You might also like
- Executive Summary of SamSungDocument3 pagesExecutive Summary of SamSungHà Uyên Nhi100% (1)
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- 1/16 Din Microbased Controller: Operators ManualDocument69 pages1/16 Din Microbased Controller: Operators ManualJosue Camacho100% (2)
- HH-12 Number of Households Availing Banking Services and Number of Households Having Each of The Specified Assets Table For IndiaDocument6 pagesHH-12 Number of Households Availing Banking Services and Number of Households Having Each of The Specified Assets Table For IndiaAshish TewariNo ratings yet
- Operation Manual: Model: Compact THC Controller SD (Step / Dir PID Generator)Document7 pagesOperation Manual: Model: Compact THC Controller SD (Step / Dir PID Generator)jaon11No ratings yet
- Neuron Simplicity User ManualDocument45 pagesNeuron Simplicity User ManualShane MurrayNo ratings yet
- Manual HipotDocument34 pagesManual HipotOmar Marquez BonillaNo ratings yet
- KH15 Manual Eng Rev4Document24 pagesKH15 Manual Eng Rev4Diego MorenoNo ratings yet
- HZJB I 3 Phase Relay Protection Tester Uses ManualDocument99 pagesHZJB I 3 Phase Relay Protection Tester Uses Manualrian0201100% (1)
- Economiser Series: User ManualDocument20 pagesEconomiser Series: User ManualWashington de lima cardosoNo ratings yet
- Service Manual: Color Television ReceiverDocument9 pagesService Manual: Color Television ReceiverAngel RamirezNo ratings yet
- Dfc-0108 Power Factor Controller: 8 Banks, Harmonic Distortion DisplayDocument34 pagesDfc-0108 Power Factor Controller: 8 Banks, Harmonic Distortion DisplayMuftah AhmedNo ratings yet
- 30V - 2A Power Supply ST4073 OperatingDocument11 pages30V - 2A Power Supply ST4073 Operatingilesh22No ratings yet
- Daewoo 710B PDFDocument59 pagesDaewoo 710B PDFbgmentNo ratings yet
- Earth Leakage Relays ELRV30-2-A RMS PDFDocument2 pagesEarth Leakage Relays ELRV30-2-A RMS PDFDEADMANNo ratings yet
- Daewoo CMC 518xDocument61 pagesDaewoo CMC 518xclaudelectroNo ratings yet
- PTM 1 Strain Gage Io ModuleDocument9 pagesPTM 1 Strain Gage Io ModuleDiogo Henrique HerculanoNo ratings yet
- Σ-Φ debaler προγραμμαDocument20 pagesΣ-Φ debaler προγραμμαStelios TaousanisNo ratings yet
- DataKom DM 0301 InsteDocument2 pagesDataKom DM 0301 InsteKhaleel KhanNo ratings yet
- 1735A ManualDocument58 pages1735A ManualLilia MijangosNo ratings yet
- PM835 Panel Meter User ManualDocument24 pagesPM835 Panel Meter User ManualRENUS UPT MEDANNo ratings yet
- K-tv14m3 y K-tv21m3 Konka - KalleyDocument9 pagesK-tv14m3 y K-tv21m3 Konka - KalleyalopezcuervoNo ratings yet
- Service Manual: Xga Color Monitor Model: 710BDocument59 pagesService Manual: Xga Color Monitor Model: 710BChristian FajardoNo ratings yet
- 1/4 Din Microbased Controller Operators Manual: FORM 3665 Edition 1 © OCT. 1995 PRICE $10.00Document71 pages1/4 Din Microbased Controller Operators Manual: FORM 3665 Edition 1 © OCT. 1995 PRICE $10.00kmpoulos100% (1)
- K-tv14m3 y K-tv21m3 Konka - KalleyDocument7 pagesK-tv14m3 y K-tv21m3 Konka - Kalleyandresriveram77No ratings yet
- Precautions For Installation and Safe Use: Da-0101 Digital Ammeter 96x96mm SIZESDocument2 pagesPrecautions For Installation and Safe Use: Da-0101 Digital Ammeter 96x96mm SIZESKhaleel KhanNo ratings yet
- Epcos Thyristor ModuleDocument6 pagesEpcos Thyristor ModuleSanthosh OsNo ratings yet
- BCPM - SQD - z205387-0dDocument22 pagesBCPM - SQD - z205387-0dEduardo Gomes CytranguloNo ratings yet
- Samsung ML-5000A&G Service ManualDocument91 pagesSamsung ML-5000A&G Service ManualChristopher CollinsNo ratings yet
- Esm 906-910Document5 pagesEsm 906-910Pascal cNo ratings yet
- Installation Instructions X3M 96 and Flash 96Document2 pagesInstallation Instructions X3M 96 and Flash 96Laminar FlowNo ratings yet
- Phenix PAD10-25 Version 3.1 UMDocument25 pagesPhenix PAD10-25 Version 3.1 UMWashington VásquezNo ratings yet
