonyNo ratings yet
- Air Products' 70 Years Experience in Air Separation TechnologyDocument1 pageAir Products' 70 Years Experience in Air Separation TechnologySebastian Rajesh100% (1)
- Air Separation Units PDFDocument107 pagesAir Separation Units PDFFares100% (2)
- Articles On Key Sectors However: ReliableDocument1 pageArticles On Key Sectors However: ReliableAbednego ZanoNo ratings yet
- Air Separation Units PDFDocument107 pagesAir Separation Units PDFFares100% (2)
- Air Products' 70 Years Experience in Air Separation TechnologyDocument1 pageAir Products' 70 Years Experience in Air Separation TechnologySebastian Rajesh100% (1)
- Air Products' 70 Years Experience in Air Separation TechnologyDocument1 pageAir Products' 70 Years Experience in Air Separation TechnologySebastian Rajesh100% (1)
- Air Separation Units PDFDocument107 pagesAir Separation Units PDFFares100% (2)
- Air Separation Units PDFDocument107 pagesAir Separation Units PDFFares100% (2)
- Articles On Key Sectors However: ReliableDocument1 pageArticles On Key Sectors However: ReliableAbednego ZanoNo ratings yet
- Articles On Key Sectors However: ReliableDocument1 pageArticles On Key Sectors However: ReliableAbednego ZanoNo ratings yet
- Introduction To Statistical Quality ControlDocument392 pagesIntroduction To Statistical Quality ControlMeherTezzNo ratings yet
- Presentation 1Document4 pagesPresentation 1Abednego ZanoNo ratings yet
- Presentation 1Document4 pagesPresentation 1Abednego ZanoNo ratings yet
- ArchiCAD Step by StepDocument154 pagesArchiCAD Step by Stepfrankiesaybook100% (1)
- Presentation 1Document4 pagesPresentation 1Abednego ZanoNo ratings yet
- Siggberg WartsilaDocument27 pagesSiggberg WartsilaSenthil KumarNo ratings yet
- (13-4-6) NPTEL - Gas Liquefaction and Refrigeration SystemsDocument65 pages(13-4-6) NPTEL - Gas Liquefaction and Refrigeration SystemsThermal_EngineerNo ratings yet
- Claude Liquefaction Process Claude Liquefaction Process: EquationsDocument2 pagesClaude Liquefaction Process Claude Liquefaction Process: Equationsjaja59No ratings yet
- Final Report Group 11 Finalize Toc, Hazop, Reference, Code PDFDocument152 pagesFinal Report Group 11 Finalize Toc, Hazop, Reference, Code PDFAnabia Khan50% (2)
- TariqLNG - Technology SelectionDocument4 pagesTariqLNG - Technology SelectionAndrey KrNo ratings yet
- Master ThesisLNGDocument147 pagesMaster ThesisLNGEmrah TopcuNo ratings yet
- Lect 5 - Liquefaction - 2015 PDFDocument6 pagesLect 5 - Liquefaction - 2015 PDFAnonymous oqlnO8e100% (1)
- Refrigeration (Kylteknik)Document42 pagesRefrigeration (Kylteknik)padangiring100% (1)
- Timmerhaus - Cryogenic Process EngineeringDocument24 pagesTimmerhaus - Cryogenic Process EngineeringMaria Andreina MontañezNo ratings yet
- LNGDocument11 pagesLNGMuhammad JafarNo ratings yet
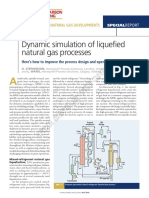
- Dynamic Simulation LNG Processes Eop PDFDocument4 pagesDynamic Simulation LNG Processes Eop PDFferaldoNo ratings yet
- Liquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessDocument8 pagesLiquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessHaru MasaNo ratings yet
- Introduction To LNG & Material Used in LNG ServicesDocument104 pagesIntroduction To LNG & Material Used in LNG ServicesVishaka ThekkedathNo ratings yet
- Cryogenic PhysicsDocument27 pagesCryogenic PhysicsOmongo EmmanuelNo ratings yet
- Mixed Refrigerant ProcessDocument2 pagesMixed Refrigerant ProcessWade ColemanNo ratings yet
- Technologies of Hydrogen Liquefaction, Transport and Storage Paving The Way To A Hydrogen Fueled FutureDocument8 pagesTechnologies of Hydrogen Liquefaction, Transport and Storage Paving The Way To A Hydrogen Fueled FutureHernan CortezNo ratings yet
- Industrial Gases: Nitrogen, Oxygen, Hydrogen ManufactureDocument13 pagesIndustrial Gases: Nitrogen, Oxygen, Hydrogen ManufactureBiain A SecasNo ratings yet
- 10 Major SubsidiariesDocument2 pages10 Major Subsidiaries208020No ratings yet
- AS.B1EN 1113 - &AA - History - .Layout19 - 4353 PDFDocument20 pagesAS.B1EN 1113 - &AA - History - .Layout19 - 4353 PDFAbednego ZanoNo ratings yet
- CryogenicsDocument11 pagesCryogenicsNikhil SinghNo ratings yet
- Large Capacity Single Train AP-XTM Hybrid LNG ProcessDocument9 pagesLarge Capacity Single Train AP-XTM Hybrid LNG ProcesshfNo ratings yet
- GIGNLDocument49 pagesGIGNLHanumanthNo ratings yet
- Mche - LNG PlantDocument6 pagesMche - LNG Plantchris100% (1)
- CH126P Lec 8 - Ch9Document20 pagesCH126P Lec 8 - Ch9kumiristineNo ratings yet
- Manual Modelo 734Document36 pagesManual Modelo 734Oscar Arturo Callirgos Lozada100% (1)
- Assignment IVDocument2 pagesAssignment IVDechenPemaNo ratings yet
- The Definitive Guide To Cryogenic EngineeringDocument21 pagesThe Definitive Guide To Cryogenic EngineeringSamanthaPereraNo ratings yet
- Investigation On Small-Scale Low Pressure LNG Production ProcessDocument14 pagesInvestigation On Small-Scale Low Pressure LNG Production ProcessWilson CristanchoNo ratings yet
- RAC Book RK RajputDocument229 pagesRAC Book RK RajputVINAYAK SHARMANo ratings yet
- The Natural Gas Value Chain Relies On Availability and SafetyDocument7 pagesThe Natural Gas Value Chain Relies On Availability and Safetysuraj pandeyNo ratings yet