You might also like
- Ultimate Guide: Wiring, 8th Updated EditionFrom EverandUltimate Guide: Wiring, 8th Updated EditionRating: 3.5 out of 5 stars3.5/5 (4)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- As 1281-2001 Cement Mortar LiningDocument23 pagesAs 1281-2001 Cement Mortar LiningshaneNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Welltec Corporate Presentation - PDFDocument18 pagesWelltec Corporate Presentation - PDFzapspaz0% (1)
- WellDocument12 pagesWellmuklis anggaraNo ratings yet
- Chilled Water Systems - Back To Basics Chilled Water Systems Back To Basics Jonathan Ramajoo & Peter Wise 17 October 2012Document23 pagesChilled Water Systems - Back To Basics Chilled Water Systems Back To Basics Jonathan Ramajoo & Peter Wise 17 October 2012binhjukiNo ratings yet
- Commissioning Chilled Water Systems From Design To OccupancyDocument75 pagesCommissioning Chilled Water Systems From Design To OccupancyNeal JohnsonNo ratings yet
- CHW Pipe Stress Analysis DCPRO District Cooling PDFDocument40 pagesCHW Pipe Stress Analysis DCPRO District Cooling PDFraguNo ratings yet
- Umbilical Broshure - Low ResDocument12 pagesUmbilical Broshure - Low ResFlorincrihanNo ratings yet
- HVAC Risers Presentation FormatDocument32 pagesHVAC Risers Presentation FormatrakeshamechNo ratings yet
- 2.3 Piping Systems PDFDocument96 pages2.3 Piping Systems PDFbogdan_chivulescu100% (2)
- UntitledDocument289 pagesUntitledarjunprasannan7No ratings yet
- EN - Cooling Water Networks 07 - 2010 - 16271Document8 pagesEN - Cooling Water Networks 07 - 2010 - 16271portocala12No ratings yet
- 42C&D FCU Series Catalogue-1-10Document10 pages42C&D FCU Series Catalogue-1-10KyawtNo ratings yet
- 42C&D FCU Series CatalogueDocument55 pages42C&D FCU Series CatalogueMudassar NoreNo ratings yet
- 09 - Experience Macculloch Lwi CampaignDocument13 pages09 - Experience Macculloch Lwi CampaignAliNo ratings yet
- Dr. N. J. Paulbudhe Institute of Technology (Polytechnic) : District Collin SystemDocument12 pagesDr. N. J. Paulbudhe Institute of Technology (Polytechnic) : District Collin SystemOm HaraleNo ratings yet
- DS2 01 PDFDocument7 pagesDS2 01 PDFDILEEPNo ratings yet
- Desmi Cargo Pumps CatalogDocument8 pagesDesmi Cargo Pumps CatalogEmmanuel ToretaNo ratings yet
- Commissioning Chilled Water TES Tank Systems: Technical FeatureDocument10 pagesCommissioning Chilled Water TES Tank Systems: Technical FeatureJuan Fernando AriasNo ratings yet
- Method Statement For Conduits WiringDocument8 pagesMethod Statement For Conduits WiringÖmeralp SakNo ratings yet
- Weir Oil Gas BrochureDocument33 pagesWeir Oil Gas BrochureRatnakar Patil100% (1)
- 02-1a Fundamentals of Plant Process Layout & Piping DesignDocument88 pages02-1a Fundamentals of Plant Process Layout & Piping DesignJhoann Castro100% (1)
- Engineering Hut Pakistan - Company ProfileDocument14 pagesEngineering Hut Pakistan - Company ProfilesidsaleemNo ratings yet
- Syfonic DrainageDocument8 pagesSyfonic DrainageSalam-Isha Cortez ViceraNo ratings yet
- 02-1a Fundamentals of Plant Process Layout & Piping DesignDocument88 pages02-1a Fundamentals of Plant Process Layout & Piping DesignNicah Dela Viña Buhia100% (1)
- Catalogo de Turbinas Hidraulicas de Voith Ára Bajas Cargas de VoitjDocument4 pagesCatalogo de Turbinas Hidraulicas de Voith Ára Bajas Cargas de Voitjsaunders260No ratings yet
- PIPING SYSTEM R1 (13-07-2010) Part-1 PDFDocument78 pagesPIPING SYSTEM R1 (13-07-2010) Part-1 PDFyog100% (2)
- Brochure LargeDiameterPipeDocument16 pagesBrochure LargeDiameterPipeeissa16No ratings yet
- 3000 Brochure PDFDocument24 pages3000 Brochure PDFFarooque ShaikhNo ratings yet
- IDE Thermal Desalination Solutions Multi-Effect Distillation (MED)Document4 pagesIDE Thermal Desalination Solutions Multi-Effect Distillation (MED)Eric HuangNo ratings yet
