You might also like
- Refractory PPT IN 150 MW CFBC BOILERDocument25 pagesRefractory PPT IN 150 MW CFBC BOILERkvsagar67% (3)
- Fluidized Bed Boilers: Design and ApplicationFrom EverandFluidized Bed Boilers: Design and ApplicationRating: 4.5 out of 5 stars4.5/5 (4)
- CFBC Boiler SeminarDocument75 pagesCFBC Boiler SeminarABVSAI100% (7)
- Boiler Pressure Parts & Tube FailureDocument76 pagesBoiler Pressure Parts & Tube Failurekvsagar100% (4)
- Cold Cyclone CFBC BoilerDocument2 pagesCold Cyclone CFBC BoilerVirendra PatilNo ratings yet
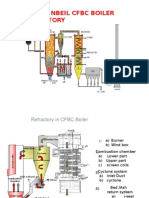
- Refrctory PowerPoint PresentationDocument35 pagesRefrctory PowerPoint Presentationkvsagar100% (1)
- Calculations in Furnace Technology: Division of Materials Science and TechnologyFrom EverandCalculations in Furnace Technology: Division of Materials Science and TechnologyRating: 3 out of 5 stars3/5 (2)
- Group 7 Sony AIBODocument20 pagesGroup 7 Sony AIBOGourav GuhaNo ratings yet
- Collateral Software White-Paper H11059-Emc-D910-Wp PDFDocument31 pagesCollateral Software White-Paper H11059-Emc-D910-Wp PDFvishtobeNo ratings yet
- Theory and Calculation of Heat Transfer in FurnacesFrom EverandTheory and Calculation of Heat Transfer in FurnacesRating: 3 out of 5 stars3/5 (5)
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyFrom EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyRating: 5 out of 5 stars5/5 (1)
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsFrom EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNo ratings yet
- Factors That Affect CFBC Panel Erosion by K.K.Parthiban PDFDocument34 pagesFactors That Affect CFBC Panel Erosion by K.K.Parthiban PDFparthi20065768100% (1)
- Boiler Operating CourseDocument74 pagesBoiler Operating Courseknx175No ratings yet
- An Experience With CFBC Boiler Tube FailuresDocument61 pagesAn Experience With CFBC Boiler Tube Failuresparthi20065768100% (2)
- Operation of 300MW CFBC BoilerDocument6 pagesOperation of 300MW CFBC BoilerSoodamany Ponnu PandianNo ratings yet
- Internal Circulation CFB Boiler PDFDocument11 pagesInternal Circulation CFB Boiler PDFAkhilesh Kumar0% (1)
- CFBC Boiler DescriptionDocument9 pagesCFBC Boiler Descriptioncmani_bweNo ratings yet
- Analysis of Tube Failure in Water Tube BoilerDocument16 pagesAnalysis of Tube Failure in Water Tube BoilerHussseinmubarkNo ratings yet
- Circulation of BoilerDocument5 pagesCirculation of BoilerMuralikrishna ArigondaNo ratings yet
- CFBC BoilerDocument7 pagesCFBC Boilerkaruna346100% (1)
- An Overview of FBC Boiler: Compiled BY S.S.AcharyaDocument56 pagesAn Overview of FBC Boiler: Compiled BY S.S.AcharyaMusycal Fynnc100% (1)
- Boiler EfficiencyDocument24 pagesBoiler EfficiencyAmit ChauhanNo ratings yet
- Metallurgy PresentationDocument67 pagesMetallurgy PresentationAshwani DograNo ratings yet
- "Boiler Tube Failures": Project ReportDocument30 pages"Boiler Tube Failures": Project Reportmdjan100% (1)
- SuperCritical BoilerDocument0 pagesSuperCritical BoilerSreenivas100% (1)
- 3D CFD Simulation of Hydrodynamics of A 150MW Circulating Fluidized Bed Boiler PDFDocument8 pages3D CFD Simulation of Hydrodynamics of A 150MW Circulating Fluidized Bed Boiler PDFFabian Andrey DiazNo ratings yet
- Super Critical BoilerDocument46 pagesSuper Critical BoilerParveen NakwalNo ratings yet
- Steam Side Scale Exfoliation ProblemDocument34 pagesSteam Side Scale Exfoliation Problemak_thimiriNo ratings yet
- Circulating Fluidized Bed BoilerDocument96 pagesCirculating Fluidized Bed BoilerMuhammad Talha Abid100% (1)
