You might also like
- Handbook Flexo PDFDocument148 pagesHandbook Flexo PDFQuý Đình Mai Mai100% (4)
- FIRST 6.0: Flexographic Image Reproduction Specifications and TolerancesFrom EverandFIRST 6.0: Flexographic Image Reproduction Specifications and TolerancesNo ratings yet
- Flexo Principles & Practices 940 PageDocument940 pagesFlexo Principles & Practices 940 PageWilmer Gonzalez70% (10)
- Flexographic Printing GuideDocument52 pagesFlexographic Printing GuideFlavio Spada100% (8)
- A-Flexo Manual Vers 05-06 Training WERNER HESSDocument146 pagesA-Flexo Manual Vers 05-06 Training WERNER HESSDeniMestiWidianto100% (5)
- Flexo Trouble Shooting Coloured PDFDocument28 pagesFlexo Trouble Shooting Coloured PDFKay Thrygg83% (6)
- Printing Ink Problems-Causes and RemediesDocument21 pagesPrinting Ink Problems-Causes and Remediestiga_blas100% (3)
- Gravure Trouble Shooting GuideDocument28 pagesGravure Trouble Shooting Guidevahidpapar100% (2)
- NVC Flexographic EguideDocument21 pagesNVC Flexographic EguideBernard Andre Palacios Gomez100% (1)
- Gravure PrintingDocument63 pagesGravure Printingomkar gokhale86% (7)
- Gravure - Cylinder Spes PDFDocument66 pagesGravure - Cylinder Spes PDFamit67% (3)
- Enercon Uv Flexo Ink Adhesion For Flexible PackagingDocument8 pagesEnercon Uv Flexo Ink Adhesion For Flexible PackagingAndrei PaunNo ratings yet
- NC-PU Common Inks SystemDocument24 pagesNC-PU Common Inks SystemAdesh Gurjar71% (7)
- Ink ChemistryDocument12 pagesInk Chemistrydeepanairbalachandra0% (2)
- Compressor CT Series (DD310)Document6 pagesCompressor CT Series (DD310)sanamehNo ratings yet
- Chapter 18.1 KognityDocument11 pagesChapter 18.1 Kognityshiroi BPxTWNo ratings yet
- Vickers PVB MVB Piston PumpDocument29 pagesVickers PVB MVB Piston Pumppablo cofreNo ratings yet
- Flexo Print MistakesDocument9 pagesFlexo Print MistakesGenalyn LeonardoNo ratings yet
- Water-Based Trouble Shooting GuideDocument32 pagesWater-Based Trouble Shooting Guidejayw04wrxNo ratings yet
- Solvent Ink Parameters Flexo PrintingDocument3 pagesSolvent Ink Parameters Flexo Printingsherifamer85100% (1)
- Flint InksDocument24 pagesFlint InksshoanashokNo ratings yet
- Heidelberg CoatingDocument36 pagesHeidelberg CoatingAlexander Diaz100% (3)
- Flexo Uv Ink TroubleshootingDocument22 pagesFlexo Uv Ink TroubleshootingHiba Naser100% (1)
- Anilox RollsDocument14 pagesAnilox RollsMilos Papic100% (1)
- Anilox RollDocument37 pagesAnilox RollSudhakar Joshi100% (4)
- Basic of PackagingDocument40 pagesBasic of PackagingSathiya Raj100% (1)
- Harper Anilox RollDocument88 pagesHarper Anilox Rollsuracheted0% (1)
- Anilox ZecherDocument16 pagesAnilox ZecherJose Guerra100% (2)
- Flexographic PrintingDocument56 pagesFlexographic PrintingIvan Božić50% (2)
- Gravure Vs FlexographyDocument31 pagesGravure Vs FlexographyAkhilesh Kumar50% (2)
- Materi PrintingDocument16 pagesMateri PrintingnuryadyNo ratings yet
- UV Curing PresentationDocument26 pagesUV Curing PresentationSi Sam Jo100% (3)
- Printing Ink and Overprint VarnishDocument12 pagesPrinting Ink and Overprint VarnishHuong So luuNo ratings yet
- Basic Laminating Technology 4Document16 pagesBasic Laminating Technology 4Ronaldo latumanuwy100% (1)
- Flexo Blade AnalysisDocument6 pagesFlexo Blade AnalysisJavier Martinez CañalNo ratings yet