- Pipe Spooling: - Objective: - OverviewDocument3 pagesPipe Spooling: - Objective: - OverviewDivyanshu DvhNo ratings yet
- Hydraulic Crane ProjectDocument9 pagesHydraulic Crane Projectfatima riazNo ratings yet
- CECO Peerless Produced Water TreatmentDocument10 pagesCECO Peerless Produced Water TreatmentIdris Siddiqui100% (1)
- FOU06 Internet enDocument12 pagesFOU06 Internet enange_cNo ratings yet
- Relationship Between Pipeline Wall Thickness (Gr. X60) and Water Depth Towards Avoiding Failure During InstallationDocument10 pagesRelationship Between Pipeline Wall Thickness (Gr. X60) and Water Depth Towards Avoiding Failure During InstallationiwanNo ratings yet
- What Constit Tutes A Quality Commissioning JobDocument43 pagesWhat Constit Tutes A Quality Commissioning JobAnonymous sSFrqPbfL9No ratings yet
- Pipe Roofing SolutionsDocument12 pagesPipe Roofing SolutionsSubhash KediaNo ratings yet
- Selection, Commissioning and Maintenance of Shutdown, Blowdown, Severe Service and Choke ValvesDocument4 pagesSelection, Commissioning and Maintenance of Shutdown, Blowdown, Severe Service and Choke ValvescegpemNo ratings yet
- Al Bilad Company Profile PDFDocument53 pagesAl Bilad Company Profile PDFQuerubin R Yolando Jr.No ratings yet
- Irrigation BrochureDocument32 pagesIrrigation BrochuretinashechikwareeNo ratings yet
- ASCoolingTower Brochure DigitalDocument8 pagesASCoolingTower Brochure Digital2ravikanthNo ratings yet
- Structural Liner BrochureDocument5 pagesStructural Liner BrochureNu FlowNo ratings yet
- 02 - 6991 1742 01 - L Pipe Roofing SolutionsDocument12 pages02 - 6991 1742 01 - L Pipe Roofing SolutionsJonas RachidNo ratings yet
- Coiled Tubing: Petroleum Engineers AssociationDocument6 pagesCoiled Tubing: Petroleum Engineers AssociationsalemNo ratings yet
- Prestressed Concrete PolesDocument4 pagesPrestressed Concrete Polesabajifar2004No ratings yet
- c11 CCCT FXV 20150914Document31 pagesc11 CCCT FXV 20150914JAirBuCerEdsNo ratings yet
- Kibrom TadeleDocument18 pagesKibrom TadeleteweldeteklugNo ratings yet
- breeam-ISO 14001Document39 pagesbreeam-ISO 14001thekaustuvNo ratings yet
- Well PlanningDocument86 pagesWell PlanningK SanjayaNo ratings yet
- Brochure Steam Hot Water - FVDocument6 pagesBrochure Steam Hot Water - FVMohammad ZeeshanNo ratings yet
- Process Engineering Testing and CommissioningDocument11 pagesProcess Engineering Testing and CommissioningPramod DeshpandeNo ratings yet
- Product Catalog: Performance Climate Changer™Document176 pagesProduct Catalog: Performance Climate Changer™Rafael Felipe Diago PalacioNo ratings yet
- D ProcessunitDocument21 pagesD Processunitaggarwal343No ratings yet
- Company Profile PT Tri Mitra ResourcesDocument43 pagesCompany Profile PT Tri Mitra ResourcesFNU YustinusNo ratings yet
- Subsea Production Systems: Capability and ExperienceDocument7 pagesSubsea Production Systems: Capability and ExperienceElendu Emmanuel ChigozieNo ratings yet
- Hamon Cooling Towers ENG LRDocument12 pagesHamon Cooling Towers ENG LRamey8231No ratings yet
- Plumbing System - Building Service - NewDocument135 pagesPlumbing System - Building Service - NewAung San HtweNo ratings yet
- Chiller Plant CommissioningDocument38 pagesChiller Plant Commissioningavbsky100% (1)
- The Home Owner's Manual: Operating Instructions, Troubleshooting Tips, and Advice on System MaintenanceFrom EverandThe Home Owner's Manual: Operating Instructions, Troubleshooting Tips, and Advice on System MaintenanceRating: 5 out of 5 stars5/5 (1)
- Compound Interest CalculatorDocument8 pagesCompound Interest CalculatorZuhair MasedNo ratings yet
- Lutron Dimmer No NeutralDocument9 pagesLutron Dimmer No NeutralZuhair MasedNo ratings yet
