You might also like
- Teste1nu11.h.cJ Sou lun Fil ho de I)eusDocument5 pagesTeste1nu11.h.cJ Sou lun Fil ho de I)eusBruno Diniz de OliveiraNo ratings yet
- Pattern Play: Creating Your Own QuiltsFrom EverandPattern Play: Creating Your Own QuiltsRating: 4.5 out of 5 stars4.5/5 (2)
- SRS Components and Characteristics in Software EngineeringDocument6 pagesSRS Components and Characteristics in Software EngineeringDeepak kumarNo ratings yet
- Rules of Thumb for Mechanical EngineersFrom EverandRules of Thumb for Mechanical EngineersRating: 3.5 out of 5 stars3.5/5 (3)
- Korg KPR 77 SchematicsDocument7 pagesKorg KPR 77 Schematicsvince349856No ratings yet
- Simon Boccanegra (Verdi)Document247 pagesSimon Boccanegra (Verdi)David De MeloNo ratings yet
- JT3D (TF33) S7P7Document112 pagesJT3D (TF33) S7P7junmech-1No ratings yet
- Name - : III 'IDocument4 pagesName - : III 'ILynn DeLeonNo ratings yet
- Scan 09 Oct 2020Document5 pagesScan 09 Oct 2020Premikan VenkatachalamNo ratings yet
- DFA BacklashDocument4 pagesDFA BacklashRAKTHI VNo ratings yet
- MGT Mind MapDocument3 pagesMGT Mind MapNurulashiqyn MohdzaliNo ratings yet
- Chapter 6Document1 pageChapter 6Nurul AlyaNo ratings yet
- Prstne Vaje 123Document1 pagePrstne Vaje 123Izak HudnikNo ratings yet
- Adobe Scan 14 May 2022Document5 pagesAdobe Scan 14 May 2022mitali goelNo ratings yet
- ced 2Document14 pagesced 2521 Balaji ONo ratings yet
- Blacknall Floor Plans Full SizeDocument3 pagesBlacknall Floor Plans Full SizeSteven MillerNo ratings yet
- Dynamic RecordDocument22 pagesDynamic RecordTanishq ShettyNo ratings yet
- Labour Notes Part 1Document25 pagesLabour Notes Part 1hitesh gayakwadNo ratings yet
- Model EstimateDocument23 pagesModel Estimatemanash rishiNo ratings yet
- MTH Unit 4Document19 pagesMTH Unit 4Abhishek PatidarNo ratings yet
- Existing Beam CheckingDocument29 pagesExisting Beam Checkingcivilsoc.alexlukNo ratings yet
- S1 January 2002 Mark SchemeDocument6 pagesS1 January 2002 Mark SchemeNovjita Basran100% (1)
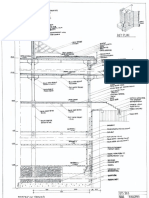
- Potongan PrinsipDocument1 pagePotongan PrinsipMuhammad NugrahaNo ratings yet
- Tho - .: - 'S: Iii - BDocument7 pagesTho - .: - 'S: Iii - BJembere1 shiferawNo ratings yet
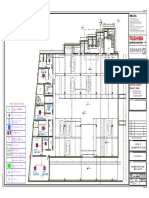
- Ga DrawingDocument1 pageGa Drawingvevese8616No ratings yet
- D!o.roaton: Tecbn IDocument5 pagesD!o.roaton: Tecbn Ibhavya modiNo ratings yet
- If 4Document4 pagesIf 4ProNo ratings yet
- Vertical section analysis reveals structural elementsDocument18 pagesVertical section analysis reveals structural elementsSaksham KhuranaNo ratings yet
- AD&D B12 9261 Queen's HarvestDocument36 pagesAD&D B12 9261 Queen's HarvestRichard Haston100% (12)
- S8 - Rigid Pavement DesignDocument26 pagesS8 - Rigid Pavement DesignRoaa SabriNo ratings yet
- Scan 25 Feb 2021Document13 pagesScan 25 Feb 2021Sumeet NayakNo ratings yet
- Yellow River Piano Concerto Arranged for Two PianosDocument14 pagesYellow River Piano Concerto Arranged for Two Pianosfred898100% (1)
- Proc No 543 The Revised Export TradeDocument15 pagesProc No 543 The Revised Export Tradeይህየይስ ተአምኖNo ratings yet
