You might also like
- Conference Paper Gvpi Rewind Geno 02082018externalforweb LegallyDocument21 pagesConference Paper Gvpi Rewind Geno 02082018externalforweb LegallySISWANTONo ratings yet
- 45 24985 EE328 2016 1 2 1 Lecture7Document11 pages45 24985 EE328 2016 1 2 1 Lecture7Shimaa ashrafNo ratings yet
- Avoiding Flashover in Medium-Voltage SwitchgearDocument7 pagesAvoiding Flashover in Medium-Voltage SwitchgearJuvencio MolinaNo ratings yet
- Single Line Diagram S K GoyalDocument47 pagesSingle Line Diagram S K GoyalrakeshranNo ratings yet
- Bearing Current in VFD Fed MotorDocument24 pagesBearing Current in VFD Fed Motormarn-in2501No ratings yet
- Induction MotorDocument39 pagesInduction MotorSaneer M SaliNo ratings yet
- ABB-DMI Type DC Machines Operating and Maintenance InstructionsDocument48 pagesABB-DMI Type DC Machines Operating and Maintenance InstructionsElafanNo ratings yet
- Understanding Shaft Voltage and Grounding Currents of Turbine GeneratorsDocument12 pagesUnderstanding Shaft Voltage and Grounding Currents of Turbine GeneratorsArni 2020No ratings yet
- Resolving Bearing Failures of Refinery 200 KW Fan-MotorDocument7 pagesResolving Bearing Failures of Refinery 200 KW Fan-MotorCesar SampaioNo ratings yet
- Electronic ComponentsDocument55 pagesElectronic ComponentsAnju GuptaNo ratings yet
- End Winding Vibration Hydro GeneratorDocument5 pagesEnd Winding Vibration Hydro Generatorpatel chandramaniNo ratings yet
- Transient Thermal Analysis of An Induction Motor - COBEM 2005Document8 pagesTransient Thermal Analysis of An Induction Motor - COBEM 2005keepmoshing2No ratings yet
- El-CID Testing PDFDocument16 pagesEl-CID Testing PDFA.YOGAGURUNo ratings yet
- Generator & Exciter BasicDocument8 pagesGenerator & Exciter Basictowfiqeee100% (1)
- GVPI Assessment-EASA 2014 v2Document7 pagesGVPI Assessment-EASA 2014 v2mersiumNo ratings yet
- Cigre 496Document36 pagesCigre 496Dayanand Sharma100% (1)
- Bibilography Relevant To Surge Voltage Protection of AC Rotating Machinery PDFDocument9 pagesBibilography Relevant To Surge Voltage Protection of AC Rotating Machinery PDFRajuNo ratings yet
- Vibration Damping Techniques in Wind Turbine BladesDocument16 pagesVibration Damping Techniques in Wind Turbine BladesRahul PatilNo ratings yet
- D 633 Series Valves eDocument16 pagesD 633 Series Valves ehaggNo ratings yet
- Hyundai MV Ac MotorDocument112 pagesHyundai MV Ac MotorJuanFuentesBecerra100% (3)
- Electric Drives System - PGDocument252 pagesElectric Drives System - PGKrishna SahooNo ratings yet
- Large Ac Machines: Electrical Machines Group, Bhel, BhopalDocument51 pagesLarge Ac Machines: Electrical Machines Group, Bhel, BhopalSamNo ratings yet
- Anti CoronaDocument2 pagesAnti CoronamersiumNo ratings yet
- Power Analysis of PWM Motor Drives PDFDocument22 pagesPower Analysis of PWM Motor Drives PDFJaime Vanegas IriarteNo ratings yet
- Lecture11 - Stator Configuration Design CriteriaDocument18 pagesLecture11 - Stator Configuration Design Criteriaramaswamykama786No ratings yet
- International Standard: IEC 62539 IEEE 930Document9 pagesInternational Standard: IEC 62539 IEEE 930Brisner Acosta ValenciaNo ratings yet
- Microgrids Black StartDocument7 pagesMicrogrids Black StartLalit ChoudharyNo ratings yet
- Harmonics in Power SystemDocument5 pagesHarmonics in Power SystemKannan.sNo ratings yet
- RSO Experience in The Utilization of Repetitive Surge OscillographsDocument4 pagesRSO Experience in The Utilization of Repetitive Surge OscillographscarlrvdvNo ratings yet
- Wind Turbine Anchor SolutionsDocument8 pagesWind Turbine Anchor SolutionsplatanospanosNo ratings yet
