You might also like
- Surface Roughness by Different Processing MethodsDocument1 pageSurface Roughness by Different Processing Methodsapi-3848892100% (1)
- Surface RoughnessDocument17 pagesSurface RoughnessShanmugi VinayagamNo ratings yet
- Metrology 1CDocument44 pagesMetrology 1CRadhaMadhavNo ratings yet
- New GD&TDocument3 pagesNew GD&TvasantNo ratings yet
- Geometric Dimensioning and TolerancingDocument7 pagesGeometric Dimensioning and TolerancingRamprasad T N100% (15)
- Geometric Dimensioning and TolerancingDocument6 pagesGeometric Dimensioning and TolerancingPedro LeosNo ratings yet
- Geometric Dimensioning and Tolerancing Visual GlossaryDocument23 pagesGeometric Dimensioning and Tolerancing Visual GlossarypdmnbraoNo ratings yet
- Geometric Dimensioning & Tolerancing (GD&T)Document43 pagesGeometric Dimensioning & Tolerancing (GD&T)Victor Manuel Estrada0% (1)
- Latest Report 2Document13 pagesLatest Report 2Piyush BariNo ratings yet
- Geometric Tolerance Class NotesDocument6 pagesGeometric Tolerance Class NotesEngineernadeemshahidNo ratings yet
- GD&TDocument5 pagesGD&TkbhattacNo ratings yet
- Bonus Tolerance - Formula & ExamplesDocument2 pagesBonus Tolerance - Formula & ExamplesSelvaraj Balasundram100% (1)
- F 5 Geo TolerancesDocument23 pagesF 5 Geo TolerancesRodrigo RomeroNo ratings yet
- GD&T Glossary and Resource - GD&T Symbols and TermsDocument4 pagesGD&T Glossary and Resource - GD&T Symbols and TermsMohammed Adil100% (1)
- Dimensional Engineering Seminar: Geometric Dimensioning and Tolerancing Variation Simulation ModelingDocument71 pagesDimensional Engineering Seminar: Geometric Dimensioning and Tolerancing Variation Simulation Modelingprasungovindan100% (1)
- GD&TDocument10 pagesGD&TShahed FacebookNo ratings yet
- Geometric Dimensioning and TolerancingDocument3 pagesGeometric Dimensioning and Tolerancingdesign12No ratings yet
- CHAP (35) 35 Engr Metrology & InstrumentationDocument4 pagesCHAP (35) 35 Engr Metrology & InstrumentationfarizanNo ratings yet
- GD&TDocument5 pagesGD&Travindra_2011No ratings yet
- Tolerance Stack Up Analysis What Is Stack Up Analysis?Document25 pagesTolerance Stack Up Analysis What Is Stack Up Analysis?Venkadakrishnan ThiagarajanNo ratings yet
- GD&T: Theory To Reality: Mission StatementDocument67 pagesGD&T: Theory To Reality: Mission StatementCharlie Tej100% (1)
- Engineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyDocument54 pagesEngineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyRandøm TalkìêsNo ratings yet
- Unit 1 - Metrology Basics, Elements in Measurements & Line and End StandardsDocument80 pagesUnit 1 - Metrology Basics, Elements in Measurements & Line and End StandardsShayan ChowdaryNo ratings yet
- Introduction To GDDocument8 pagesIntroduction To GDCatalin FinkelsteinNo ratings yet
- IIGDT - Tolerancing Optimization Examples With $ SignsDocument9 pagesIIGDT - Tolerancing Optimization Examples With $ Signsநளின் கான்No ratings yet
- Bias and Accuracy Definition PDFDocument7 pagesBias and Accuracy Definition PDFVallik TadNo ratings yet
- GD&T 1Document41 pagesGD&T 1Sai CharanNo ratings yet
- IATF1 6949- 2016 英文版 main std PDFDocument62 pagesIATF1 6949- 2016 英文版 main std PDFpunitg_2No ratings yet
- Fundamentals of Geometric Dimensioning & TolerancingDocument109 pagesFundamentals of Geometric Dimensioning & Tolerancingkiran.katsNo ratings yet
- To Study and Design A Helical Spring.Document6 pagesTo Study and Design A Helical Spring.Kartik BadalNo ratings yet
- Tolerances of Form (Form Errors) For A Hydraulic ValveDocument10 pagesTolerances of Form (Form Errors) For A Hydraulic ValveHycom Engineering India Pvt LtdNo ratings yet
- Geometrical Dimensioning and TolerenceDocument61 pagesGeometrical Dimensioning and TolerenceAd Man GeTigNo ratings yet
- Uncertainty Budget TemplateDocument4 pagesUncertainty Budget TemplateshahazadNo ratings yet
- Engineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyDocument26 pagesEngineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyRandøm TalkìêsNo ratings yet
- GD&T 1Document69 pagesGD&T 1JayanthiANo ratings yet