- Savings Interest CalculatorDocument8 pagesSavings Interest CalculatorZuhair MasedNo ratings yet
- Gas ServicesDocument50 pagesGas ServicesZuhair MasedNo ratings yet
- Ebook An Intro To MV RsDocument38 pagesEbook An Intro To MV RsZuhair MasedNo ratings yet
- Benchmarking PresentationsDocument68 pagesBenchmarking PresentationsZuhair MasedNo ratings yet
- Distrib WRKSHP PDFDocument141 pagesDistrib WRKSHP PDFZuhair MasedNo ratings yet
- D Codes and Laws IAQDocument32 pagesD Codes and Laws IAQZuhair MasedNo ratings yet
- Chemicalfumehoods VUDocument8 pagesChemicalfumehoods VUZuhair MasedNo ratings yet
- M&V Plan and Savings Calculation Methods Outline v. 1.0, Nov. 2004Document10 pagesM&V Plan and Savings Calculation Methods Outline v. 1.0, Nov. 2004Zuhair MasedNo ratings yet
- R Building EnvelopeDocument40 pagesR Building EnvelopeZuhair MasedNo ratings yet
- E767 - 1 Ciao Green 29 CSIDocument12 pagesE767 - 1 Ciao Green 29 CSIjean satolivicaNo ratings yet
- Septic Tank CalculationDocument10 pagesSeptic Tank Calculation8o54doNo ratings yet
- Pump Installation Do's and Don'TsDocument62 pagesPump Installation Do's and Don'Tsdieguineo100% (1)
- Wet Pipe Sprinkler SystemDocument12 pagesWet Pipe Sprinkler SystemrockykrishNo ratings yet
- ARO Flo 2000 SeriesDocument11 pagesARO Flo 2000 SeriesEliasNo ratings yet
- Specification For Drainage & Infrastructure WorksDocument33 pagesSpecification For Drainage & Infrastructure WorkskhuanozNo ratings yet
- 501 2012 6 28 27 39 561Document26 pages501 2012 6 28 27 39 561MITHILESH KUMARNo ratings yet
- Missel Product List GB 2017 02 Fire Protection PDFDocument36 pagesMissel Product List GB 2017 02 Fire Protection PDFHakkı YılmazNo ratings yet
- Volime II of II Mechanical Piping-GAILDocument245 pagesVolime II of II Mechanical Piping-GAILBathi Hari PrasadNo ratings yet
- 2014 TX Gas Asso Black Powder PaperDocument28 pages2014 TX Gas Asso Black Powder PaperGHOST PAKNo ratings yet
- GFDocument86 pagesGFchowhkNo ratings yet
- Halliburton: VR Safety JointDocument2 pagesHalliburton: VR Safety Jointsaeed65No ratings yet
- Hydraulic Modeling With EPA-NETDocument27 pagesHydraulic Modeling With EPA-NETcasaeanNo ratings yet
- GR-B197WVS Service ManualDocument120 pagesGR-B197WVS Service ManualtvrepairzoneNo ratings yet
- Ei-3008 - Sameer Mapari - Sap # 80001413Document14 pagesEi-3008 - Sameer Mapari - Sap # 80001413gayas416No ratings yet
- Sanitary Rate Analysis 2020Document26 pagesSanitary Rate Analysis 2020Harsshal WankedeNo ratings yet
- Front and Rear SphereDocument4 pagesFront and Rear SphereRamalingam PrabhakaranNo ratings yet
- Restriction Orifice Datasheet PDFDocument2 pagesRestriction Orifice Datasheet PDFCarlos Sopas0% (1)
- Concrete Pipes and Portal Culverts HandbookDocument52 pagesConcrete Pipes and Portal Culverts HandbookKenya Ayallew Asmare100% (3)
- Ufh Installation Guide PDFDocument84 pagesUfh Installation Guide PDFMiroslav LuladžićNo ratings yet
- Comparison of Risk LevelsDocument13 pagesComparison of Risk LevelsrodholfhoNo ratings yet
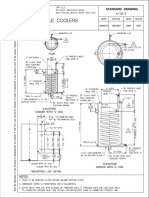
- Sample CoolersDocument1 pageSample CoolersMohcen ZRIRAKNo ratings yet
- 07part AD Asme 8Document8 pages07part AD Asme 8ingalejosNo ratings yet
- Rain Water Piping SystemDocument17 pagesRain Water Piping Systemerma ezdiani mokhy100% (1)
- Expansion Joint System PDFDocument12 pagesExpansion Joint System PDFG.SWAMINo ratings yet
- 03 180000 4800000253 SSJ Mec DRG 141004 - ADocument1 page03 180000 4800000253 SSJ Mec DRG 141004 - APalmacio DinolanNo ratings yet
- Islam Maged CVDocument9 pagesIslam Maged CVnomNo ratings yet
- 2.7 Working Near Live SwitchyardDocument3 pages2.7 Working Near Live SwitchyardYusuf Afraz100% (1)
- All Typical DWGDocument14 pagesAll Typical DWGKrishantha JayawardeneNo ratings yet