You might also like
- 1 SATIP-W-016-01 Welding of S C R M & Duplex SS - Rev 1Document4 pages1 SATIP-W-016-01 Welding of S C R M & Duplex SS - Rev 1JithuJohnNo ratings yet
- SAIC-W-2XXX-11 Control of Welding ConsumablesDocument5 pagesSAIC-W-2XXX-11 Control of Welding ConsumablesAnsuman KalidasNo ratings yet
- Stack WeldingDocument76 pagesStack WeldingKatie Ramirez100% (1)
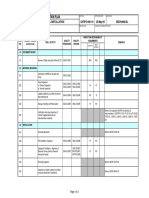
- Saudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 MechDocument15 pagesSaudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 Mechpookkoya thangalNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- SAIC M 2007 Struct AlignDocument1 pageSAIC M 2007 Struct AlignAnonymous S9qBDVkyNo ratings yet
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 pagesWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNo ratings yet
- Satr-W-2008 Atyb TRDocument6 pagesSatr-W-2008 Atyb TRDeo MNo ratings yet
- Welding Coordinator WeldMap Weld Data SheetDocument1 pageWelding Coordinator WeldMap Weld Data Sheetquocphong199No ratings yet
- Title: WQ 482 Welding Procedure Specification (WPS) : SupersedesDocument1 pageTitle: WQ 482 Welding Procedure Specification (WPS) : SupersedesdethamrnNo ratings yet
- B-Qac-Pro-210-391xx QCP Welding ControlDocument22 pagesB-Qac-Pro-210-391xx QCP Welding ControlZaidiNo ratings yet
- PQR Sample PrintoutDocument2 pagesPQR Sample PrintoutDhewo Rachmad Yansyah100% (3)
- WPS - Smaw - 2Document6 pagesWPS - Smaw - 2Harkesh RajputNo ratings yet
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- Mabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkDocument38 pagesMabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkJabel Oil Services Technical DPTNo ratings yet
- Wps For Smaw06-001 (Pipe 6g CS)Document10 pagesWps For Smaw06-001 (Pipe 6g CS)walitedisonNo ratings yet
- Base Metal P No. Grade PQR No.: 28 ASTM SA358 (UNS S31254) 8 4Document3 pagesBase Metal P No. Grade PQR No.: 28 ASTM SA358 (UNS S31254) 8 4MAT-LIONNo ratings yet
- Wps & PQR and Weld Map and Test PlanDocument67 pagesWps & PQR and Weld Map and Test PlanmarghoobNo ratings yet
- 1 SATIP-D-001-01 Pressure Vessel Installation-Rev 1Document3 pages1 SATIP-D-001-01 Pressure Vessel Installation-Rev 1JithuJohn100% (1)
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDocument2 pagesASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaNo ratings yet
- Attachment 6 - Piping Test Package (Manifold 206) - A4A0Z9 PDFDocument13 pagesAttachment 6 - Piping Test Package (Manifold 206) - A4A0Z9 PDFMd asrar ali100% (1)
- WPS FGPDocument1 pageWPS FGPShabbir HussainNo ratings yet
- Pressure Vessel Dimension Inspection PDFDocument17 pagesPressure Vessel Dimension Inspection PDFEqubal KhanNo ratings yet
- Welder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Document12 pagesWelder Qualification Follow ASME IX - Part 2 - Essential Variable For Welder Qualification!Mahmoud Alwasif100% (2)
- QAP For PQR'S - For Impact TestingDocument3 pagesQAP For PQR'S - For Impact TestingDries VandezandeNo ratings yet
- ALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and InspectionDocument31 pagesALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and Inspectionahmed.njahNo ratings yet
- ASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesDocument9 pagesASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesAnnamalai Ram JGC100% (2)
