You might also like
- Complete Set - ASTM Series - All Sections and VolumesDocument5 pagesComplete Set - ASTM Series - All Sections and Volumeshorascanman25% (4)
- The Igoli Mercury Free Gold Extraction Process Acid Bleach LeachingDocument14 pagesThe Igoli Mercury Free Gold Extraction Process Acid Bleach LeachingAFLAC ............100% (2)
- Cobalt Nickel and Copper Recovery With Resin-In-pulpDocument20 pagesCobalt Nickel and Copper Recovery With Resin-In-pulpNancy Quispe100% (1)
- An Industry First Application of Coarse Particle FlotationDocument15 pagesAn Industry First Application of Coarse Particle Flotationneha agarwal100% (1)
- All About KaolinDocument16 pagesAll About Kaolinalabio1975100% (2)
- The Cuprex Metal Extraction Process: Recovering Copper From Sulfide OresDocument6 pagesThe Cuprex Metal Extraction Process: Recovering Copper From Sulfide OresAwaken69No ratings yet
- Ion Exchange Resins and Adsorbents in Chemical Processing: Second EditionFrom EverandIon Exchange Resins and Adsorbents in Chemical Processing: Second EditionRating: 5 out of 5 stars5/5 (1)
- Reduction of Iron Content From Shenin SiDocument11 pagesReduction of Iron Content From Shenin Sinourchebbi1964No ratings yet
- Desulphurisation of Üvrindi Alunitic Kaolin: Üvrindi Alunitli Kaolininden Kÿkÿrdÿn UzaklaßtýrýlmasýDocument8 pagesDesulphurisation of Üvrindi Alunitic Kaolin: Üvrindi Alunitli Kaolininden Kÿkÿrdÿn UzaklaßtýrýlmasýBekraoui KeltoumNo ratings yet
- Coloida Silica RemovalDocument9 pagesColoida Silica RemovalAnthony LimNo ratings yet
- Amenability of Au CIP Plant Tails To A Nil Waste ProcessDocument4 pagesAmenability of Au CIP Plant Tails To A Nil Waste ProcessravibelavadiNo ratings yet
- A Resin-In-pulp Process For The Recovery of Copper From Bioleach CCD UnderflowsDocument24 pagesA Resin-In-pulp Process For The Recovery of Copper From Bioleach CCD UnderflowsNancy QuispeNo ratings yet
- ACC Europe Training Dec 06 v3Document134 pagesACC Europe Training Dec 06 v3Serdar Akyildiz100% (1)
- Replacement of Us Earth Filter Aid With - 14 (549050)Document20 pagesReplacement of Us Earth Filter Aid With - 14 (549050)HolgerBrandNo ratings yet
- Industrial & Engineering Chemistry Research Volume 38 Issue 11 1999 (Doi 10.1021/ie990156b) Vegliò, F. Passariello, B. Abbruzzese, C. - Iron Removal Process For High-Purity Silica Sands ProductioDocument6 pagesIndustrial & Engineering Chemistry Research Volume 38 Issue 11 1999 (Doi 10.1021/ie990156b) Vegliò, F. Passariello, B. Abbruzzese, C. - Iron Removal Process For High-Purity Silica Sands ProductioTaufik RaharjoNo ratings yet
- Amenability of Bauxite Mine Waste From Kolli Hills, Salem, Tamil NaduDocument7 pagesAmenability of Bauxite Mine Waste From Kolli Hills, Salem, Tamil NaduravibelavadiNo ratings yet
- Removal of Silver From Photographic SolutionsDocument10 pagesRemoval of Silver From Photographic SolutionsMinh Tiến TrầnNo ratings yet
- Ijseas CRDocument3 pagesIjseas CRravibelavadiNo ratings yet
- Amenability of A Plant Slimy Tails To A Nil Waste Process For ReuseDocument7 pagesAmenability of A Plant Slimy Tails To A Nil Waste Process For ReuseravibelavadiNo ratings yet
- CCMN 2009 05706011Document8 pagesCCMN 2009 05706011Laraba MohamedNo ratings yet
- Lionel CorrectionsDocument23 pagesLionel CorrectionsLeoMessi YdeNo ratings yet
- Copper Oxide Ore-Staged FlotationDocument13 pagesCopper Oxide Ore-Staged FlotationAnonymous C0lBgO24iNo ratings yet
- Fertilizer Beneficiation Using Kaolin Clay DepositsDocument14 pagesFertilizer Beneficiation Using Kaolin Clay DepositsOKORIENo ratings yet
- Cyanide Recovery and Detoxification Study On Seabridge Gold's KSM ProjectDocument15 pagesCyanide Recovery and Detoxification Study On Seabridge Gold's KSM ProjectlauramanjarresNo ratings yet