- Rodillos AniloxDocument2 pagesRodillos AniloxCarlos CardenasNo ratings yet
- Flexo and PackagingDocument28 pagesFlexo and PackagingFlorencia Tinta100% (4)
- Anilox SelectionDocument2 pagesAnilox SelectionTanneru Hemanth KumarNo ratings yet
- Troubleshooting Guide: GravureDocument20 pagesTroubleshooting Guide: Gravureक्षितिजNo ratings yet
- Solventless Laminator Nordmeccanica SimplexDocument9 pagesSolventless Laminator Nordmeccanica SimplexRishi SrivastavNo ratings yet
- Important Aspect of Viscosity in Gravure Printing ProcessDocument18 pagesImportant Aspect of Viscosity in Gravure Printing ProcessMakarand Dole100% (1)
- CHAPTER 3.0 - GravureDocument10 pagesCHAPTER 3.0 - GravureGiha Tardan100% (1)
- Water Based Flexo InksDocument5 pagesWater Based Flexo InksAshish JainNo ratings yet
- Reference Manual Printing and Converting PerformanceDocument74 pagesReference Manual Printing and Converting PerformanceAli HussnainNo ratings yet
- Printing Inks For Flexible PackagingDocument11 pagesPrinting Inks For Flexible PackagingSathiya Raj100% (1)
- Printing Ink and ManufactureDocument13 pagesPrinting Ink and ManufactureD Rong sa100% (1)
- A New Generation Binder For UV Offset InksDocument4 pagesA New Generation Binder For UV Offset InksBing HsiehNo ratings yet
- Unit-4 Roto PDFDocument70 pagesUnit-4 Roto PDFKristianto Mathers IIINo ratings yet
- Flexographic (2011) - Low ResDocument44 pagesFlexographic (2011) - Low ResChloe GroemeNo ratings yet
- UV Flexo - Printing Unit - BG03Document64 pagesUV Flexo - Printing Unit - BG03DeniMestiWidianto100% (2)
- DuPont v1Document40 pagesDuPont v1Raluca SpitaNo ratings yet
- Dow Ink FormulationsDocument3 pagesDow Ink FormulationskarkamalusNo ratings yet
- Flexo Vs OffsetDocument18 pagesFlexo Vs OffsetJavier Martinez CañalNo ratings yet
- UV Flexo Ink CompositionDocument9 pagesUV Flexo Ink CompositionMuhammad HalimNo ratings yet
- LaminationDocument18 pagesLaminationSiddharth SaxenaNo ratings yet
- Blown Film ManualDocument20 pagesBlown Film ManualJohn P. Bandoquillo100% (2)
- Flexo Troubleshooting Guide - 0B12 Common Printing Defects and How To Fix ThemDocument20 pagesFlexo Troubleshooting Guide - 0B12 Common Printing Defects and How To Fix Themyfontalv100% (1)
- Gravure Printing Atoz 2013 PDFDocument59 pagesGravure Printing Atoz 2013 PDFAlmir Machado0% (1)
- Inking Methodology Info SheetDocument3 pagesInking Methodology Info SheetSathiya RajNo ratings yet
- Printing Inks For Flexible PackagingDocument11 pagesPrinting Inks For Flexible PackagingSathiya Raj100% (1)
- InksDocument25 pagesInksSathiya RajNo ratings yet
- Basic of PackagingDocument40 pagesBasic of PackagingSathiya Raj100% (1)
- Gravure Printing Atoz 2013 PDFDocument59 pagesGravure Printing Atoz 2013 PDFAlmir Machado0% (1)
- 8 - MrSangSooSeo PSPCDocument36 pages8 - MrSangSooSeo PSPCigeorge79No ratings yet
- NewbuildingUniversalPrimers WhitePaperDocument4 pagesNewbuildingUniversalPrimers WhitePapermkccm100% (1)
- AluminiumDocument31 pagesAluminiumsamuelNo ratings yet
- Fourier Theory Made Easy (?)Document30 pagesFourier Theory Made Easy (?)gaurav_juneja_4No ratings yet
- William Craig Brydwell-Modern Methods For Lipid Analysis-TEASER-AOCS Publishing (2005)Document583 pagesWilliam Craig Brydwell-Modern Methods For Lipid Analysis-TEASER-AOCS Publishing (2005)elizabeth ramos cruzNo ratings yet