- Post Operational Chemical Cleaning of Boiler: by Dilip Kumar, Chemistry NTPC KahalgaonDocument56 pagesPost Operational Chemical Cleaning of Boiler: by Dilip Kumar, Chemistry NTPC KahalgaonFrans WijayaNo ratings yet
- Boiler Tube LeakageDocument9 pagesBoiler Tube LeakageSoham MallickNo ratings yet
- Chemical Cleaning NPTIDocument39 pagesChemical Cleaning NPTISaravana Kumar100% (1)
- Finding The Root Cause of Boiler Tube FailuresDocument17 pagesFinding The Root Cause of Boiler Tube Failuresjgv100% (1)
- Coal Properties and Effect On Combustion PDFDocument25 pagesCoal Properties and Effect On Combustion PDFMuhammad ArshadNo ratings yet
- Boiler Tube Failure Case StudyDocument23 pagesBoiler Tube Failure Case Studykkannanmtps100% (1)
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshNo ratings yet
- Coal Pulverising in Boilers 1Document96 pagesCoal Pulverising in Boilers 1Babu AravindNo ratings yet
- Impact of Pci in Blast FurnaceDocument11 pagesImpact of Pci in Blast FurnaceSableen SinghNo ratings yet
- Boiler Water Chemistry - Cause & EffectDocument46 pagesBoiler Water Chemistry - Cause & EffectBhavesh PatelNo ratings yet
- A Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanDocument30 pagesA Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanparthi20065768100% (2)
- Super Heater Trouble Shooting Report at A Hi Plant by KKPDocument68 pagesSuper Heater Trouble Shooting Report at A Hi Plant by KKPparthi20065768100% (2)
- Boiler Silica Carry OverDocument18 pagesBoiler Silica Carry OverAslamNo ratings yet
- CFBC OperationDocument110 pagesCFBC Operationmistryhardik89No ratings yet
- Fluidized Combustion PDFDocument72 pagesFluidized Combustion PDFSuriyan ArifNo ratings yet
- Case Studies On Boiler Tube ErosionDocument13 pagesCase Studies On Boiler Tube Erosionpankajbtc007100% (1)
- Suspension (PC) Combustion: Chungen YinDocument47 pagesSuspension (PC) Combustion: Chungen YinAakash RanjanNo ratings yet
- EPRI Sootblower PPDocument21 pagesEPRI Sootblower PPJackSparrow86No ratings yet
- Case Studies in Boiler FailuresDocument14 pagesCase Studies in Boiler Failuresparthi2006576880% (5)
- Vizag Steel Plant WHRB RussiaDocument47 pagesVizag Steel Plant WHRB RussiakaustavNo ratings yet
- Basic of FBC BoilerDocument25 pagesBasic of FBC BoilerJayam KondanNo ratings yet
- Characterization of Ash DepostionDocument11 pagesCharacterization of Ash DepostionKarthi KeyanNo ratings yet
- Factors That Affect CFBC Panel Erosion by K.K.parthibanDocument34 pagesFactors That Affect CFBC Panel Erosion by K.K.parthibanparthi20065768100% (2)
- Familiarization of Thermal Power Plant With CFBC BoilerDocument21 pagesFamiliarization of Thermal Power Plant With CFBC BoilerAnudeep ChittluriNo ratings yet
- CFBC Boilers: Quest Professional CircleDocument31 pagesCFBC Boilers: Quest Professional CircleMayur Patel100% (1)
- Bi-Drum Vs Single Drum - Research Paper 2Document6 pagesBi-Drum Vs Single Drum - Research Paper 2Parth Merchant100% (1)
- CPP Pocket ManualDocument180 pagesCPP Pocket ManualdevagiriNo ratings yet
- Advanced Pulverized Coal Injection Technology and Blast Furnace OperationFrom EverandAdvanced Pulverized Coal Injection Technology and Blast Furnace OperationK. IshiiNo ratings yet
- Chemistry and Metallurgy: Second Revised and Enlarged EditionFrom EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryNo ratings yet
- Combustion Technology: Some Modern DevelopmentsFrom EverandCombustion Technology: Some Modern DevelopmentsRating: 5 out of 5 stars5/5 (1)
