You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- 5S PDFDocument41 pages5S PDFpranayrulzNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Quicl Changeover - SMED PDFDocument53 pagesQuicl Changeover - SMED PDFpranayrulzNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Kaizen by Gemba AcademyDocument44 pagesKaizen by Gemba AcademysmartysusNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Total Productive Maintenance PDFDocument53 pagesTotal Productive Maintenance PDFpranayrulzNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Value Streams PDFDocument67 pagesValue Streams PDFpranayrulz100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Twi PDFDocument45 pagesTwi PDFpranayrulz100% (1)
- Theory of Constraints PDFDocument53 pagesTheory of Constraints PDFpranayrulz100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Lean Manufacturing Overview PDFDocument44 pagesLean Manufacturing Overview PDFpranayrulzNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Cellular Manufacturing PDFDocument58 pagesCellular Manufacturing PDFpranayrulzNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Standard Work PDFDocument46 pagesStandard Work PDFpranayrulzNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Pull and JIT PDFDocument66 pagesPull and JIT PDFpranayrulzNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Jidoka PDFDocument28 pagesJidoka PDFpranayrulzNo ratings yet
- 3P PDFDocument35 pages3P PDFpranayrulz100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Misbehaving Economics AddendumDocument28 pagesMisbehaving Economics AddendumnotoriousnoahNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Introducing Azure Machine Learning PDFDocument17 pagesIntroducing Azure Machine Learning PDFAnonymous EMyy4EvYceNo ratings yet
- EY Future of Automotive RetailDocument12 pagesEY Future of Automotive RetailpranayrulzNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Logical IncrementalismDocument15 pagesLogical IncrementalismpranayrulzNo ratings yet
- What's Unique About The Kanban System?Document2 pagesWhat's Unique About The Kanban System?pranayrulzNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- BOOK Perspectives 2013-03-04 FINALDocument76 pagesBOOK Perspectives 2013-03-04 FINALManish KumarNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Traductori de Proximitate PX PDFDocument278 pagesTraductori de Proximitate PX PDFmihai37No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Totalgas Module 8060 Totalgas Module 8060 Totalgas Module 8060 Totalgas Module 8060Document56 pagesTotalgas Module 8060 Totalgas Module 8060 Totalgas Module 8060 Totalgas Module 8060dieguini1No ratings yet
- Structural Health Monitoring of Offshore JacketsDocument113 pagesStructural Health Monitoring of Offshore JacketsSyafiq KamaluddinNo ratings yet
- HD30KDocument2 pagesHD30Kdbircs.wwwNo ratings yet
- S List - Backup 06-06-21Document24 pagesS List - Backup 06-06-21Modular Design TeamNo ratings yet
- Non-Invasive Continuous Glucose MonitoringDocument7 pagesNon-Invasive Continuous Glucose MonitoringLevente BalázsNo ratings yet
- en Durchflusssensor SFETDocument2 pagesen Durchflusssensor SFEThamidouhouNo ratings yet
- Advanced View Arduino Projects List - Use Arduino For Projects 4Document65 pagesAdvanced View Arduino Projects List - Use Arduino For Projects 4Bilal AfzalNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Mechatronics QBDocument25 pagesMechatronics QBKarthik Perumal SwamyNo ratings yet
- Design and Implementation of A Low Cost Mini Weather Monitoring SystemDocument38 pagesDesign and Implementation of A Low Cost Mini Weather Monitoring SystemSangram mohantyNo ratings yet
- HSSDDocument3 pagesHSSDamijetomar08No ratings yet
- Soldier Health Mini ProjectDocument17 pagesSoldier Health Mini Projectsarvesh kumar M.SNo ratings yet
- DFJ-AE3 Heat DetectorDocument1 pageDFJ-AE3 Heat Detectorwe202No ratings yet
- Seed ReportDocument11 pagesSeed ReportVijaylakshmiNo ratings yet
- Fiber Optic Strain Sensors Beril BicerDocument26 pagesFiber Optic Strain Sensors Beril BicerAnonymous r0hJCTNo ratings yet
- Testo 340 Flue Gas Analyzer: FeaturesDocument16 pagesTesto 340 Flue Gas Analyzer: FeaturesAizen SousukeNo ratings yet
- WhalesBot Products IntroDocument54 pagesWhalesBot Products IntroNguyễn Chí ThứcNo ratings yet
- Line Following Robot ReviewDocument9 pagesLine Following Robot ReviewSree Krishna Nimmagadda ChowdaryNo ratings yet
- Intelilite mrs16Document632 pagesIntelilite mrs16CLAVOTNo ratings yet
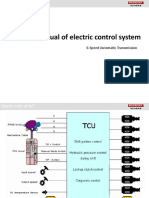
- Diagnosis Manual of Electric Control System: 6-Speed Automatic TransmissionDocument22 pagesDiagnosis Manual of Electric Control System: 6-Speed Automatic TransmissionabrahamrojasNo ratings yet
- GEC 900 Series: Product SpecificationDocument16 pagesGEC 900 Series: Product SpecificationchafikgeNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Diagraph PA6000Document34 pagesDiagraph PA6000walakadah100% (1)
- Tidud62 PDFDocument30 pagesTidud62 PDFAnonymous OFwyjaMyNo ratings yet
- 2017 Satir Data Sheetshotfind SDocument2 pages2017 Satir Data Sheetshotfind SCarlos AguiarNo ratings yet
- Robotics and Robotic TechnologyDocument7 pagesRobotics and Robotic TechnologyARVIND100% (1)
- Honeywell SensotecDocument244 pagesHoneywell SensotecGilbertDominguezNo ratings yet
- Op Amp Basics PDFDocument46 pagesOp Amp Basics PDFNurhidayahNo ratings yet
- Advances in Fluxgate Sensors: Pavel RipkaDocument7 pagesAdvances in Fluxgate Sensors: Pavel RipkaJose AlaezNo ratings yet
- Datasheet Detectores Ulcap320-Ulcah330 e Ulcapt340Document2 pagesDatasheet Detectores Ulcap320-Ulcah330 e Ulcapt340Yuri OliveiraNo ratings yet
- Mitsubishi Heavy Industries Fault CodesDocument20 pagesMitsubishi Heavy Industries Fault CodesAdhem El SayedNo ratings yet