- Precautions For Installation and Safe Use: Da-0101 / Da-0103 Digital Ammeters 72x72 & 96x48mm SIZESDocument2 pagesPrecautions For Installation and Safe Use: Da-0101 / Da-0103 Digital Ammeters 72x72 & 96x48mm SIZESKhaleel KhanNo ratings yet
- Handbook UPS PDFDocument52 pagesHandbook UPS PDFJoni EfwanNo ratings yet
- Wireless TRMS Multimeter: User's GuideDocument17 pagesWireless TRMS Multimeter: User's Guidespock_65No ratings yet
- 108 UserDocument34 pages108 UserIngeniería Sanchez Gonzalez S.A.SNo ratings yet
- Sharp 14v-r70m Chassis Ga-4mDocument43 pagesSharp 14v-r70m Chassis Ga-4mRiza Badua75% (4)
- Altronic DSG1611DUPS Gauge Install. - Oper. Instructions (FORM DSG1611DUPS II)Document47 pagesAltronic DSG1611DUPS Gauge Install. - Oper. Instructions (FORM DSG1611DUPS II)francis_mouille_iiNo ratings yet
- MDM MDM: Manual Start UnitDocument2 pagesMDM MDM: Manual Start Unitluat1983No ratings yet
- Service Manual: Xga Color Monitor Model: 710BDocument59 pagesService Manual: Xga Color Monitor Model: 710Bmasava03No ratings yet
- Service Manual: Color Television Chassis No. GA-4MDocument42 pagesService Manual: Color Television Chassis No. GA-4MKennex Trazo50% (2)
- PWM-OCXiv2.PDF PWM HV ModuleDocument11 pagesPWM-OCXiv2.PDF PWM HV ModuleDrazen Dan MijacikaNo ratings yet
- Xpthc-4: Arc Voltage Plasma Height ControllerDocument25 pagesXpthc-4: Arc Voltage Plasma Height ControllerRacer RacerNo ratings yet
- Primary Current InjectorDocument2 pagesPrimary Current Injector021804No ratings yet
- Harman Kardon Avr137 230 Service ManualDocument87 pagesHarman Kardon Avr137 230 Service ManualHenryClaassenNo ratings yet
- Zenith H20H52DT - Service ManualDocument48 pagesZenith H20H52DT - Service ManualrolaperezNo ratings yet
- Xpthc-4: Arc Voltage Plasma Height ControllerDocument26 pagesXpthc-4: Arc Voltage Plasma Height ControllerMahmoofNo ratings yet
- Panasonic TC 15lt1 SMDocument127 pagesPanasonic TC 15lt1 SMDaniboy1994No ratings yet
- User Manual NE210 CounterDocument24 pagesUser Manual NE210 Counterbradutu72No ratings yet
- Velleman Ps3010 3020 Power Supply UmDocument23 pagesVelleman Ps3010 3020 Power Supply UmFernando VidalNo ratings yet
- Torch Height Controller SH-HC31 Manual: Beijing Flourishing Start Control Technology Co., LTDDocument13 pagesTorch Height Controller SH-HC31 Manual: Beijing Flourishing Start Control Technology Co., LTDBrian Stiven Restrepo PerezNo ratings yet
- Dkg-329 Automatic Transfer Switch With Uninterrupted Transfer and Multiple Genset SupportDocument43 pagesDkg-329 Automatic Transfer Switch With Uninterrupted Transfer and Multiple Genset SupportLuis Fernando CuaspudNo ratings yet
- Et154 PDFDocument6 pagesEt154 PDFbytecNo ratings yet
- CMC P 530 Rms ManualDocument17 pagesCMC P 530 Rms ManualVicente GarciaNo ratings yet
- Advant Controller 010Document230 pagesAdvant Controller 010Pedro BortotNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- Power Electronics Applied to Industrial Systems and Transports: Volume 5: Measurement Circuits, Safeguards and Energy StorageFrom EverandPower Electronics Applied to Industrial Systems and Transports: Volume 5: Measurement Circuits, Safeguards and Energy StorageNo ratings yet
- Lifting Beam Cal 4Document1 pageLifting Beam Cal 4dd6077No ratings yet
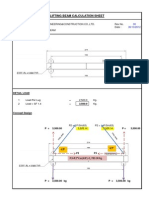
- Lifting Beam Calculation SheetDocument1 pageLifting Beam Calculation Sheetchompink6900No ratings yet
- Lifting Beam Calculation SheetDocument1 pageLifting Beam Calculation Sheetchompink6900No ratings yet
- The Ultimate Bee Gees (CD 1)Document1 pageThe Ultimate Bee Gees (CD 1)chompink6900No ratings yet
- 83e EnclrevDocument1 page83e Enclrevchompink6900No ratings yet
- Cover Letter SHEETDocument1 pageCover Letter SHEETchompink6900No ratings yet
- DEF File DescriptionDocument5 pagesDEF File Descriptionchompink6900No ratings yet