- Refractory Dryout by Electrical Coil Heating 2Document1 pageRefractory Dryout by Electrical Coil Heating 2choksNo ratings yet
- Refractory Precast FerrulesDocument2 pagesRefractory Precast FerruleschoksNo ratings yet
- Diesel Fuel MeterDocument1 pageDiesel Fuel MeterchoksNo ratings yet
- Aligenment of PCPF BlockDocument1 pageAligenment of PCPF BlockchoksNo ratings yet
- Sor - WRD Gob - 01 - 10 - 12Document383 pagesSor - WRD Gob - 01 - 10 - 12Abhishek sNo ratings yet
- 2nd Gen Xeon SP Transition Guide FinalDocument6 pages2nd Gen Xeon SP Transition Guide Finalanhsang123No ratings yet
- Iso 16331 1 2017Document13 pagesIso 16331 1 2017thanhloc tranNo ratings yet
- Creating Spirit at Work - Part IDocument7 pagesCreating Spirit at Work - Part IPaulo Jr HayashiNo ratings yet
- Boost Performance of PC in 5 SecondsDocument14 pagesBoost Performance of PC in 5 SecondsEd CobbNo ratings yet
- Mini-Project ProcessDocument6 pagesMini-Project ProcessAditi JadhavNo ratings yet
- LK 1.2 - Eksplorasi Identifikasi MasalahDocument36 pagesLK 1.2 - Eksplorasi Identifikasi MasalahTri NurcahyonoadiNo ratings yet
- SG-CR01: Contact Person: Mr. Wonder Mobile: +86 15158106703 Tel: +86 571 63131356 Skype: WonderofficeworksDocument2 pagesSG-CR01: Contact Person: Mr. Wonder Mobile: +86 15158106703 Tel: +86 571 63131356 Skype: WonderofficeworksШеф ОтрисовкаNo ratings yet
- Aspect: Euro Modular Frontplates Accessory ModuleDocument1 pageAspect: Euro Modular Frontplates Accessory ModuleNouh RaslanNo ratings yet
- Ancient Astronomical InstrumentsDocument7 pagesAncient Astronomical InstrumentsKrystelle Joy ZipaganNo ratings yet
- 9a L5 Vocab NotesDocument7 pages9a L5 Vocab NotesCindy NguyenNo ratings yet
- Pec-Pck4 Mod3 Lesson 5Document18 pagesPec-Pck4 Mod3 Lesson 5Al LaurioNo ratings yet
- 204-04A - Wheels and TiresDocument21 pages204-04A - Wheels and TiresSofia AltuzarraNo ratings yet
- Passive Cooling Technique in Composite ClimateDocument34 pagesPassive Cooling Technique in Composite ClimateUmang VashisthaaNo ratings yet
- Autoclaved Aerated ConcreteDocument4 pagesAutoclaved Aerated ConcreteArunima DineshNo ratings yet
- Jasper Display PresentationDocument55 pagesJasper Display Presentationja632271No ratings yet
- Jornal 1 5 Cs of CaringDocument4 pagesJornal 1 5 Cs of Caringapi-444163791No ratings yet
- Science 10 U2M1A1Document2 pagesScience 10 U2M1A1Angel OrdialesNo ratings yet
- Semiconductor Devices - Lecture 1Document61 pagesSemiconductor Devices - Lecture 1hassam saeedNo ratings yet
- SynastryDocument26 pagesSynastryErika Garamvölgyi100% (1)
- Ergonomics - Posture: ChairDocument3 pagesErgonomics - Posture: ChairZegera MgendiNo ratings yet
- Basic Photography ConceptsDocument8 pagesBasic Photography Conceptssonia mae bandolaNo ratings yet
- Engineering Mechanics: Review MaterialDocument30 pagesEngineering Mechanics: Review MaterialVon Eric DamirezNo ratings yet
- Rios, Punished - CH 1Document22 pagesRios, Punished - CH 1sciencegirls314No ratings yet
- CLIMATE CHANGE-Reaction PaperDocument2 pagesCLIMATE CHANGE-Reaction PaperMelody Delos Reyes100% (1)
- Poorna Prajna Public School: Progress Report 2021 - 2022Document1 pagePoorna Prajna Public School: Progress Report 2021 - 2022SwagBeast SKJJNo ratings yet
- Worktips 40 Sprayed Sealing Binder Volume CorrectionDocument2 pagesWorktips 40 Sprayed Sealing Binder Volume CorrectionFehkalNo ratings yet
- Komposisi: Jurnal Pendidikan Bahasa, Sastra, Dan Seni: P-ISSN 1411-3732 E-ISSN 2548-9097Document10 pagesKomposisi: Jurnal Pendidikan Bahasa, Sastra, Dan Seni: P-ISSN 1411-3732 E-ISSN 2548-9097rica sugandiNo ratings yet