You might also like
- Casing DesignDocument71 pagesCasing DesignPeterMarkNo ratings yet
- Casing Design Jimmy WangDocument160 pagesCasing Design Jimmy WangAhmed Ali AlsubaihNo ratings yet
- Smith BitDocument4 pagesSmith BitRio RizkiNo ratings yet
- 4802 10 02 JZ70 Spec (UK) PDFDocument8 pages4802 10 02 JZ70 Spec (UK) PDFaiulica20No ratings yet
- ENPE 515 W 2013 Assignment 3.313Document2 pagesENPE 515 W 2013 Assignment 3.313ench501No ratings yet
- Mainan DewasaDocument153 pagesMainan DewasaHeris SitompulNo ratings yet
- Rock BitsDocument17 pagesRock Bitssuresh_501No ratings yet
- Type BitsDocument3 pagesType BitsHuda BasimNo ratings yet
- PENG 6002 - Assignment 1Document12 pagesPENG 6002 - Assignment 1Kirk Woo ChongNo ratings yet
- Drilling Bits: Dr. Gaurav Pandey Assistant Professor UpesDocument78 pagesDrilling Bits: Dr. Gaurav Pandey Assistant Professor UpeshassanNo ratings yet
- Drill BitDocument21 pagesDrill Bitchris loubakiNo ratings yet
- Lecture 5 Drill Bit Types and Their ApplicationsDocument8 pagesLecture 5 Drill Bit Types and Their ApplicationsSaurav SenguptaNo ratings yet
- Category and Selection of Roller BitDocument23 pagesCategory and Selection of Roller BitEyanya MtilaNo ratings yet
- How Does A Drill Bit WorkDocument2 pagesHow Does A Drill Bit WorkrajasekharboNo ratings yet
- Defining BitsDocument2 pagesDefining BitsahmedNo ratings yet
- Daihatsu PartDocument1 pageDaihatsu PartLeonard Capriant100% (1)
- Q1: List The Features of The Ideal Drilling Bit.: 1. High Drilling Rate 2. Long LifeDocument3 pagesQ1: List The Features of The Ideal Drilling Bit.: 1. High Drilling Rate 2. Long Lifeنور الهدى احمد بشير A 50No ratings yet
- Drill String SlidesDocument93 pagesDrill String SlidesAyush RawatNo ratings yet
- Confined Compressive Strength Model of Rock For Drilling OptimizationDocument7 pagesConfined Compressive Strength Model of Rock For Drilling Optimizationodex100% (2)
- Chap EDocument44 pagesChap ERANJITH K PNo ratings yet
- Hybrid Drill Bit TechnologyDocument17 pagesHybrid Drill Bit TechnologyShehrox Khan RindNo ratings yet
- The Ideal Bit Drag Bits: Fishtail Type Natural Diamond Polycrystalline Diamond Compact (PDC)Document45 pagesThe Ideal Bit Drag Bits: Fishtail Type Natural Diamond Polycrystalline Diamond Compact (PDC)ShourovjossNo ratings yet
- Rilling Ngineering Course (2 Ed.)Document43 pagesRilling Ngineering Course (2 Ed.)MarcoNo ratings yet
- Top-Co Rotobo Integral Bow Spring Centralizer SubDocument2 pagesTop-Co Rotobo Integral Bow Spring Centralizer SubEmenike Donald EjiejiNo ratings yet
- RDT Heavy Weight Drill Pipe PDFDocument2 pagesRDT Heavy Weight Drill Pipe PDFLizandro Quispe GomezNo ratings yet
- Chap 03-Rotary Percussive Drilling Accessories PDFDocument12 pagesChap 03-Rotary Percussive Drilling Accessories PDFpnakurNo ratings yet
- Drilling LineDocument41 pagesDrilling LineAboZaidNo ratings yet
- Desco R30 Inventory FinalDocument7 pagesDesco R30 Inventory FinalTiffany DacinoNo ratings yet
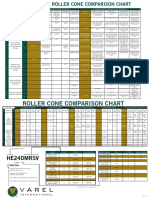
- VAREL RC Comparison Chart Final 2012Document2 pagesVAREL RC Comparison Chart Final 2012Baitaw WanwarangNo ratings yet
- PDC BitsDocument75 pagesPDC Bitsamin peyvand100% (1)
- Well Completion and Its TypesDocument14 pagesWell Completion and Its TypesJagdish annayaNo ratings yet
- Champ Ion PackerDocument2 pagesChamp Ion PackerCHO ACHIRI HUMPHREYNo ratings yet
- Rollercone Bit DesignDocument15 pagesRollercone Bit Designvano0No ratings yet
- Spe 196232 MSDocument18 pagesSpe 196232 MShijoetigreNo ratings yet