- EE Practicals 2Document15 pagesEE Practicals 2Sean BrownNo ratings yet
- Routh ArrayDocument11 pagesRouth ArrayNicholas BourbakiNo ratings yet
- Flauto3 PDFDocument2 pagesFlauto3 PDFmastyNo ratings yet
- Ch312-Assginment Test2Document3 pagesCh312-Assginment Test2Tŕəñdinğ TəjNo ratings yet
- Tax residency details for an individualDocument4 pagesTax residency details for an individualAlokMishraNo ratings yet
- Whiteboard 7 Mar 2024Document13 pagesWhiteboard 7 Mar 2024bhartesh2003No ratings yet
- Dciak: We-Nit,)Document21 pagesDciak: We-Nit,)Love SandyNo ratings yet
- Agnus Dei - AleluiaDocument7 pagesAgnus Dei - AleluiagarcezmusicalNo ratings yet
- Sarahclarke, SYamamotoDocument6 pagesSarahclarke, SYamamotoGEORGE MATTHEWNo ratings yet
- 3 CaffeineDocument18 pages3 CaffeineParth Vijay SinghNo ratings yet
- Moment of IntertiaDocument19 pagesMoment of IntertiaOm WalunjNo ratings yet
- Engineering Graphics Sheet Harsh RajDocument15 pagesEngineering Graphics Sheet Harsh RajHarsh RajNo ratings yet
- Adobe Scan 05 Mar 2022Document9 pagesAdobe Scan 05 Mar 2022Farhaniqbalahme dNo ratings yet
- Learning Within Delors ReportDocument268 pagesLearning Within Delors ReporttiagoNo ratings yet
- Consumer Awareness ProjectDocument22 pagesConsumer Awareness ProjectHrishikaNo ratings yet
- expt B1Document7 pagesexpt B109 Krishna TrivediNo ratings yet
- BRY's Physiology, 1st SemesterDocument151 pagesBRY's Physiology, 1st SemesterEmma O'LearyNo ratings yet
- 05 Classifying 73-87 PDFDocument15 pages05 Classifying 73-87 PDFnewdragonvip06No ratings yet
- Inverters & ChoppersDocument19 pagesInverters & Choppersjapjot singhNo ratings yet
- Puranic HinduismDocument9 pagesPuranic Hinduismkhwaaish kharbandaNo ratings yet
- The Clausen ttypergeometry Identity and Related Infinite SeriesDocument6 pagesThe Clausen ttypergeometry Identity and Related Infinite SeriesPapy MaikaNo ratings yet
- ANN Assignment IDocument44 pagesANN Assignment IV Satyam ReddyNo ratings yet
- Koshy Phile Mathew (Ind)Document1 pageKoshy Phile Mathew (Ind)vcxzcNo ratings yet
- ISO 6892 test report requirementsDocument1 pageISO 6892 test report requirementsSvapneshNo ratings yet
- Bulletin 16 PDFDocument8 pagesBulletin 16 PDFAhmad AbduljalilNo ratings yet
- PLUMBING Booster Pump (AS PER IPC) - 13Document55 pagesPLUMBING Booster Pump (AS PER IPC) - 13Mohsin ShaikhNo ratings yet
- DUCT QTY HALABJA CONFERENCE ROOMDocument6 pagesDUCT QTY HALABJA CONFERENCE ROOMMohsin ShaikhNo ratings yet
- Appliance and Fixture Count Form 2020Document2 pagesAppliance and Fixture Count Form 2020Mohsin ShaikhNo ratings yet
- GF - Ahu 1Document78 pagesGF - Ahu 1Mohsin ShaikhNo ratings yet
- 3 Bms2-A2-Tcc-Link1Document10 pages3 Bms2-A2-Tcc-Link1Mohsin ShaikhNo ratings yet
- 3.1-HVAC SystemDocument14 pages3.1-HVAC SystemMohsin ShaikhNo ratings yet
- 3 Bms2-A2-Tcc-Link1Document10 pages3 Bms2-A2-Tcc-Link1Mohsin ShaikhNo ratings yet
- Book 1Document6 pagesBook 1Mohsin ShaikhNo ratings yet
- 2.1-Linking and Importing CadDocument2 pages2.1-Linking and Importing CadMohsin ShaikhNo ratings yet