- Quick Guide To Welding Procedure Qualification (WPS & PQR)Document5 pagesQuick Guide To Welding Procedure Qualification (WPS & PQR)Annamalai Ram JGCNo ratings yet
- 003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFDocument7 pages003-WPS For CS & Itcs With PWHT (C.S-19-40MM) (Itcs-20-44mm) PDFKöksal PatanNo ratings yet
- Wps PQR Spec IndexDocument1 pageWps PQR Spec IndexTridib DeyNo ratings yet
- DRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFDocument36 pagesDRP001-OUF-STA-MTS-L-000-030-O1 - WMS Pickling and Passivation PDFrodman823No ratings yet
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNo ratings yet
- QW-483 BlankDocument2 pagesQW-483 BlankCraftyBob100% (1)
- L 1 Asad Ahmad Qaqc Piping Welding Ins PDFDocument9 pagesL 1 Asad Ahmad Qaqc Piping Welding Ins PDFyasiriftikharNo ratings yet
- TopCoreBelco 101 FCDocument9 pagesTopCoreBelco 101 FCCesar ArellanoNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- Inspection and Test Plan Piping Works Main Deck, Service Platform, Module, EtcDocument3 pagesInspection and Test Plan Piping Works Main Deck, Service Platform, Module, Etcaditya kokoNo ratings yet
- Petronas Technical Standards: Shop and Field Fabrication of Steel PipingDocument30 pagesPetronas Technical Standards: Shop and Field Fabrication of Steel PipingAli YarahmadiNo ratings yet
- Post Weld Heat TreatmentDocument10 pagesPost Weld Heat Treatmentcristian291011No ratings yet
- Sample API 1104 WpsDocument1 pageSample API 1104 Wpsippon_osoto100% (1)
- Portacabin Inspection ChecklistDocument2 pagesPortacabin Inspection ChecklistApm FoumilNo ratings yet
- 1015 To Hastelloy VickoDocument14 pages1015 To Hastelloy Vickovgestantyo100% (1)
- Jpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Document9 pagesJpghrsghrb-905 (PWHT Procedure, Asme) Rev.0Anoop N Kutty100% (1)
- Welding Procedure Specification and Procedure Qualification RecordDocument2 pagesWelding Procedure Specification and Procedure Qualification RecordNatdanai NorawanNo ratings yet
- PWPS Structure 01. AWS D1.1 MCE (Lincoln Electric)Document2 pagesPWPS Structure 01. AWS D1.1 MCE (Lincoln Electric)eliskal bahar100% (1)
- Iso9001 AsmeDocument2 pagesIso9001 AsmeAnonymous wKvJXBJ2iNo ratings yet
- Weld Repair Rate - MFJO542Document2 pagesWeld Repair Rate - MFJO542Salahuddin Farooqui100% (1)
- Wps Mig PDF FreeDocument3 pagesWps Mig PDF Freehanz bermejoNo ratings yet
- Wps Model 2 PDFDocument17 pagesWps Model 2 PDFbeyNo ratings yet
- Manual Standard WeldingDocument192 pagesManual Standard WeldingGEORGE IVAN0% (1)
- SAIC-LT-2007 LeaK Testing-Vacuum BoxDocument3 pagesSAIC-LT-2007 LeaK Testing-Vacuum BoxKirubhakarPooranamNo ratings yet
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- Approved Welding Procedures List RegioDocument2 pagesApproved Welding Procedures List Regiogabriel__regio100% (1)
- AD204-600-G-09686 MS For STATICDocument26 pagesAD204-600-G-09686 MS For STATICAdroNo ratings yet
- RTCC Manual WPS Approval WE-WPS-001Document7 pagesRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNo ratings yet
- DRP001 Ouf Gal Pro Q 000 064 S1Document26 pagesDRP001 Ouf Gal Pro Q 000 064 S1Rafat KhanNo ratings yet
- Adw TR RTCF QP Me 002, Rev.1Document38 pagesAdw TR RTCF QP Me 002, Rev.1Rijwan MohammadNo ratings yet
- Saudi Aramco Consulting Services Department Me&Ccd/Meu Procedure Review SheetDocument3 pagesSaudi Aramco Consulting Services Department Me&Ccd/Meu Procedure Review SheetabdullaNo ratings yet