- Metrology: ME3190 Machine Tools and MetrologyDocument64 pagesMetrology: ME3190 Machine Tools and MetrologySujit MuleNo ratings yet
- The New Y14.5: We've Improved The Gold StandardDocument9 pagesThe New Y14.5: We've Improved The Gold StandardVignesh PanneerselvamNo ratings yet
- Orientation (GD&T)Document39 pagesOrientation (GD&T)Kishor kumar BhatiaNo ratings yet
- GD&T Position TolDocument204 pagesGD&T Position Toldramilt100% (2)
- First and Third Angle in Engineering DrawingDocument20 pagesFirst and Third Angle in Engineering DrawingChampionip4p100% (4)
- Lecture 5 - Form TolerancesDocument34 pagesLecture 5 - Form TolerancesSUNILNo ratings yet
- Surface Roughness Significance and SymboDocument18 pagesSurface Roughness Significance and SymboStefan NikolićNo ratings yet
- Statistical Constants FileDocument12 pagesStatistical Constants FileAnandhi ChidambaramNo ratings yet
- Selection of Cutting Tool Materials: CBN & PCDDocument24 pagesSelection of Cutting Tool Materials: CBN & PCDKarthick NNo ratings yet
- Flat Ness: Our Comprehensive List of GD&T SymbolsDocument29 pagesFlat Ness: Our Comprehensive List of GD&T SymbolsMidhilesh RavikindiNo ratings yet
- Geometrical Tolerances: Geometrical Tolerances On Drawing Precision Measurement of Geometrical TolerancesDocument30 pagesGeometrical Tolerances: Geometrical Tolerances On Drawing Precision Measurement of Geometrical Tolerancessohkimfai6340100% (3)
- GDT TutorialDocument76 pagesGDT TutorialSrk ChowdaryNo ratings yet
- ISO#TS 15530-1 2013 (E) - Character PDF DocumentDocument4 pagesISO#TS 15530-1 2013 (E) - Character PDF DocumentCamila QuidorneNo ratings yet
- Statistical Quality ControlDocument18 pagesStatistical Quality ControluzaimyNo ratings yet
- Grain SizeDocument12 pagesGrain SizeTejwinder S ChauhanNo ratings yet
- Roundtest (Roundform Measuring Instruments)Document1 pageRoundtest (Roundform Measuring Instruments)Durai NaiduNo ratings yet
- Form-Und Lagetoleranzen e PDFDocument1 pageForm-Und Lagetoleranzen e PDFnangkarak8201No ratings yet
- Form-Und Lagetoleranzen e PDFDocument1 pageForm-Und Lagetoleranzen e PDFirwanNo ratings yet
- Din Iso 1101 PDFDocument1 pageDin Iso 1101 PDFRafi deenNo ratings yet
- Form and Location Tolerances According To DIN ISO 1101Document1 pageForm and Location Tolerances According To DIN ISO 1101dullecncNo ratings yet
- Form and Location Tolerances According To DIN ISO 1101Document1 pageForm and Location Tolerances According To DIN ISO 1101quenmallory100% (1)
- pr1169 1170 PDFDocument1 pagepr1169 1170 PDFrahulmuleNo ratings yet
- Design Data BookDocument1 pageDesign Data BookVASIM MANSURINo ratings yet
- Isentropic Nozzles: - Apply Equations For Isentropic Flow With Area Change To NozzlesDocument3 pagesIsentropic Nozzles: - Apply Equations For Isentropic Flow With Area Change To Nozzlesengr_n_n_malikNo ratings yet
- IATF - International Automotive Task Force: IATF 16949:2016 - Frequently Asked Question (FAQ)Document19 pagesIATF - International Automotive Task Force: IATF 16949:2016 - Frequently Asked Question (FAQ)Arvin BabuNo ratings yet
- Microtec Technology en WebDocument1 pageMicrotec Technology en WebArvin BabuNo ratings yet
- Common Mistakes Commirtted in Statistical Process ControlDocument6 pagesCommon Mistakes Commirtted in Statistical Process ControlArvin BabuNo ratings yet
- Aiag Training Selection Tool 2017-05-26Document2 pagesAiag Training Selection Tool 2017-05-26Arvin BabuNo ratings yet
- Caterpillar Inc.: BackgroundDocument1 pageCaterpillar Inc.: BackgroundArvin BabuNo ratings yet
- Control of The Grinding Process Using In-Process Gage FeedbackDocument14 pagesControl of The Grinding Process Using In-Process Gage FeedbackArvin BabuNo ratings yet
- Sterling Gun Drills, Inc.: Gundrilling Guidelines: Gun Drilling On A CNC or Manual Lathe or MillDocument1 pageSterling Gun Drills, Inc.: Gundrilling Guidelines: Gun Drilling On A CNC or Manual Lathe or MillArvin BabuNo ratings yet
- Product Data Sheet Silicon Carbide Grinding Paper CA enDocument3 pagesProduct Data Sheet Silicon Carbide Grinding Paper CA enArvin BabuNo ratings yet
- Efficient Manufacturing India Surface Treatment TechDocument2 pagesEfficient Manufacturing India Surface Treatment TechArvin BabuNo ratings yet
