You might also like
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- Gpa8217 PDFDocument151 pagesGpa8217 PDFdavid garduñoNo ratings yet
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsFrom EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsRating: 4 out of 5 stars4/5 (5)
- Chap2 - Fundamentals and Principles of Natural Gas ProcessingDocument22 pagesChap2 - Fundamentals and Principles of Natural Gas Processingghgh140No ratings yet
- 10 1016@j Jngse 2016 01 016Document37 pages10 1016@j Jngse 2016 01 016saiful bahriNo ratings yet
- Background Study On Continuously Stirred Tank ReactorDocument4 pagesBackground Study On Continuously Stirred Tank ReactorSyazani HussainiNo ratings yet
- Clean Resume Vol 1Document1 pageClean Resume Vol 1ghgh140No ratings yet
- Chiller CodesDocument1 pageChiller CodesBaltik2672No ratings yet
- Chiller CodesDocument1 pageChiller CodesBaltik2672No ratings yet
- FOIP'd Energy Ministry Emails Pertaining To IEEP ChangesDocument9 pagesFOIP'd Energy Ministry Emails Pertaining To IEEP ChangesAlberta Liberal OppositionNo ratings yet
- Genesis Twister Study PDFDocument34 pagesGenesis Twister Study PDFMarco Antonio Lara CastroNo ratings yet
- Waste Heat Recovery PDFDocument16 pagesWaste Heat Recovery PDFadnanibrahimNo ratings yet
- 108SE-Selected Answers To The 2010 NPRA QADocument7 pages108SE-Selected Answers To The 2010 NPRA QAJay LawsonNo ratings yet
- To OilDocument4 pagesTo OilIndraNo ratings yet
- Gas MeasurementDocument126 pagesGas MeasurementDevend HarinkhedeNo ratings yet
- Improving Smelt Dissolving Tank TTA Control at Zellstoff-Celgar - FinalDocument5 pagesImproving Smelt Dissolving Tank TTA Control at Zellstoff-Celgar - FinalJP DuránNo ratings yet
- Murtada1982 PDFDocument16 pagesMurtada1982 PDFEdison Fernando RamirezNo ratings yet
- Seminario Combined Cycle Flexibility Solution 12-12-2016 1Document79 pagesSeminario Combined Cycle Flexibility Solution 12-12-2016 1hos.a.faryadNo ratings yet
- Joule-Thomson (JT) Assembly: Oil and Gas Process and Production EquipmentDocument2 pagesJoule-Thomson (JT) Assembly: Oil and Gas Process and Production Equipmentpedro100% (1)
- Dynamics DehydrationDocument66 pagesDynamics DehydrationAkande AyodejiNo ratings yet
- Best Tips of The Month PDFDocument74 pagesBest Tips of The Month PDFOddbox2113100% (1)
- Simulation and Optimization of Different Pressure Thermally Coupled Distillation For Separating A Close-Boiling Mixture of N-Butanol and Iso-ButanolDocument8 pagesSimulation and Optimization of Different Pressure Thermally Coupled Distillation For Separating A Close-Boiling Mixture of N-Butanol and Iso-ButanolForcus onNo ratings yet
- Li BR Operating ParameterDocument8 pagesLi BR Operating ParameterfandisetiaNo ratings yet
- Predicting Hydrotreater Performance While Co-Processing Vegetable OilDocument4 pagesPredicting Hydrotreater Performance While Co-Processing Vegetable OilJeffrey Ryan LindmarkNo ratings yet
- 02 Dehydrators Farmington2010 PDFDocument9 pages02 Dehydrators Farmington2010 PDFLuzNo ratings yet
- HP May 2014 Official EprintDocument6 pagesHP May 2014 Official Eprintdonald55555No ratings yet
- 2010-Improved Hydrocarbons Analysis of Heavy Petroleum Fractions by High Temperature Comprehensive Two Dimensional GCDocument8 pages2010-Improved Hydrocarbons Analysis of Heavy Petroleum Fractions by High Temperature Comprehensive Two Dimensional GCSopan TambekarNo ratings yet