- DRP001 Ouf Gal Pro Q 000 063 S2Document66 pagesDRP001 Ouf Gal Pro Q 000 063 S2Rafat KhanNo ratings yet
- Proknow VersionDocument21 pagesProknow Versionapi-392523563No ratings yet
- Massage Techniques in SpaDocument1 pageMassage Techniques in SpaALISA SAITANo ratings yet
- Biochem Acids and Bases Lab ReportDocument4 pagesBiochem Acids and Bases Lab ReportShaina MabborangNo ratings yet
- Hyundai Forklift Catalog PTASDocument15 pagesHyundai Forklift Catalog PTASjack comboNo ratings yet
- Theory of Earth's Magnetism and It's Relation ToDocument15 pagesTheory of Earth's Magnetism and It's Relation ToMaster Irvin100% (1)
- Spina 2002Document10 pagesSpina 2002hasantapNo ratings yet
- 4th Semester Electrical Engg.Document19 pages4th Semester Electrical Engg.Bhojpuri entertainmentNo ratings yet
- (ARTICLE) Misguided in Understanding The Term Open MindedDocument8 pages(ARTICLE) Misguided in Understanding The Term Open MindedMuhammad Rafeli FakhlipiNo ratings yet
- CSEC Chemistry June 2018 P2 AnswersDocument7 pagesCSEC Chemistry June 2018 P2 AnswerscxcchemistryNo ratings yet
- Case Study (Co2 Flooding)Document10 pagesCase Study (Co2 Flooding)Jessica KingNo ratings yet
- Chemistry Jun 2010 Mark Scheme Unit 3Document15 pagesChemistry Jun 2010 Mark Scheme Unit 3dylandonNo ratings yet
- Oasis AirlineDocument5 pagesOasis AirlineRd Indra AdikaNo ratings yet
- Sample Dewa Inspection CommentsDocument2 pagesSample Dewa Inspection Commentsrmtaqui100% (1)
- 1943 Dentures Consent FormDocument2 pages1943 Dentures Consent FormJitender ReddyNo ratings yet
- Handbook For ASHA On Home Based Care For Young Child-EnglishDocument116 pagesHandbook For ASHA On Home Based Care For Young Child-EnglishDr. Vanitha BNo ratings yet
- May New 2011 NYBMA (Web)Document15 pagesMay New 2011 NYBMA (Web)Erik HooverNo ratings yet
- Ora Laboratory Manual: Section 1 Section 1Document36 pagesOra Laboratory Manual: Section 1 Section 1Ahmed IsmailNo ratings yet
- Moldex Realty, Inc. (Linda Agustin) 2.0 (With Sound)Document111 pagesMoldex Realty, Inc. (Linda Agustin) 2.0 (With Sound)Arwin AgustinNo ratings yet
- Company Profile Pt. KPT PDFDocument23 pagesCompany Profile Pt. KPT PDFfery buyaNo ratings yet
- Frequency Converter English ManualDocument33 pagesFrequency Converter English Manualproduccion multipack100% (2)
- Science: The Menstrual CycleDocument4 pagesScience: The Menstrual CycleLena Beth Tapawan YapNo ratings yet
- The Western and Eastern Concepts of SelfDocument3 pagesThe Western and Eastern Concepts of SelfTakumi Shawn Hinata100% (3)
- Outerstellar Self-Impose RulesDocument1 pageOuterstellar Self-Impose RulesIffu The war GodNo ratings yet
- WPCE Wireline Lubricator With Threaded Unions PDFDocument1 pageWPCE Wireline Lubricator With Threaded Unions PDFDidik safdaliNo ratings yet
- The Common Reader-Virginia WoolfDocument216 pagesThe Common Reader-Virginia WoolfRusudan VardiashviliNo ratings yet
- Unemployment in IndiaDocument9 pagesUnemployment in IndiaKhushiNo ratings yet
- PositioningDocument2 pagesPositioningKishan AndureNo ratings yet
- Inspirational Quotes General and ExamsDocument6 pagesInspirational Quotes General and Examsasha jalanNo ratings yet
- Lec22 Mod 5-1 Copper New TechniquesDocument24 pagesLec22 Mod 5-1 Copper New TechniquesAaila AkhterNo ratings yet
- DLP Physical Science Week1Document2 pagesDLP Physical Science Week1gizellen galvezNo ratings yet