- Self and Datum Referenced Form Measurements: George Schuetz, Mahr Federal IncDocument2 pagesSelf and Datum Referenced Form Measurements: George Schuetz, Mahr Federal IncArvin BabuNo ratings yet
- Comparison Chart US-Mesh vs. FEPADocument1 pageComparison Chart US-Mesh vs. FEPAArvin BabuNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument14 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingArvin BabuNo ratings yet
- Meister Top 10 Problems SolutionsDocument1 pageMeister Top 10 Problems SolutionsArvin BabuNo ratings yet
- Status of Standards 2013-09-05 FEPApublicDocument1 pageStatus of Standards 2013-09-05 FEPApublicArvin BabuNo ratings yet
- 35735Document1 page35735Arvin BabuNo ratings yet
- PerturbationsDocument7 pagesPerturbationsdeardestiny0% (1)
- ConcreteDocument14 pagesConcretevasudeva yasasNo ratings yet
- Sat CommDocument13 pagesSat CommKirstie Alley San JoseNo ratings yet
- Chapter 3 - Satellite - 20192020Document100 pagesChapter 3 - Satellite - 20192020Dhamirah MirahNo ratings yet
- GNAV Questions by LessonDocument83 pagesGNAV Questions by LessonLucasNo ratings yet
- Orbital MechanicsDocument47 pagesOrbital Mechanicsrvanande21No ratings yet
- Maintenance Manual Maintenance Manual Maintenance Manual Maintenance ManualDocument102 pagesMaintenance Manual Maintenance Manual Maintenance Manual Maintenance ManualЮрий. Б0% (1)
- Test Bank For Astronomy at Play in The Cosmos Preliminary EditionDocument14 pagesTest Bank For Astronomy at Play in The Cosmos Preliminary Editionloandung51cvzp100% (22)
- Kidder S. Q. & Haar T. H. - Satellite Meteorology (1995)Document465 pagesKidder S. Q. & Haar T. H. - Satellite Meteorology (1995)celso QueteNo ratings yet
- Un It V - Part2-Satellite, Multiple Access, Satellite Acccess (Spade, Tdme), Spread SpectrumDocument67 pagesUn It V - Part2-Satellite, Multiple Access, Satellite Acccess (Spade, Tdme), Spread Spectrumsivagami nithyaNo ratings yet
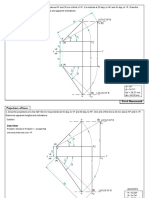
- Projection of LinesDocument10 pagesProjection of Linesmd musaib aliNo ratings yet
- EG TutorialDocument20 pagesEG TutorialSubramanian ManivelNo ratings yet
- Lecture 6 - Projection of Lines Inclined To HP and VP and Traces - Students PDFDocument55 pagesLecture 6 - Projection of Lines Inclined To HP and VP and Traces - Students PDFSivapriya M ANo ratings yet
- Interplanetary MFDDocument22 pagesInterplanetary MFDDasangNo ratings yet
- Science: SeasonsDocument24 pagesScience: SeasonsJan JanNo ratings yet
- Problems On Engineering Drawing 1st YearDocument30 pagesProblems On Engineering Drawing 1st YearKrishna AsharNo ratings yet
- Aryabhat Astronomy Quiz: The SunDocument16 pagesAryabhat Astronomy Quiz: The SunSamyak GuptaNo ratings yet
- Projectile On An Inclined PlaneDocument75 pagesProjectile On An Inclined PlaneBholu WhoopNo ratings yet
- Boomer l2d With ExplaneDocument130 pagesBoomer l2d With ExplaneAhmad83% (6)
- Orbiter ConfigDocument40 pagesOrbiter ConfigVirtual EntitiesNo ratings yet
- Wireless Communications Systems (DCS Unit-4)Document18 pagesWireless Communications Systems (DCS Unit-4)Mukesh100% (2)
- 06 Auxiliary ProjectionDocument16 pages06 Auxiliary Projectionamar BaroniaNo ratings yet
- Introduction To The Earth Tides: Michel Van CampDocument54 pagesIntroduction To The Earth Tides: Michel Van CampJahankeer MzmNo ratings yet
- Continuous Azimuth Measurement Fluctuation When Drilling North-South - 5675177 - 01Document11 pagesContinuous Azimuth Measurement Fluctuation When Drilling North-South - 5675177 - 01beicabNo ratings yet
- MCQs - Satellite CommunicationDocument26 pagesMCQs - Satellite Communicationshamsundar kulkarniNo ratings yet
- 1.5 Seasons 3D SEDocument6 pages1.5 Seasons 3D SEWyatt KesterNo ratings yet
- Stargazing 101 - Whirlwind Tour of Night SkyDocument36 pagesStargazing 101 - Whirlwind Tour of Night Skygeoholub100% (1)
- Projetion of Straight Line ProblemDocument3 pagesProjetion of Straight Line ProblemRajesh JunghareNo ratings yet
- Remote Sensing Satellites, Sensors and Their CharacteristicsDocument50 pagesRemote Sensing Satellites, Sensors and Their CharacteristicsMD Mostain BillahNo ratings yet