- DRLG 451 - Assignment #3 Well ControlDocument6 pagesDRLG 451 - Assignment #3 Well ControlnijamediaNo ratings yet
- Homco Casing Patch: Restoring Casing Integrity With A Permanent Steel SealDocument8 pagesHomco Casing Patch: Restoring Casing Integrity With A Permanent Steel SealHamed NazariNo ratings yet
- PDC Make-Up TorqueDocument1 pagePDC Make-Up TorqueSug E QalanderNo ratings yet
- Expandable Drill BitDocument6 pagesExpandable Drill BitJohnSmithNo ratings yet
- Drilling Bit Introduction and Bit Selection (Part 2)Document32 pagesDrilling Bit Introduction and Bit Selection (Part 2)Ali AlakariNo ratings yet
- 12 BT 0123 Stinger North Dakota CsDocument2 pages12 BT 0123 Stinger North Dakota CsdiegoilNo ratings yet
- CH-7 TrapsDocument38 pagesCH-7 TrapsHamza AkhtarNo ratings yet
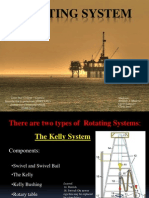
- Kelly Down SistemDocument18 pagesKelly Down SistemOswal Agusto Cabrera PantojaNo ratings yet
- Well Servicing and Production EquipmentDocument16 pagesWell Servicing and Production EquipmentRakhmatNo ratings yet
- 2 CasingDesignDocument34 pages2 CasingDesigncatur9No ratings yet
- Torque and Drag Calculations in Three-Dimensional PDFDocument167 pagesTorque and Drag Calculations in Three-Dimensional PDFOsvaldo Pi S. NdongaNo ratings yet
- Coiled Tubing Calculation Homework HandoutDocument6 pagesCoiled Tubing Calculation Homework HandouthafsaNo ratings yet
- Drillstring DesignDocument27 pagesDrillstring DesignDelesNo ratings yet
- Analisis Penggunaan Bit For ChevronDocument15 pagesAnalisis Penggunaan Bit For Chevronfaishal hafizhNo ratings yet
- Underreamer - WikipediaDocument2 pagesUnderreamer - WikipediaHistory MatchingNo ratings yet
- Drilling LabDocument7 pagesDrilling Labahmed abdul razaqNo ratings yet
- Casing Running and Drilling ToolsDocument33 pagesCasing Running and Drilling Toolsfffggg777No ratings yet
- Dencon Catalog 2004-2005Document24 pagesDencon Catalog 2004-2005Rahul M.RNo ratings yet
- Drill String ComponentsDocument17 pagesDrill String ComponentsMUHAMMED FUADNo ratings yet
- Tric Dull Grade SIIDocument57 pagesTric Dull Grade SIICamila Palacios100% (1)
- Stuck Pipe PreventionDocument64 pagesStuck Pipe PreventionmmbatainehNo ratings yet
- Strategies for Optimizing Petroleum Exploration:: Evaluate Initial Potential and Forecast ReservesFrom EverandStrategies for Optimizing Petroleum Exploration:: Evaluate Initial Potential and Forecast ReservesNo ratings yet
- Fundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersFrom EverandFundamentals of Drilling Engineering: MCQs and Workout Examples for Beginners and EngineersNo ratings yet
- Drilling BitsDocument9 pagesDrilling BitsAli AbdelrahemNo ratings yet
- Bits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryDocument15 pagesBits Reamers & Stabilizer Types in Drilling Oil and Gas IndustryrahulNo ratings yet
- Quality Management KPI Metric Determination PDFDocument21 pagesQuality Management KPI Metric Determination PDFJessica Cecilia Silva AnguloNo ratings yet
- Calidad Erp 02Document14 pagesCalidad Erp 02Jessica Cecilia Silva AnguloNo ratings yet
- Deep Penetration Shaped Charges 2013Document1 pageDeep Penetration Shaped Charges 2013Jessica Cecilia Silva AnguloNo ratings yet
- Wire Rope CaracteristicasDocument19 pagesWire Rope CaracteristicasJessica Cecilia Silva AnguloNo ratings yet
- Cementing 1Document32 pagesCementing 1Jessica Cecilia Silva AnguloNo ratings yet
- Comparison of Under-Balanced and Managed-Pressure Drilling TechniquesDocument10 pagesComparison of Under-Balanced and Managed-Pressure Drilling TechniquesJessica Cecilia Silva Angulo100% (1)