- Applied Energy: Ning Zhang, Shao-You Yin, Min LiDocument9 pagesApplied Energy: Ning Zhang, Shao-You Yin, Min LiCheco RockNo ratings yet
- Question & Answer On Fertilizers IndustriesDocument52 pagesQuestion & Answer On Fertilizers IndustriesMuhammad NaeemNo ratings yet
- Design and Optimization of Natural Gas Liquefaction and Recovery Processes For Offshore Floating Liquefied Natural Gas PlantsDocument10 pagesDesign and Optimization of Natural Gas Liquefaction and Recovery Processes For Offshore Floating Liquefied Natural Gas PlantsShabih Ul HasanNo ratings yet
- 5989 2727enDocument10 pages5989 2727enNguyen Manh HungNo ratings yet
- Energy Audits in Thermal Power StationDocument62 pagesEnergy Audits in Thermal Power Stationfiroj_khan995% (22)
- BONO - Wat Tub BoilerDocument6 pagesBONO - Wat Tub Boilerdepinfor lusofabrilNo ratings yet
- LNG Reliquefaction Systems2Document14 pagesLNG Reliquefaction Systems2123habib123fikriNo ratings yet
- 1 s2.0 S1474667015302858 MainDocument6 pages1 s2.0 S1474667015302858 MainStephanie LazarteNo ratings yet
- GTL Economics SPE-94380-MSDocument8 pagesGTL Economics SPE-94380-MSWayne MonneryNo ratings yet
- Fixed Bed Catalvst Reactors Aspects: DesignDocument1 pageFixed Bed Catalvst Reactors Aspects: DesignJAYRAJSINH PARMARNo ratings yet
- Integrated Hydrogen ManagementDocument10 pagesIntegrated Hydrogen ManagementBilal KhashanNo ratings yet
- F.J. Gutiérrez Ortiz, A. Serrera, S. Galera, P. Ollero: Sciverse SciencedirectDocument13 pagesF.J. Gutiérrez Ortiz, A. Serrera, S. Galera, P. Ollero: Sciverse SciencedirectJuanPabloGuerreroNo ratings yet
- FCC GCU Stripper RevampDocument5 pagesFCC GCU Stripper RevampRavi NookalaNo ratings yet
- Basis and Assumptions: Lekhwair CDocument3 pagesBasis and Assumptions: Lekhwair CBsd FareedNo ratings yet
- Renewable Energy 91 (2016) 451-455Document5 pagesRenewable Energy 91 (2016) 451-455Sandro Gonzalez AriasNo ratings yet
- Recovery Enhancement of Liquid HydrocarbDocument9 pagesRecovery Enhancement of Liquid Hydrocarbsarkmank1No ratings yet
- Regasification HamworthyDocument19 pagesRegasification HamworthyMoustapha Seye100% (1)
- 2008 02 An Investigation Into The Impact of Changing From K0 and K1 Values To API IP Standard Values Stewart Kelton Engineering LTD PDFDocument11 pages2008 02 An Investigation Into The Impact of Changing From K0 and K1 Values To API IP Standard Values Stewart Kelton Engineering LTD PDFAmilkar Kindelan GonzalezNo ratings yet
- Technical: Analysis of Volatile Organic Compounds in The Environment Using The Restore Function of TD-GC/MSDocument8 pagesTechnical: Analysis of Volatile Organic Compounds in The Environment Using The Restore Function of TD-GC/MSBilal KilaniNo ratings yet
- 22 - Relative Permeability Effects On The Miscible CO2 WAG Injection SchemesDocument9 pages22 - Relative Permeability Effects On The Miscible CO2 WAG Injection SchemesheviNo ratings yet
- Elearnica - Ir 637240142749806350Document13 pagesElearnica - Ir 637240142749806350Arash AbbasiNo ratings yet
- 1 s2.0 S1875510016300166 MainDocument11 pages1 s2.0 S1875510016300166 MainSuleman AhmadNo ratings yet
- Optimization of Ethane Extraction PlantsDocument6 pagesOptimization of Ethane Extraction PlantsTreeNo ratings yet
