You might also like
- Guy Ropes DesignDocument8 pagesGuy Ropes DesignVenkatasubramanian IyerNo ratings yet
- IS-2800 - 2 Tube Well IS CodeDocument8 pagesIS-2800 - 2 Tube Well IS CodeRam Balak Roy100% (1)
- Stud Bolt SpecificationDocument8 pagesStud Bolt SpecificationsantoshblonkarNo ratings yet
- Trial Assembly of Columns & Ceiling GirdersDocument1 pageTrial Assembly of Columns & Ceiling GirdersAnonymous gr5Pr9AVNo ratings yet
- (First Reprint JULY 1990) : (Reaffirmed 1998)Document9 pages(First Reprint JULY 1990) : (Reaffirmed 1998)Nitin J PatelNo ratings yet
- Reinforcement Steel WorksDocument28 pagesReinforcement Steel WorksPooja PawarNo ratings yet
- Is: 3414-1968Document29 pagesIs: 3414-1968Gandem Mohan KrishnaNo ratings yet
- 1 Foundation Bolts MAT1011Document6 pages1 Foundation Bolts MAT1011vodugu123No ratings yet
- Design of Steel StructuresDocument23 pagesDesign of Steel StructuresPraveenkumar ShanmugamNo ratings yet
- IS 4000 For BOLT TIGHTENINGDocument15 pagesIS 4000 For BOLT TIGHTENINGinfiniteNo ratings yet
- List of CE IS CodeDocument185 pagesList of CE IS CodeRam Balak RoyNo ratings yet
- Base Shear CalculationsDocument16 pagesBase Shear CalculationsSuhas MangaloreNo ratings yet
- Is 4218 3 1999Document20 pagesIs 4218 3 1999yraju88100% (1)
- Bolts Screws Hex Hexagon Nuts Washers Threaded Rods Din 933 934 7989 125 127 4034 975 555 IsoDocument43 pagesBolts Screws Hex Hexagon Nuts Washers Threaded Rods Din 933 934 7989 125 127 4034 975 555 IsoAli FikarNo ratings yet
- SP - 052 Bridge Inspection Manual PDFDocument65 pagesSP - 052 Bridge Inspection Manual PDFRam Balak RoyNo ratings yet
- IS-2800 - 1 Construction of TubewellDocument14 pagesIS-2800 - 1 Construction of TubewellRam Balak Roy100% (2)
- Sag RodDocument1 pageSag Rodspk ReviewNo ratings yet
- Multi-Component Epoxy Adhesive For Bonding To Concrete-SpecificationDocument11 pagesMulti-Component Epoxy Adhesive For Bonding To Concrete-SpecificationMoGHNo ratings yet
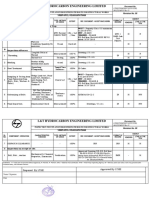
- L&T Hydrocarbon Engineering LimitedDocument2 pagesL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQveNo ratings yet
- Indian Standard Code For Structural Steel Design For All Types of Structures Are Given BelowDocument2 pagesIndian Standard Code For Structural Steel Design For All Types of Structures Are Given Belowmohd786110No ratings yet
- Pileload Tes ReportDocument22 pagesPileload Tes ReportMahmudle HassanNo ratings yet
- Components For Chain Conveyors: Heko Ketten GMBHDocument36 pagesComponents For Chain Conveyors: Heko Ketten GMBHCesar AraujoNo ratings yet
- Is StandardDocument10 pagesIs Standardsarkararup100% (1)
- ASTM A537 Standard SpecificationDocument4 pagesASTM A537 Standard SpecificationLeon SanchezNo ratings yet
- Is 1363 - 1 2002Document13 pagesIs 1363 - 1 2002Sourav HaitNo ratings yet
- Is 3443 Crane RailsDocument18 pagesIs 3443 Crane RailsramyaNo ratings yet
- 804-Rectangular Steel TanksDocument24 pages804-Rectangular Steel Tanksjun005100% (4)
- Is 1200 Earth WorkDocument7 pagesIs 1200 Earth WorkAshish Sangal100% (3)
- BS en 14399-3 PDFDocument7 pagesBS en 14399-3 PDFClaudia Dutu100% (2)
- Is-1200 - 3 Brick WorkDocument13 pagesIs-1200 - 3 Brick WorkRam Balak RoyNo ratings yet
- Steels For Cryogenic and Low-Temperature Service - KEY To METALS ArticleDocument3 pagesSteels For Cryogenic and Low-Temperature Service - KEY To METALS Articlekumarpankaj030No ratings yet
- Indian Standard Steel SectionsDocument9 pagesIndian Standard Steel SectionsAmitava SilNo ratings yet
- Is 1367 Part 7Document3 pagesIs 1367 Part 7Otavio1230% (1)
- INDIAN Steel TableDocument45 pagesINDIAN Steel TableNaliniRanjanMuduliNo ratings yet
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To InformationVoyants Solution pvt. ltd.No ratings yet