- Algebra Worksheets 6th Grade Worksheet 3Document7 pagesAlgebra Worksheets 6th Grade Worksheet 3guptadevesh200No ratings yet
- Chapter 5: Classic & Smart Styrene: Presentation Petrochemical Production ProcessDocument14 pagesChapter 5: Classic & Smart Styrene: Presentation Petrochemical Production ProcesssamtomNo ratings yet
- Stud Welding Stud and Ferrule CatalogDocument107 pagesStud Welding Stud and Ferrule Catalogkoulis13No ratings yet
- Misconception On OrbitalsDocument2 pagesMisconception On OrbitalsEdcademiaNo ratings yet
- Utilities 3Document530 pagesUtilities 3Ojhi Gonzales SalcedoNo ratings yet
- Energetics MCQDocument6 pagesEnergetics MCQCenturo VinNo ratings yet
- Wrapping & Coating Code Is 15337Document17 pagesWrapping & Coating Code Is 15337Bishwanath Sanfui100% (1)
- Con Cent Eric Tube Heat ExchangerDocument15 pagesCon Cent Eric Tube Heat ExchangerAmr BanawanNo ratings yet
- A Project Report On: Single Axis Solar TrackerDocument47 pagesA Project Report On: Single Axis Solar TrackerzizoNo ratings yet
- Robustness of Logit Analysis: Unobserved Heterogeneity and Misspecified DisturbancesDocument14 pagesRobustness of Logit Analysis: Unobserved Heterogeneity and Misspecified DisturbancesAditya Agung SatrioNo ratings yet
- Conrete Durability - SAICE JournalDocument8 pagesConrete Durability - SAICE JournalDevon CressyNo ratings yet
- ArukupuuuuuuuuuuuuuDocument11 pagesArukupuuuuuuuuuuuuuGlaiza LacsonNo ratings yet
- Crown Pillar Optimization For Surface To Underground Mine Transition in Erzincan/Bizmisen Iron MineDocument11 pagesCrown Pillar Optimization For Surface To Underground Mine Transition in Erzincan/Bizmisen Iron MineedwinpenadillomejiaNo ratings yet
- Ratios and ProportionsDocument18 pagesRatios and ProportionsXalvien VouganvilleNo ratings yet
- 2nd Summative Test in Mathematics (q3)Document1 page2nd Summative Test in Mathematics (q3)she100% (1)
- Enriquez Rovie C. ThermochemistryDocument9 pagesEnriquez Rovie C. ThermochemistryENRIQUEZ, ROVIE C.No ratings yet
- A New Model of Electromechanical Relays For Predicting The Motion and Electromagnetic DynamicsDocument9 pagesA New Model of Electromechanical Relays For Predicting The Motion and Electromagnetic DynamicsALFREDO MINDIOLANo ratings yet
- Podiform Chromite - Mineral Deposit Profiles, B.C. Geological SurveyDocument4 pagesPodiform Chromite - Mineral Deposit Profiles, B.C. Geological SurveyRatna QiaNo ratings yet
- 3D Basin and Petroleum System Modelling of Northern North SeaDocument17 pages3D Basin and Petroleum System Modelling of Northern North SeawahyuNo ratings yet
- C 408 - 88 R99 QzqwoaDocument4 pagesC 408 - 88 R99 QzqwoaMarceloNo ratings yet
- New Results For Pearson Type III Family of Distributions and Application in Wireless Power TransferDocument12 pagesNew Results For Pearson Type III Family of Distributions and Application in Wireless Power TransferDaniel SemproyectNo ratings yet
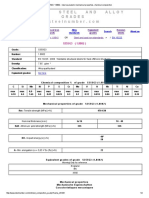
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10225Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10225farshid KarpasandNo ratings yet
- Isaac Asimov - NightfallDocument21 pagesIsaac Asimov - Nightfallhirannik100% (5)