- Resource Management Strategy of Limestone by Evolution of Nil Waste ProcessDocument3 pagesResource Management Strategy of Limestone by Evolution of Nil Waste ProcessravibelavadiNo ratings yet
- A Novel Red Mud Treatment Process: Process Design and Preliminary Results Issoba 2011Document12 pagesA Novel Red Mud Treatment Process: Process Design and Preliminary Results Issoba 2011laurentiu_filipescu100% (1)
- Caustic Soda 1Document21 pagesCaustic Soda 1arpit garg100% (1)
- Beneficiation of Calcareous and Siliceous Bauxite For The Production of Calcined BauxiteDocument5 pagesBeneficiation of Calcareous and Siliceous Bauxite For The Production of Calcined BauxiteminingnovaNo ratings yet
- View Free ArticleDocument10 pagesView Free ArticleAsdNo ratings yet
- Flotation: Future DirectionsDocument29 pagesFlotation: Future DirectionsEDWIN LEONARDO ESPINOZA PACHECONo ratings yet
- Processing of Solid Wastes From Mines, Mineral Processing and Metallurgical Plants, A Case StudyDocument10 pagesProcessing of Solid Wastes From Mines, Mineral Processing and Metallurgical Plants, A Case StudyravibelavadiNo ratings yet
- Differential Flotation EgyptianDocument9 pagesDifferential Flotation Egyptiannourchebbi1964No ratings yet
- Purification of GraphiteDocument30 pagesPurification of GraphiteSyeda Ammara AnwarNo ratings yet
- Minerals 06 00121Document23 pagesMinerals 06 00121Mohammad Gulam KibriahNo ratings yet
- Caustic - Soda - Chlor - Alkali - IndustryDocument13 pagesCaustic - Soda - Chlor - Alkali - Industryphat nguyenNo ratings yet
- PROJECT GROUP-zeolite PowerpointDocument25 pagesPROJECT GROUP-zeolite PowerpointKennedy SundayNo ratings yet
- C16. Synthesis of Mesoporous Alumina From Red MudDocument15 pagesC16. Synthesis of Mesoporous Alumina From Red Mudhellna284No ratings yet
- Aluminium Dross Waste - Topics by Science - GovDocument198 pagesAluminium Dross Waste - Topics by Science - GovPramod Reddy TilletiNo ratings yet
- Bekta 2004Document12 pagesBekta 2004Dwi suparwatiNo ratings yet
- Resin in PulpDocument20 pagesResin in PulpAnastasia YuandyNo ratings yet
- Cobalt: Mtrratvttnt Op Zinc PlantDocument8 pagesCobalt: Mtrratvttnt Op Zinc PlantFranco Antonio Callejas CalleNo ratings yet
- Column Leaching of A Copper Oxide OreDocument6 pagesColumn Leaching of A Copper Oxide OreNatitoPazGonzalezArmijoNo ratings yet
- 8467 English TarjomeFaDocument5 pages8467 English TarjomeFaMarco Antonio Ojeda PradoNo ratings yet
- LG Bauxite - HydrocycloneDocument5 pagesLG Bauxite - HydrocycloneKristanto WahyudiNo ratings yet
- Reprocessing of Iron Ore Beneficiation Plant Tails To Cement Grade For ReuseDocument6 pagesReprocessing of Iron Ore Beneficiation Plant Tails To Cement Grade For ReuseravibelavadiNo ratings yet
- New Pacific Announces Results of The Metallurgical Test Program at Its Silver Sand ProjectDocument7 pagesNew Pacific Announces Results of The Metallurgical Test Program at Its Silver Sand ProjectLuis VeraNo ratings yet
- Characterization of Technical Kaolin Using XRF SEMDocument7 pagesCharacterization of Technical Kaolin Using XRF SEMMuhammadIlhamNo ratings yet
- Process SelectionDocument9 pagesProcess SelectionMoSalihNo ratings yet
- Landfill Leachate Treatment by CoagulatiDocument4 pagesLandfill Leachate Treatment by CoagulatiConstantinTudoseNo ratings yet
- Cleaning of Silicon WafersDocument14 pagesCleaning of Silicon WafersManas KapurNo ratings yet
- Excellent Heap Leach Gold Recoveries of Up To 85% at BanforaDocument7 pagesExcellent Heap Leach Gold Recoveries of Up To 85% at BanforaYousif MaazNo ratings yet
- Mpt2014 NWT Goe BPRDocument11 pagesMpt2014 NWT Goe BPRravibelavadiNo ratings yet
- MDMW Zinc&Lead05Document4 pagesMDMW Zinc&Lead05miningnovaNo ratings yet
- 14NS Mta 2018 MC BPRDocument17 pages14NS Mta 2018 MC BPRravibelavadiNo ratings yet
- Magnesium Recovery From Desalination BrineDocument6 pagesMagnesium Recovery From Desalination BrineamirNo ratings yet