- 3 Bms2-A2-Tcc-Link1Document10 pages3 Bms2-A2-Tcc-Link1Mohsin ShaikhNo ratings yet
- 153/154, 4Th CRS, Dollars Clny, Opp. Clarence Public School, J P Nagar 4Th Phase, Bangalore, Karnataka-560078 Phone - 080 4718 1888Document1 page153/154, 4Th CRS, Dollars Clny, Opp. Clarence Public School, J P Nagar 4Th Phase, Bangalore, Karnataka-560078 Phone - 080 4718 1888jotiba jagtapNo ratings yet
- Shaikh Mohsin Abdulla: Shorsh, Erbil, Iraq 40001Document2 pagesShaikh Mohsin Abdulla: Shorsh, Erbil, Iraq 40001Mohsin ShaikhNo ratings yet
- 19.1 - Sheet CompositionDocument2 pages19.1 - Sheet CompositionMohsin ShaikhNo ratings yet
- 3 Bms2-A2-Tcc-Link1Document10 pages3 Bms2-A2-Tcc-Link1Mohsin ShaikhNo ratings yet
- Revit Architecture Views SetupDocument2 pagesRevit Architecture Views SetupMohsin ShaikhNo ratings yet
- 8.1-Annotation Construction DocumentsDocument2 pages8.1-Annotation Construction DocumentsMohsin ShaikhNo ratings yet
- 15.1-Family Concepts and TechniquesDocument20 pages15.1-Family Concepts and TechniquesMohsin ShaikhNo ratings yet
- Grey Edge: Certificate Course in Revit MEP - CompleteDocument6 pagesGrey Edge: Certificate Course in Revit MEP - CompleteMohsin ShaikhNo ratings yet
- 9.1-Tags and SchedulesDocument3 pages9.1-Tags and SchedulesMohsin ShaikhNo ratings yet
- 12.1 - Managing ProjectDocument3 pages12.1 - Managing ProjectMohsin ShaikhNo ratings yet
- Idu & Odu Qty DR - KazhanDocument3 pagesIdu & Odu Qty DR - KazhanMohsin ShaikhNo ratings yet
- Duct Boq For Chawi Slemani 1 Flat: Description QTY 1 Ducting VRF LCDocument3 pagesDuct Boq For Chawi Slemani 1 Flat: Description QTY 1 Ducting VRF LCMohsin ShaikhNo ratings yet
- Grey Edge: Location: Department: Rev No: Mumbai-Goregaon Training 0.00Document1 pageGrey Edge: Location: Department: Rev No: Mumbai-Goregaon Training 0.00Mohsin ShaikhNo ratings yet
- Grey Edge: Certificate Course in Revit MEP - CompleteDocument9 pagesGrey Edge: Certificate Course in Revit MEP - CompleteMohsin ShaikhNo ratings yet
- Quote Summary Najaf VillaDocument1 pageQuote Summary Najaf VillaMohsin ShaikhNo ratings yet
- Ufc 3 400 02 2018 PDFDocument89 pagesUfc 3 400 02 2018 PDFMohsin ShaikhNo ratings yet
- Esp Calculation StudioDocument8 pagesEsp Calculation StudioMohsin ShaikhNo ratings yet
- Basement Floor Cooling LoadDocument20 pagesBasement Floor Cooling LoadMohsin ShaikhNo ratings yet
- Reducing Energy Consumption in Hvac Systems of Rusafa Prison in IraqDocument7 pagesReducing Energy Consumption in Hvac Systems of Rusafa Prison in IraqMohsin ShaikhNo ratings yet
- BASEMENTDocument1 pageBASEMENTMohsin ShaikhNo ratings yet
- Daily inspection report for PC1250-7 excavatorDocument2 pagesDaily inspection report for PC1250-7 excavatorAfrizal Bee Mei AeNo ratings yet
- Flowchart of cement manufacturing processDocument10 pagesFlowchart of cement manufacturing processShraboni SinhaNo ratings yet
- Acti 9 iDPN Vigi - A9A26924Document2 pagesActi 9 iDPN Vigi - A9A26924Rian IrfansyahNo ratings yet
- Rebar Tables BS 8666:2005:: User GuideDocument4 pagesRebar Tables BS 8666:2005:: User GuideDushyantNo ratings yet
