You might also like
- Boiler Chemical Cleaning ProcedureDocument11 pagesBoiler Chemical Cleaning ProcedureDangol92% (12)
- Astm A352Document5 pagesAstm A352depeche1modeNo ratings yet
- B471 2014inhibitors and Antimicrobial Residues in Milk and Milk Products - CAT - rts6zg 1Document16 pagesB471 2014inhibitors and Antimicrobial Residues in Milk and Milk Products - CAT - rts6zg 1BixzgbNo ratings yet
- 814 1991Document32 pages814 1991Balasubramanian Singaravelu100% (1)
- Experiment 1 - G13Document22 pagesExperiment 1 - G13Allan ChongNo ratings yet
- IRSM-28-12 Final DraftDocument43 pagesIRSM-28-12 Final DraftShiv PandeyNo ratings yet
- IRSM-28-12 Draft PDFDocument42 pagesIRSM-28-12 Draft PDFLaxmidhar ModiNo ratings yet
- Final Draft IRS M-28-2020Document34 pagesFinal Draft IRS M-28-2020Utsav UniyalNo ratings yet
- Reasoned Document IRS M-28-2020Document42 pagesReasoned Document IRS M-28-2020Metal deptNo ratings yet
- 814Document30 pages814prasenjitsayantanNo ratings yet
- Irsm 46 2012Document28 pagesIrsm 46 2012Rakesh Srivastava100% (3)
- IRSM-46-13 With Amendment 2016Document29 pagesIRSM-46-13 With Amendment 2016Våïbhäv Çhåühåñ100% (1)
- Final Draft IRS M-39-2020Document27 pagesFinal Draft IRS M-39-2020sanoj kaushikNo ratings yet
- Welding CodeDocument14 pagesWelding CodeKureiNo ratings yet
- Lesson X Specification No. DescriptionDocument1 pageLesson X Specification No. DescriptioncrysNo ratings yet
- A 352 - A 352M - 03 Qtm1mi9bmzuytqDocument6 pagesA 352 - A 352M - 03 Qtm1mi9bmzuytqPrakash MakadiaNo ratings yet
- Welding StandardsDocument14 pagesWelding Standardsrusf123100% (1)
- Sa 352Document8 pagesSa 352ismaelarchilacastilloNo ratings yet
- Aws A5Document5 pagesAws A5Omid BeygiNo ratings yet
- Deformed and Plain Stainless Steel Wire and Welded Wire For Concrete ReinforcementDocument9 pagesDeformed and Plain Stainless Steel Wire and Welded Wire For Concrete ReinforcementAcácio AlvesNo ratings yet
- Usefull List Welding CodeDocument8 pagesUsefull List Welding CodeWael MansourNo ratings yet
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionRajesh AutorajeshNo ratings yet
- Astm B633 19Document4 pagesAstm B633 19Satish JadhavNo ratings yet
- Welding Electrode Complete Guide (Includes Charts)Document15 pagesWelding Electrode Complete Guide (Includes Charts)Robert DelafosseNo ratings yet
- Usability Designators FCAWDocument5 pagesUsability Designators FCAWAnonymous dh6DITNo ratings yet
- Notes On Welding & Metal CuttingDocument69 pagesNotes On Welding & Metal CuttingSaptarshi PalNo ratings yet
- IRSM 39-2001 With Amendment 2016Document39 pagesIRSM 39-2001 With Amendment 2016Våïbhäv Çhåühåñ100% (1)
- Normas de SoldaduraDocument10 pagesNormas de Soldadurajaime quinteroNo ratings yet
- IRS M-46-2020 For Welding Consumables - MIG WireDocument27 pagesIRS M-46-2020 For Welding Consumables - MIG Wirevarun sainiNo ratings yet
- SHS WeldingDocument44 pagesSHS Weldingamarkhamhgnl100% (1)
- List of AWSDocument5 pagesList of AWSkoneidinNo ratings yet
- Aluminium Conductor For Overhead Transmission Purposes - SpecificationDocument11 pagesAluminium Conductor For Overhead Transmission Purposes - Specificationmanir_b4u2002No ratings yet