- Thermodynamics Analysis of A Modified Dual Evaporator Transcritical Refrigeration Cycle With Two Stage EjectorDocument11 pagesThermodynamics Analysis of A Modified Dual Evaporator Transcritical Refrigeration Cycle With Two Stage Ejectorjose baenaNo ratings yet
- Boiler & Turbine Efficiency: Rohit Verma Dy - Director NPTI, FaridabadDocument77 pagesBoiler & Turbine Efficiency: Rohit Verma Dy - Director NPTI, FaridabadLakshya Soni100% (3)
- Shoaib 2018Document21 pagesShoaib 2018Roberto BianchiNo ratings yet
- Energy Conversion and Management: Gequn Shu, Lina Liu, Hua Tian, Haiqiao Wei, Youcai LiangDocument10 pagesEnergy Conversion and Management: Gequn Shu, Lina Liu, Hua Tian, Haiqiao Wei, Youcai LiangadnanibrahimNo ratings yet
- TurboExpander PDFDocument6 pagesTurboExpander PDFDevran Al FaruqNo ratings yet
- Energy Audit Main Doc SpecDocument8 pagesEnergy Audit Main Doc Specdiksha surekaNo ratings yet
- Danfoss - Compressor Case StudiesDocument5 pagesDanfoss - Compressor Case Studiesgpax42No ratings yet
- Twisted Tube TechnologyDocument5 pagesTwisted Tube TechnologylpczyfansNo ratings yet
- C6+ Danalyzer Application 279KBDocument2 pagesC6+ Danalyzer Application 279KBqasmh353No ratings yet
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- Optional Threads: Example: S.A.E.-AFC-3M-25 Example: JIC-AFC-3M-25RC Example: BSP-AFC-3M-25Document1 pageOptional Threads: Example: S.A.E.-AFC-3M-25 Example: JIC-AFC-3M-25RC Example: BSP-AFC-3M-25ghgh140No ratings yet
- MU3 Disc Brake Caliper - Pneumatically Applied Spring ReleasedDocument2 pagesMU3 Disc Brake Caliper - Pneumatically Applied Spring Releasedghgh140No ratings yet
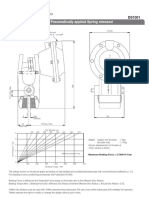
- MUS2 Disc Brake Caliper - Spring Applied Pneumatically ReleasedDocument2 pagesMUS2 Disc Brake Caliper - Spring Applied Pneumatically Releasedghgh140No ratings yet
- MSK Disc Brake Caliper - Spring Applied, Pneumatically ReleasedDocument2 pagesMSK Disc Brake Caliper - Spring Applied, Pneumatically Releasedghgh140No ratings yet
- Mechanical Engineer - Hurghada: See Similar JobsDocument3 pagesMechanical Engineer - Hurghada: See Similar Jobsghgh140No ratings yet
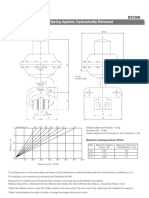
- MSL Disc Brake Caliper - Spring Applied, Hydraulically ReleasedDocument2 pagesMSL Disc Brake Caliper - Spring Applied, Hydraulically Releasedghgh140No ratings yet
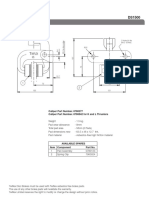
- MS Disc Brake CaliperDocument2 pagesMS Disc Brake Caliperghgh140No ratings yet
- 9 Gas Turbine - Cogeneration PDFDocument30 pages9 Gas Turbine - Cogeneration PDFghgh140No ratings yet
- Moustafa Mohamed MetwallyDocument1 pageMoustafa Mohamed Metwallyghgh140No ratings yet
- Disc Styles - Discs, Hubs, Bushings, Custom Parts: TUSA Doc - (T-1001) Twiflex Catalog - (P-1648-TF)Document1 pageDisc Styles - Discs, Hubs, Bushings, Custom Parts: TUSA Doc - (T-1001) Twiflex Catalog - (P-1648-TF)ghgh140No ratings yet
- Gas TurbineDocument27 pagesGas Turbineghgh140100% (2)
- Wohlsen Job Interview QuestionnaireDocument4 pagesWohlsen Job Interview Questionnaireghgh140No ratings yet
- Quality Control: Methodology and ApplicationsDocument12 pagesQuality Control: Methodology and Applicationsghgh140No ratings yet
- Course Contents: Lecturers Notes in Natural Gas Process EngineeringDocument1 pageCourse Contents: Lecturers Notes in Natural Gas Process Engineeringghgh140No ratings yet
- Chap1 - IntroductionDocument15 pagesChap1 - Introductionghgh140No ratings yet