- Wind Tower PDFDocument8 pagesWind Tower PDFversiondemo1749No ratings yet
- Wound Rotor Motor TestingDocument5 pagesWound Rotor Motor Testingbige1911No ratings yet
- Vibration Analysis Rolling Element BearingDocument20 pagesVibration Analysis Rolling Element BearingmilaNo ratings yet
- Introduction: The Induction Motor Is A Three Phase AC Motor and Is The Most WidelyDocument13 pagesIntroduction: The Induction Motor Is A Three Phase AC Motor and Is The Most WidelyAsimNo ratings yet
- Mit PDFDocument143 pagesMit PDFLuciano EncisoNo ratings yet
- Voltage Divider PDFDocument14 pagesVoltage Divider PDFعلی اصغر هاشمیNo ratings yet
- ABB - General Purpose Motors Cast Iron - GB 092003Document49 pagesABB - General Purpose Motors Cast Iron - GB 092003ivanjaviergutierrezoNo ratings yet
- Grebe - Capacitor Switching and Its Impact On Power Quality Draft Paper 0000 PDFDocument7 pagesGrebe - Capacitor Switching and Its Impact On Power Quality Draft Paper 0000 PDFrmendozaing100% (1)
- Bearing HeaterDocument5 pagesBearing HeaterAnand KatariyaNo ratings yet
- CCJ - How To Prevent Collector-Ring FiresDocument7 pagesCCJ - How To Prevent Collector-Ring Firesabdulyunus_amirNo ratings yet
- CBIP2010 Considerations and Methods For Effective FBT PDFDocument12 pagesCBIP2010 Considerations and Methods For Effective FBT PDFeagles1109No ratings yet
- Hydro Plant BasicsDocument12 pagesHydro Plant BasicsPrasanna DharmapriyaNo ratings yet
- Current Signature AnalysisDocument2 pagesCurrent Signature AnalysisbejomindNo ratings yet
- Thermal Analysis of Electrical Machines Limits and Heat Transfer PrinciplesDocument2 pagesThermal Analysis of Electrical Machines Limits and Heat Transfer PrinciplesAnonymous sAmJfcVNo ratings yet
- Origins of The Inverter: I IndustryDocument3 pagesOrigins of The Inverter: I IndustrylayconNo ratings yet
- Unit 3 SRMDocument66 pagesUnit 3 SRMDr SriNo ratings yet
- MFS-LT Web 8oDocument8 pagesMFS-LT Web 8oSEBINNo ratings yet
- Motor WindingsDocument12 pagesMotor WindingsAbiodun IloriNo ratings yet
- Resistor Control of Wound Rotor MotorsDocument11 pagesResistor Control of Wound Rotor MotorsAndré LuizNo ratings yet
- Synchronous Motor: Ethiopia Maritime Training InstituteDocument21 pagesSynchronous Motor: Ethiopia Maritime Training InstitutetesfuNo ratings yet
- AC Motor Analysis (SKF)Document2 pagesAC Motor Analysis (SKF)gpramuhandokoNo ratings yet
- Industrial Loadbreak Elbow 200amp Class 25KV Instruction SheetDocument12 pagesIndustrial Loadbreak Elbow 200amp Class 25KV Instruction SheetJuanVargasNo ratings yet
- Switched Reluctance Motor (SRM)Document8 pagesSwitched Reluctance Motor (SRM)Ömer Faruk AbdullahNo ratings yet
- Difference Between Single Phase Wiring and Three Phase (Latest)Document14 pagesDifference Between Single Phase Wiring and Three Phase (Latest)shumwenjunNo ratings yet
- Design of Synchronous MachinesDocument17 pagesDesign of Synchronous MachinesNiteshNarukaNo ratings yet
- 3 Phase Induction Motor ReportDocument5 pages3 Phase Induction Motor ReportOPIYO ONYANGO100% (3)
- SM101 Life Expectancy Analysis Program (LEAP) Rev ADocument2 pagesSM101 Life Expectancy Analysis Program (LEAP) Rev Aashish0011No ratings yet
- Power Supply NotesDocument48 pagesPower Supply NotespugazhendiraNo ratings yet
- Temperature SensorsDocument14 pagesTemperature SensorsViktor -stNo ratings yet
- Gei 85803fDocument4 pagesGei 85803fMuhammad SalmanNo ratings yet
- Mca On DC MotorsDocument6 pagesMca On DC MotorsAsaithambi DorairajNo ratings yet