- Indian Standard I: Covered Electrodes For Manual Metal Arc Welding of Carbon and Carbon Manganese Steel - SpecificationDocument30 pagesIndian Standard I: Covered Electrodes For Manual Metal Arc Welding of Carbon and Carbon Manganese Steel - SpecificationchepurthiNo ratings yet
- Indian Standard I: Covered Electrodes For Manual Metal Arc Welding of Carbon and Carbon Manganese Steel - SpecificationDocument27 pagesIndian Standard I: Covered Electrodes For Manual Metal Arc Welding of Carbon and Carbon Manganese Steel - SpecificationStarla HillNo ratings yet
- Basic Welding EngineeringDocument60 pagesBasic Welding EngineeringYuwantoniAlNo ratings yet
- A 358 - A 358M - 04 - Qtm1oc9bmzu4tqDocument7 pagesA 358 - A 358M - 04 - Qtm1oc9bmzu4tqYorman TorresNo ratings yet
- ASMECodesDocument7 pagesASMECodesEng UlaNo ratings yet
- List of Welding CodesDocument6 pagesList of Welding Codesnfas100% (1)
- Aluminiumconductorforoverhead Transmissionpurposes-SpecificationDocument12 pagesAluminiumconductorforoverhead Transmissionpurposes-SpecificationSINU0607IITEEENo ratings yet
- Disclosure To Promote The Right To InformationDocument21 pagesDisclosure To Promote The Right To InformationgovimanoNo ratings yet
- A234A234M-15 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Service PDFDocument9 pagesA234A234M-15 Standard Specification For Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature Service PDFRony YudaNo ratings yet
- wj1106 54Document5 pageswj1106 54koner_debasishNo ratings yet
- Códigos de SoldaduraDocument16 pagesCódigos de SoldadurarenemolinaledezmaNo ratings yet
- AWS Standards Complete List 0503Document4 pagesAWS Standards Complete List 0503Ron GoolsbyNo ratings yet
- Id Number Title Year OrganizationDocument34 pagesId Number Title Year OrganizationSaravana kumar NagarajanNo ratings yet
- 4454 1 PDFDocument12 pages4454 1 PDFJessica Harrington0% (1)
- Sa-182 Forgings PDFDocument17 pagesSa-182 Forgings PDFSalmanNo ratings yet
- Q1, Module 1, Lesson 2Document10 pagesQ1, Module 1, Lesson 2Jerome A. GomezNo ratings yet
- List of Welding CodesDocument6 pagesList of Welding Codesagung purnamaNo ratings yet
- Guidelines For Specification, Welding and Inspection of Stainless Alloy PipingDocument19 pagesGuidelines For Specification, Welding and Inspection of Stainless Alloy Pipingafr5364No ratings yet
- Sample WPS SMAW Stainless SteelDocument7 pagesSample WPS SMAW Stainless Steeldaemsal100% (4)
- ASTM A352 18aDocument7 pagesASTM A352 18aKelly BatesNo ratings yet
- How To Weld "T-1" Constructional Alloy Steels: ForewordDocument12 pagesHow To Weld "T-1" Constructional Alloy Steels: ForewordjoseritoNo ratings yet
- Steel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceDocument5 pagesSteel Castings, Ferritic and Martensitic, For Pressure-Containing Parts, Suitable For Low-Temperature ServiceAnant RubadeNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Machining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesFrom EverandMachining of Stainless Steels and Super Alloys: Traditional and Nontraditional TechniquesNo ratings yet
- Weldingposition 2Document1 pageWeldingposition 2Sadashiva sahooNo ratings yet