- On Fragmentation and Agglomeration Phenomena in An Ultrafine Dry Grinding Process of The Egyptian Calcium Carbonate: The Role of Oleic Acid AdditionDocument6 pagesOn Fragmentation and Agglomeration Phenomena in An Ultrafine Dry Grinding Process of The Egyptian Calcium Carbonate: The Role of Oleic Acid AdditionSEP-PublisherNo ratings yet
- 15512-Article Text-44815-47347-10-20191127Document13 pages15512-Article Text-44815-47347-10-20191127chaNo ratings yet
- Removal of Chromium From Tannery Solid WasteDocument7 pagesRemoval of Chromium From Tannery Solid WasteLuis Paz Soldán G100% (1)
- Of Zinc From Wastewater Treatment Sludge: Resources and Conservation, 6 (1981) 203-210Document8 pagesOf Zinc From Wastewater Treatment Sludge: Resources and Conservation, 6 (1981) 203-210Antuanet ToledoNo ratings yet
- Brine Purification For Chlor-Alkalis Production Based On Membrane TechnologyDocument8 pagesBrine Purification For Chlor-Alkalis Production Based On Membrane TechnologyMuhammad KhurramNo ratings yet
- Hardenable Boron SteelDocument8 pagesHardenable Boron Steelkuhn403825No ratings yet
- Module 6Document58 pagesModule 6Zbor ZborNo ratings yet
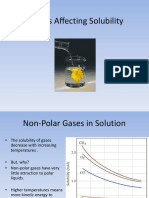
- 4.1 Factors Affecting SolubilityDocument24 pages4.1 Factors Affecting SolubilityRoSs Adrales ArelegNo ratings yet
- 1 07 Heavy Metals Limit Test 46Document2 pages1 07 Heavy Metals Limit Test 46student_bbNo ratings yet
- Cip Plant SaimmDocument14 pagesCip Plant SaimmgloffersNo ratings yet
- Minimum Learning Material XiiDocument27 pagesMinimum Learning Material XiiSmv KumNo ratings yet
- Dimas 2009 PDFDocument31 pagesDimas 2009 PDFlaurentiu_filipescuNo ratings yet
- Helicoflex: Spring Energized SealsDocument12 pagesHelicoflex: Spring Energized Seals_Asylum_No ratings yet
- Chemistry AssignmentDocument10 pagesChemistry AssignmentGurupungav NarayananNo ratings yet
- Chapter 5 MgO-C Bricks PDFDocument6 pagesChapter 5 MgO-C Bricks PDFmpaka felliNo ratings yet
- Mineral IdDocument52 pagesMineral Idsamosir123xxxxNo ratings yet
- Mild Steel Welding ElectrodeDocument12 pagesMild Steel Welding ElectrodeVĩnh NguyễnNo ratings yet
- H13 Data Sheet 09032013 PDFDocument9 pagesH13 Data Sheet 09032013 PDFAnonymous aZKer3gNo ratings yet
- Piping Codes and StandardsDocument9 pagesPiping Codes and StandardsPriyanathan ThayalanNo ratings yet
- Concrete: Concrete Is A Composite Material Composed of Fine and Coarse Aggregate BondedDocument24 pagesConcrete: Concrete Is A Composite Material Composed of Fine and Coarse Aggregate BondedMohamed SemlaliNo ratings yet
- Ore Mineral ExplorationDocument28 pagesOre Mineral Explorationyesaya112No ratings yet
- HPC Full ReportDocument40 pagesHPC Full Reportvijay7411No ratings yet
- Corrosion of Heat ExchangerDocument5 pagesCorrosion of Heat ExchangerAhmed Ibrahim Ahmed EissaNo ratings yet
- MSRP C3 07 PDFDocument666 pagesMSRP C3 07 PDFAnonymous jXP3ykqHWNo ratings yet
- MT 2019Document24 pagesMT 2019Aryan RoyNo ratings yet
- BOOK 2-Project ManualDocument302 pagesBOOK 2-Project Manual123gorgNo ratings yet
- Science7 Q1 M2C v1Document24 pagesScience7 Q1 M2C v1Diane Bano0% (1)
- Dissolving Metal ReductionDocument18 pagesDissolving Metal ReductionsatyasheelNo ratings yet
- Aluminium Alloy 7075Document3 pagesAluminium Alloy 7075jcetmechanicalNo ratings yet
- Anclajes Red HeadDocument8 pagesAnclajes Red HeadLeonardo AvilaNo ratings yet
- Hard Rock Miners Dictionary/Diccionario Técnico de Minería y PetróleoDocument373 pagesHard Rock Miners Dictionary/Diccionario Técnico de Minería y Petróleocgm134100% (2)
- Foundry CourseDocument62 pagesFoundry CoursePradip Gupta0% (1)
- Element WK SHT PDFDocument4 pagesElement WK SHT PDFRonaldo ManaoatNo ratings yet
- Slag PotsDocument4 pagesSlag Potsponnivalavans_994423No ratings yet