- Teklastructures Maintenance Request FormDocument1 pageTeklastructures Maintenance Request Formchompink6900No ratings yet
- Zen Toolworks CNC Carving Machine DIY Kit User Installation ManualDocument47 pagesZen Toolworks CNC Carving Machine DIY Kit User Installation Manualchompink6900No ratings yet
- FinalDocument12 pagesFinalchompink6900No ratings yet
- CCK VNT Tank Cal RefDocument2 pagesCCK VNT Tank Cal Refchompink6900No ratings yet
- Help With Nickel Alloy Welding - GA5Document5 pagesHelp With Nickel Alloy Welding - GA5chompink6900No ratings yet
- Price Summary Sheet: Currency (Baht) 1.direct Work Cost Offer Price Cost ItemDocument11 pagesPrice Summary Sheet: Currency (Baht) 1.direct Work Cost Offer Price Cost Itemchompink6900No ratings yet
- NAV-7 User Manual GesamtDocument52 pagesNAV-7 User Manual GesamtbylenNo ratings yet
- DigipolDocument1 pageDigipolHillary McgowanNo ratings yet
- 5 Unit - 5 Field Effect Transistors: Review QuestionsDocument16 pages5 Unit - 5 Field Effect Transistors: Review Questionsashley correa100% (1)
- Flyback DC DC ConverterDocument10 pagesFlyback DC DC ConverterAswardi MawardiNo ratings yet
- EEM328 Electronics Laboratory - Experiment 3 - Diode ApplicationsDocument3 pagesEEM328 Electronics Laboratory - Experiment 3 - Diode Applicationsdonatello84No ratings yet
- DHT 11Document12 pagesDHT 11Raja Fathurrahim AkmaludinNo ratings yet
- Huffman Coding in CDocument9 pagesHuffman Coding in CPowered Praveen100% (1)
- 12V To 24V - Converter PDFDocument2 pages12V To 24V - Converter PDFΑΝΔΡΕΑΣ ΤΣΑΓΚΟΣNo ratings yet
- Uaa 2022Document6 pagesUaa 2022TZM BucNo ratings yet
- Max5160 Max5161Document9 pagesMax5160 Max5161Moditha Lakshan100% (1)
- FTDX3000 enDocument22 pagesFTDX3000 enAnonymous zjqvkDENo ratings yet
- 5827 Simulation Intro LTspiceDocument13 pages5827 Simulation Intro LTspiceChihiro SatoNo ratings yet
- 694 Cellular NetworkDocument64 pages694 Cellular NetworkMarin AlexNo ratings yet
- Error Code 14 Hi I Was Wondering What Error Code 14 Was On My Matrix Printer Model DFXDocument3 pagesError Code 14 Hi I Was Wondering What Error Code 14 Was On My Matrix Printer Model DFXJohny AllNo ratings yet
- DTG Exploits Omnimax™ To Migrate Its Wimax Network: Case SummaryDocument2 pagesDTG Exploits Omnimax™ To Migrate Its Wimax Network: Case SummaryAhmed N. MusaNo ratings yet
- DPT R8-3W CatDocument2 pagesDPT R8-3W CatGovind RaoNo ratings yet
- High Power Measurements Using The Agilent Nonlinear Vector Network AnalyzerDocument33 pagesHigh Power Measurements Using The Agilent Nonlinear Vector Network AnalyzerrobertNo ratings yet
- An-MR500 Owner ManualDocument10 pagesAn-MR500 Owner ManualcdimisNo ratings yet
- EC6404-Linear Integrated Circuits Question BankDocument7 pagesEC6404-Linear Integrated Circuits Question BankkundaviNo ratings yet
- Operating Manual (Deh 6450bt Deh 5450sd) Eng Esp PorDocument148 pagesOperating Manual (Deh 6450bt Deh 5450sd) Eng Esp PorHernanJHSNo ratings yet
- The Eye Diagram: 1 Zero Level 2 One LevelDocument9 pagesThe Eye Diagram: 1 Zero Level 2 One LevelAkramNo ratings yet
- CDMA TechnologyDocument40 pagesCDMA TechnologyMohammed AatifNo ratings yet
- Philips mcd288 Ver-1.4 SM PDFDocument39 pagesPhilips mcd288 Ver-1.4 SM PDFAnonymous M77SFaxeNo ratings yet
- Fantasyelectronics - Automatic Railway Gate Control System Using AVR ATmega8 With Complete Project Report, Code and Circuit DiagramDocument7 pagesFantasyelectronics - Automatic Railway Gate Control System Using AVR ATmega8 With Complete Project Report, Code and Circuit DiagramKasi ChinnaNo ratings yet
- MOSFET PA - PDF PDFDocument16 pagesMOSFET PA - PDF PDFDoDuyBacNo ratings yet
- Lecture 1 - Intro To Op AmpsDocument14 pagesLecture 1 - Intro To Op AmpsRap JaviniarNo ratings yet
- HP 8460p Quick Reference GuideDocument2 pagesHP 8460p Quick Reference GuidePetro PetropoulosNo ratings yet
- BF 246 ADocument5 pagesBF 246 ARey TiburonNo ratings yet