- Crystalline Durability Admixture PDFDocument1 pageCrystalline Durability Admixture PDFSean HarshaNo ratings yet
- TS 60-300 Floor Deck Profile Data Sheet - 2013Document5 pagesTS 60-300 Floor Deck Profile Data Sheet - 2013maheshbandhamNo ratings yet
- Steel SectionsDocument48 pagesSteel SectionsJeison MedinaNo ratings yet
- Welding Design For Rebar To Cast in PlateDocument1 pageWelding Design For Rebar To Cast in PlateMyat Thu Zar KhineNo ratings yet
- IS 802 Part-2:1978Document13 pagesIS 802 Part-2:1978Sardar. Vikramjit Singh RandhawaNo ratings yet
- Is 801Document39 pagesIs 801Shashi TapsiNo ratings yet
- TC VerificationDocument33 pagesTC VerificationmaheshNo ratings yet
- Hot Rolled Carbon Steel Strip and Sheet (IS: 1079-1968)Document1 pageHot Rolled Carbon Steel Strip and Sheet (IS: 1079-1968)H & H GRSENo ratings yet
- IS Code 1731-1971Document2 pagesIS Code 1731-1971kaustavNo ratings yet
- Test Report 63MmDocument3 pagesTest Report 63Mmamit chauhanNo ratings yet
- Is 1367 14 3 2002Document20 pagesIs 1367 14 3 2002rohitsingla4No ratings yet
- c40 Carbon Steel Round Bar PDFDocument2 pagesc40 Carbon Steel Round Bar PDFRamNo ratings yet
- Bar Bending Schedule OF Box CulvertDocument1 pageBar Bending Schedule OF Box CulvertvishalNo ratings yet
- Is 1030 1998 PDFDocument8 pagesIs 1030 1998 PDFRitesh AnandNo ratings yet
- Is 8147 1976Document173 pagesIs 8147 1976agrawalniteshNo ratings yet
- st44 2 PDFDocument1 pagest44 2 PDFAraby Gamal GamalNo ratings yet
- 38 JSW Steel Plant (1) - RA 06Document231 pages38 JSW Steel Plant (1) - RA 06annappaNo ratings yet
- RMC Plant 33+200 Plant No 23 Apr 2022Document10 pagesRMC Plant 33+200 Plant No 23 Apr 2022hariom singh chaudharyNo ratings yet
- Is 803, 1976 (R 2006)Document98 pagesIs 803, 1976 (R 2006)coxshulerNo ratings yet
- TATA Structura Profiles (2014)Document6 pagesTATA Structura Profiles (2014)Jane NishaNo ratings yet
- GB 799-1988 - enDocument6 pagesGB 799-1988 - enzalabiNo ratings yet
- Is 2721 2003Document11 pagesIs 2721 2003Eidrish Shaikh100% (1)
- CUTE-103 - Ultrasonic Testing Machine India - Canopus InstrumentsDocument7 pagesCUTE-103 - Ultrasonic Testing Machine India - Canopus InstrumentscanopusinstrumentsNo ratings yet
- Design The Circular Water Tank by Using The STAAD Pro SoftwareDocument17 pagesDesign The Circular Water Tank by Using The STAAD Pro SoftwareIJRASETPublicationsNo ratings yet
- (First Revision) : Indian StandardDocument8 pages(First Revision) : Indian StandardBhanu Pratap ChoudhuryNo ratings yet
- Amendment No. 3 December 2021 TO Is 6911: 2017 Stainless Steel Plate, Sheet and Strip - SpecificationDocument4 pagesAmendment No. 3 December 2021 TO Is 6911: 2017 Stainless Steel Plate, Sheet and Strip - SpecificationshamrajjNo ratings yet
- IRSM-28-12 Final DraftDocument43 pagesIRSM-28-12 Final DraftShiv PandeyNo ratings yet
- 2013 DTH Hammer Catalog PDFDocument61 pages2013 DTH Hammer Catalog PDFNelson de la RosaNo ratings yet
- HSFG BoltsDocument4 pagesHSFG BoltspajipitarNo ratings yet
- Uncoated, Weldless, 2-And 3-Wire Steel Strand For Prestressed ConcreteDocument4 pagesUncoated, Weldless, 2-And 3-Wire Steel Strand For Prestressed ConcreteGustavo SuarezNo ratings yet
- Is - 1161 - Steel TubesDocument8 pagesIs - 1161 - Steel TubesAsif Ali100% (1)
- 5624 (Foundation Bolt - Specification)Document9 pages5624 (Foundation Bolt - Specification)Bhaskar1411No ratings yet
- Jharkhand Sanitary SurveyDocument21 pagesJharkhand Sanitary SurveyRam Balak RoyNo ratings yet
- SBD JharkhandDocument84 pagesSBD JharkhandRam Balak RoyNo ratings yet
- Jharkhand PWD Code 2012Document117 pagesJharkhand PWD Code 2012Ram Balak Roy50% (2)
- Temp-Let For Preparation of Consultancy Work EstimateDocument5 pagesTemp-Let For Preparation of Consultancy Work EstimateRam Balak RoyNo ratings yet
- Is-2470 - 2 Septic TankDocument24 pagesIs-2470 - 2 Septic TankRam Balak Roy0% (1)