You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 75c97songbook July 07 1Document250 pages75c97songbook July 07 1Savio FernandesNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Floating Roofs Single DeckDocument41 pagesFloating Roofs Single DeckjwochNo ratings yet
- F-15 Park Jet Construction Guide Rev ADocument21 pagesF-15 Park Jet Construction Guide Rev AAkas AsriNo ratings yet
- GS - EP - PLR - 109 - EN Design, Fabrication and Testing of Submarine Unbonded Flexible Pipes and RisersDocument28 pagesGS - EP - PLR - 109 - EN Design, Fabrication and Testing of Submarine Unbonded Flexible Pipes and RisersVicoPatate_603129838No ratings yet
- Pilot University Lecture On The Energy Management (Auditing) of Buildings MSC Program Albin Zsebik, PHD, CemDocument60 pagesPilot University Lecture On The Energy Management (Auditing) of Buildings MSC Program Albin Zsebik, PHD, CemAnggoro AntonoNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Pipe Support Metric 2011 (High Resolution) PP 189 & 190 Corrected PDFDocument291 pagesPipe Support Metric 2011 (High Resolution) PP 189 & 190 Corrected PDFdzungNo ratings yet
- Electrohydraulics Basic LevelDocument202 pagesElectrohydraulics Basic LevelSavio Fernandes100% (9)
- Architect - September 2019Document144 pagesArchitect - September 2019amralim100% (1)
- Total Station: Dr. Maher A. El-HallaqDocument31 pagesTotal Station: Dr. Maher A. El-HallaqJeet Pawar100% (2)
- Work OrdersDocument24 pagesWork OrdersShawna MartinNo ratings yet
- Studio 5000 Application Code Manager Webinar 20170912Document15 pagesStudio 5000 Application Code Manager Webinar 20170912Savio Fernandes100% (1)
- 5S Audit TemplateDocument1 page5S Audit TemplateAbdelmutalab Ibrahim AbdelrasulNo ratings yet
- Sriperumbudur Belt - ExeDocument126 pagesSriperumbudur Belt - Exedineshkmr88No ratings yet
- Gj65598u 403D-11GDocument0 pagesGj65598u 403D-11GTTIBCCANo ratings yet
- Folder-Gluer Belts XVT-2236: Main Industry Segments Applications Special FeaturesDocument2 pagesFolder-Gluer Belts XVT-2236: Main Industry Segments Applications Special FeaturesSavio FernandesNo ratings yet
- Belt Habasit XVT-2236Document2 pagesBelt Habasit XVT-2236Savio FernandesNo ratings yet
- 16 Duct Suspension AdsDocument46 pages16 Duct Suspension AdsSavio FernandesNo ratings yet
- Top Tips: Specifying An Incremental EncoderDocument3 pagesTop Tips: Specifying An Incremental EncoderSavio FernandesNo ratings yet
- Crompton FLP MOTORDocument11 pagesCrompton FLP MOTORSavio FernandesNo ratings yet
- Ipmmi Jan - Mar 2017Document28 pagesIpmmi Jan - Mar 2017Savio FernandesNo ratings yet
- DV06PUB4 Study GuideDocument5 pagesDV06PUB4 Study GuideSavio FernandesNo ratings yet
- Disclosure To Promote The Right To InformationDocument15 pagesDisclosure To Promote The Right To InformationSavio FernandesNo ratings yet
- CVC 1103Document12 pagesCVC 1103Savio FernandesNo ratings yet
- Jindal Steel SpecificationsDocument76 pagesJindal Steel SpecificationsVignesh Chellappan NatarajanNo ratings yet
- Standard Control Panels:: What Are My Control Panel Options?Document2 pagesStandard Control Panels:: What Are My Control Panel Options?Savio FernandesNo ratings yet
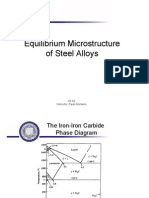
- Equilibrium Microstructure of Steel Alloys: CE 60 Instructor: Paulo MonteiroDocument6 pagesEquilibrium Microstructure of Steel Alloys: CE 60 Instructor: Paulo MonteiroSavio FernandesNo ratings yet
- Institute ListDocument153 pagesInstitute ListamrpalaNo ratings yet
- SheetDocument6 pagesSheetnajamNo ratings yet
- Rankel Engine.Document16 pagesRankel Engine.Divya Prakash SrivastavaNo ratings yet
- Bro ProcurementDocument223 pagesBro ProcurementkannanNo ratings yet
- Swa Classifieds 240514Document5 pagesSwa Classifieds 240514Digital MediaNo ratings yet
- IESCO Audit ReportDocument119 pagesIESCO Audit Reportasimnaqvi2003No ratings yet
- ASTM A 911-05 M DurmientesDocument4 pagesASTM A 911-05 M DurmientesCarlosNo ratings yet
- Steelconstruction - Info: Accuracy of Steel FabricationDocument12 pagesSteelconstruction - Info: Accuracy of Steel FabricationRavindra ErabattiNo ratings yet
- Appendix B (Daywork Rate For Contractor)Document2 pagesAppendix B (Daywork Rate For Contractor)Wing LamNo ratings yet
- ABAP Interview QuestionsDocument27 pagesABAP Interview Questionsaadityaskr1No ratings yet
- Linux SchedulerDocument23 pagesLinux SchedulerIjazKhanNo ratings yet
- AMS4029MDocument5 pagesAMS4029M黄当甲No ratings yet
- Implementation of The AASHTO Guide For Enterprise Risk Management (2022)Document415 pagesImplementation of The AASHTO Guide For Enterprise Risk Management (2022)SHERIEFNo ratings yet
- Experimental Study On The Application of Polymer Modified Bitumen in The Flexible PavementDocument1 pageExperimental Study On The Application of Polymer Modified Bitumen in The Flexible PavementantonytechnoNo ratings yet
- Pengalaman Kanaidi, SE., M.Si (Sebagai Pembicara) "Seminar Enterprise Resource Planning (ERP/SAP) " Di Univ. BSi Bandung, 10 Juni 2015Document52 pagesPengalaman Kanaidi, SE., M.Si (Sebagai Pembicara) "Seminar Enterprise Resource Planning (ERP/SAP) " Di Univ. BSi Bandung, 10 Juni 2015Ken-MarketingCLCNo ratings yet
- Emmerson Battery CabinetDocument12 pagesEmmerson Battery CabinetDebabrata SahaNo ratings yet
- BSNLDocument66 pagesBSNLmitulsmodiNo ratings yet
- Sharing The Airspace: Advanced Flexible Use of Airspace (AFUA)Document2 pagesSharing The Airspace: Advanced Flexible Use of Airspace (AFUA)Daniel StanescuNo ratings yet
- Aia Design Phase DeliverablesDocument8 pagesAia Design Phase DeliverablesRashad AbdelhyNo ratings yet