- Velan Y-Pattern Globe CAT BG 04 10Document12 pagesVelan Y-Pattern Globe CAT BG 04 10mfcramer0% (1)
- Composite Building Case Study PDFDocument49 pagesComposite Building Case Study PDFkoglad100% (1)
- Us 6838499Document7 pagesUs 6838499Pranshu JainNo ratings yet
- Weaving Trials As A Customer Support Measure: Sulzer RutiDocument3 pagesWeaving Trials As A Customer Support Measure: Sulzer RutiNeelesh MishraNo ratings yet
- Nptel: Introduction To Composites - Web CourseDocument3 pagesNptel: Introduction To Composites - Web CourseAnu PriyaNo ratings yet
- Clarifying the Role of the Lead Process EngineerDocument8 pagesClarifying the Role of the Lead Process EngineerrsedmylifeNo ratings yet
- Basewest: Model 601 Battery Pack Aircrew FlashlightDocument1 pageBasewest: Model 601 Battery Pack Aircrew FlashlightMilad YadollahiNo ratings yet
- Boq For Box CulvertDocument4 pagesBoq For Box CulvertDaniel OkereNo ratings yet
- CWTS Group 2Document4 pagesCWTS Group 2Justin Neo ParlanNo ratings yet
- Anchors For Anchoring To ConcreteDocument4 pagesAnchors For Anchoring To ConcretejafeelnmNo ratings yet
- Disassembly Final DriveDocument13 pagesDisassembly Final DriveSayutie_Anak_A_2175No ratings yet
- BS EN 1011 - 8 - 2003 - DraftDocument22 pagesBS EN 1011 - 8 - 2003 - DraftMichael Andrews100% (2)
- Interactive Buckling and Post-Buckling Studies of Thin-Walled Structural Members With Generalized Beam TheoryDocument148 pagesInteractive Buckling and Post-Buckling Studies of Thin-Walled Structural Members With Generalized Beam TheoryDang Viet HungNo ratings yet
- Properties of WaterDocument23 pagesProperties of WaterJohnnardBelenNo ratings yet
- Molecules of Life Structure and Properties of WaterDocument37 pagesMolecules of Life Structure and Properties of Waterkhanny96No ratings yet
- Blackburn MechanicalDocument36 pagesBlackburn MechanicalCharles YaoNo ratings yet
- Parts of A Refrigeration SystemDocument8 pagesParts of A Refrigeration SystemRay RavelNo ratings yet
- PC-005R3 Polymers and Additives For Paints, Coatings, and AdhesivesDocument20 pagesPC-005R3 Polymers and Additives For Paints, Coatings, and AdhesivesDM AfteniNo ratings yet
- RQT Technical Guide Loires TATA STEELDocument7 pagesRQT Technical Guide Loires TATA STEELEmad A.AhmadNo ratings yet
- S3 PDFDocument1 pageS3 PDFhampshireiii100% (1)
- Pre Stressed Concrete Is A Method For Overcoming The ConcreteDocument7 pagesPre Stressed Concrete Is A Method For Overcoming The ConcreteNurhamizah MeskamNo ratings yet
- Corrosion of RC StructuresDocument5 pagesCorrosion of RC StructuresvigneshwarimahamuniNo ratings yet
- Sikadur® - 52 PDFDocument2 pagesSikadur® - 52 PDFMaki Salim HussainNo ratings yet
- PowderDocument3 pagesPowderXuân Giang NguyễnNo ratings yet
- In-Piping Screw Screens Rsec - en - 1016Document2 pagesIn-Piping Screw Screens Rsec - en - 1016Felipe BrainNo ratings yet
- Processing of Grain-Size Functionally Gradient Bioceramics For Implant ApplicationsDocument7 pagesProcessing of Grain-Size Functionally Gradient Bioceramics For Implant ApplicationsKilaru Harsha VardhanNo ratings yet