- Asian VLF Observation Network Pontianak Station: - UpdateDocument13 pagesAsian VLF Observation Network Pontianak Station: - UpdateOemar BakrieNo ratings yet
- Chap.10 Lsis Inv (Modbus)Document7 pagesChap.10 Lsis Inv (Modbus)Diego MagaNo ratings yet
- 1.7 Description of Logic Nodes: Programmable Logic P54X/En Pl/K74 Micom P543, P544, P545, P546 (PL) 7-15Document32 pages1.7 Description of Logic Nodes: Programmable Logic P54X/En Pl/K74 Micom P543, P544, P545, P546 (PL) 7-15pgcilNo ratings yet
- (Datasheet) MLX90614Document43 pages(Datasheet) MLX90614leonardorqNo ratings yet
- Ibanez Thermion Schematic TN120Document1 pageIbanez Thermion Schematic TN120artukhoffNo ratings yet
- CNC 3040 T DJ Mini CNC ManualDocument30 pagesCNC 3040 T DJ Mini CNC ManualLuis Paulo LimaNo ratings yet
- Vamp40 Manual PDFDocument218 pagesVamp40 Manual PDFThái Trần100% (1)
- Lab File Basics of Electronics & Electrical Engg. (For PTU B.Tech. 1st Year)Document49 pagesLab File Basics of Electronics & Electrical Engg. (For PTU B.Tech. 1st Year)Cutie33% (3)
- Omniksol-3k 4k 5k-TL2Document76 pagesOmniksol-3k 4k 5k-TL2bmembrenodomNo ratings yet
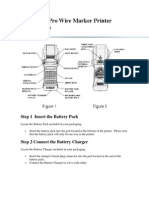
- Brady I.D. Pro Wire Marker Printer Instructions: Step 1 Insert The Battery PackDocument7 pagesBrady I.D. Pro Wire Marker Printer Instructions: Step 1 Insert The Battery PackinggerardoNo ratings yet
- Micropilot M FMR230/231/240/244/245: Technical InformationDocument68 pagesMicropilot M FMR230/231/240/244/245: Technical InformationKaren Vásconez100% (1)
- Speedline MPM Accela Spare PartsDocument5 pagesSpeedline MPM Accela Spare PartsAlejandro Gonzalez100% (1)
- Physics 10 Bulletin Board 2Document8 pagesPhysics 10 Bulletin Board 2Mariel CondesaNo ratings yet
- Xpsecme: Preventa Safety ModulesDocument4 pagesXpsecme: Preventa Safety ModulesBąyu ŘēzpēċtørNo ratings yet
- DatasheetDocument6 pagesDatasheetSorin - Viorel MaresNo ratings yet
- HUAWEI Selfie Stick Quick Start Guide - (CF33,01, En)Document78 pagesHUAWEI Selfie Stick Quick Start Guide - (CF33,01, En)Ashhar SiddiquiNo ratings yet
- Httpsece - Gndec.ac - InsitesdefaultfilesSyllabus20Scheme EC20 20320to2082028920june202020292028429 PDFDocument5 pagesHttpsece - Gndec.ac - InsitesdefaultfilesSyllabus20Scheme EC20 20320to2082028920june202020292028429 PDFGurtej singhNo ratings yet
- Full Chip Level Implementation of Reed Solomon Encoder: Amar Narayan, Sheetal Belaldavar, VenkateshappaDocument4 pagesFull Chip Level Implementation of Reed Solomon Encoder: Amar Narayan, Sheetal Belaldavar, VenkateshappaSumanth VarmaNo ratings yet
- Solar Powered ICCP Systems OverviewDocument2 pagesSolar Powered ICCP Systems OverviewncharalaNo ratings yet
- GSM/GPRS/SMS/UMTS/Ethernet Transmitter EPX400-60: Data Sheet ofDocument2 pagesGSM/GPRS/SMS/UMTS/Ethernet Transmitter EPX400-60: Data Sheet ofCristina belen Aristizabal mosqueraNo ratings yet
- DiagnoseDocument3 pagesDiagnosechuhopNo ratings yet
- Design and Development of A Robotic ArmDocument5 pagesDesign and Development of A Robotic ArmAdvitiya SharmaNo ratings yet
- Amplitude ModulationDocument17 pagesAmplitude ModulationAviee AliwalasNo ratings yet
- Model E2 Ve2 Manual Rev 2.3.13Document68 pagesModel E2 Ve2 Manual Rev 2.3.13manoj tyagiNo ratings yet
- Dear Valued CustomerDocument76 pagesDear Valued CustomernajeebrafiqNo ratings yet
- Manual Supplement: © 2014-2019 Fluke Corporation. All Rights ReservedDocument13 pagesManual Supplement: © 2014-2019 Fluke Corporation. All Rights ReservedBia AlvesNo ratings yet
- Automatic Control System and Control LoopsDocument60 pagesAutomatic Control System and Control Loopsmoovendan pNo ratings yet