- Chap3 - Seperators and Seperation TechniquesDocument37 pagesChap3 - Seperators and Seperation Techniquesghgh140No ratings yet
- CERI Idemitsu Astomos Meeting Midstream DonwstreamDocument31 pagesCERI Idemitsu Astomos Meeting Midstream DonwstreamesojzzucNo ratings yet
- KDocument10 pagesKVñ ÕãdNo ratings yet
- UzbekistanDocument49 pagesUzbekistanKevin Cristian Rodriguez AmesNo ratings yet
- Extraction of Ethane From Natural Gas at PDFDocument6 pagesExtraction of Ethane From Natural Gas at PDFanon_936836736No ratings yet
- Abbreviations Oil & GasDocument53 pagesAbbreviations Oil & GasMarwan Mahgoub AhmadNo ratings yet
- GAS - by BASF - 1 PDFDocument12 pagesGAS - by BASF - 1 PDFD K SNo ratings yet
- Gas Processing Fundamentals Manual1Document12 pagesGas Processing Fundamentals Manual1Ahmed Khamees ShatlaNo ratings yet
- NG DehydrationDocument212 pagesNG DehydrationAsadNo ratings yet
- Natural Gas Supply Chain Vs 2Document1 pageNatural Gas Supply Chain Vs 2swai singhNo ratings yet
- IEA HeadlineEnergyDataDocument837 pagesIEA HeadlineEnergyDataMarco Navarro RodriguezNo ratings yet
- LNG An IntroductionDocument60 pagesLNG An Introductionsyafiq88% (8)
- Gas ProcessingDocument2 pagesGas ProcessingRashesh ShahNo ratings yet
- Material Balance (A) : 3.1 AssumptionsDocument11 pagesMaterial Balance (A) : 3.1 Assumptionssaur1No ratings yet
- CEPA PipeLinesInfographic 2015 FinalDocument1 pageCEPA PipeLinesInfographic 2015 FinalMohammed NazrinNo ratings yet
- GPSA Engineering Data Book - Chapter 16 - Hydrocarbon RecoveryDocument34 pagesGPSA Engineering Data Book - Chapter 16 - Hydrocarbon RecoveryBensius JuntakNo ratings yet
- BinousBellagiChapter1 PDFDocument33 pagesBinousBellagiChapter1 PDFentertainpurpNo ratings yet
- Condensate StabilizationDocument13 pagesCondensate StabilizationUmer QureshiNo ratings yet
- Sample 3, PEPDocument67 pagesSample 3, PEPKesho RizkNo ratings yet
- EHB Sunoco Marcus HookDocument78 pagesEHB Sunoco Marcus HookEmily ScottNo ratings yet
- SPE-188704-MS Coral South FLNG Technology From Screening To Real ApplicationDocument11 pagesSPE-188704-MS Coral South FLNG Technology From Screening To Real ApplicationLawrence MbahNo ratings yet
- Exterran Drain: P&id No. P & Id TitleDocument15 pagesExterran Drain: P&id No. P & Id Titledilip matalNo ratings yet
- Honeywell Uop LNG Solutions BrochureDocument8 pagesHoneywell Uop LNG Solutions BrochurethenameNo ratings yet
- Improving Amine Sweetenig Unit Reliability With Magnetic SeparationDocument12 pagesImproving Amine Sweetenig Unit Reliability With Magnetic SeparationJoko LelonoNo ratings yet
- Dehydration: Molecular Sieve Bed To Remove H2ODocument25 pagesDehydration: Molecular Sieve Bed To Remove H2OLando Deardo SiringoringoNo ratings yet
- Petroleum ProductsDocument39 pagesPetroleum ProductsSANKETNo ratings yet
- Tanzania Petroleum Bill 2015Document132 pagesTanzania Petroleum Bill 2015Amos DesmondNo ratings yet
- Natural Gas Production and OperationsDocument2 pagesNatural Gas Production and OperationsHossam M. Abd El RahmanNo ratings yet
- SPCG SA - Company Presentation 23.06.21 - Compressed - UnlockedDocument27 pagesSPCG SA - Company Presentation 23.06.21 - Compressed - Unlockedwodisof615No ratings yet
- Spe Distinguished Lecturer Series Spe FoundationDocument37 pagesSpe Distinguished Lecturer Series Spe FoundationaidanNo ratings yet