- Print Image - Tif (1 Page)Document1 pagePrint Image - Tif (1 Page)Sadashiva sahooNo ratings yet
- BELTING10Document1 pageBELTING10Sadashiva sahooNo ratings yet
- Roller Beds at PEMADocument8 pagesRoller Beds at PEMASadashiva sahooNo ratings yet
- BELT7Document1 pageBELT7Sadashiva sahooNo ratings yet
- BELT4Document1 pageBELT4Sadashiva sahooNo ratings yet
- BELTING9Document1 pageBELTING9Sadashiva sahooNo ratings yet
- BELT6Document1 pageBELT6Sadashiva sahooNo ratings yet
- GEAR1Document1 pageGEAR1Sadashiva sahooNo ratings yet
- BELT3Document1 pageBELT3Sadashiva sahooNo ratings yet
- BELT5Document1 pageBELT5Sadashiva sahooNo ratings yet
- BEARING2Document1 pageBEARING2Sadashiva sahooNo ratings yet
- BELT1Document1 pageBELT1Sadashiva sahooNo ratings yet
- BEARING1Document1 pageBEARING1Sadashiva sahooNo ratings yet
- BEARING4Document1 pageBEARING4Sadashiva sahooNo ratings yet
- BEARING6Document1 pageBEARING6Sadashiva sahooNo ratings yet
- BEARING7Document1 pageBEARING7Sadashiva sahooNo ratings yet
- BELT2Document1 pageBELT2Sadashiva sahooNo ratings yet
- Comparison of BS and BSEN For Steel Simplified VersionDocument19 pagesComparison of BS and BSEN For Steel Simplified VersionSadashiva sahooNo ratings yet
- BEARING3Document1 pageBEARING3Sadashiva sahooNo ratings yet
- Esab 309lmo Ok 67.68Document1 pageEsab 309lmo Ok 67.68Sadashiva sahooNo ratings yet
- Assembly of Mechanical Components: Prepared by Approved byDocument33 pagesAssembly of Mechanical Components: Prepared by Approved bySadashiva sahooNo ratings yet
- Chain SlingDocument1 pageChain SlingSadashiva sahooNo ratings yet
- OK 67.60 Esab 309LcDocument1 pageOK 67.60 Esab 309LcSadashiva sahooNo ratings yet
- Lubrication SMBA01 SAMV10Document30 pagesLubrication SMBA01 SAMV10Sadashiva sahooNo ratings yet
- Ok 67.67 Esab 309Document1 pageOk 67.67 Esab 309Sadashiva sahooNo ratings yet
- OK 67.70 ESAB 309moDocument1 pageOK 67.70 ESAB 309moSadashiva sahooNo ratings yet
- Stainless SteelDocument1 pageStainless SteelSadashiva sahoo100% (1)
- OK Band/Flux For Stainless SteelDocument2 pagesOK Band/Flux For Stainless SteelSadashiva sahooNo ratings yet
- Ok 68.55Document1 pageOk 68.55Sadashiva sahooNo ratings yet
- En Sofraden Blades Mixer Mib-MicDocument4 pagesEn Sofraden Blades Mixer Mib-MicreyesdavidNo ratings yet
- Chemistry Investigatory Project: Topic: Effect of Potassium Bisulphite As Good PreservativeDocument17 pagesChemistry Investigatory Project: Topic: Effect of Potassium Bisulphite As Good PreservativeLIVING GOD100% (1)
- Novel Herbal Drug Microsphere Types of Preparation Characterization and Application A ReviewDocument5 pagesNovel Herbal Drug Microsphere Types of Preparation Characterization and Application A ReviewEditor IJTSRDNo ratings yet
- Test 2 Aiatsoymed17t08Document32 pagesTest 2 Aiatsoymed17t08jaat jiNo ratings yet
- Acid DyeDocument9 pagesAcid DyeShresha DasNo ratings yet
- PCE Lecture 3 2 HeatTransfer TemperatureProfilesDocument16 pagesPCE Lecture 3 2 HeatTransfer TemperatureProfilesDaniel MarkNo ratings yet
- Optimal Conditions For Bromelain ExtractDocument8 pagesOptimal Conditions For Bromelain ExtractMehdi BnsNo ratings yet
- Surface Coating IndustryDocument21 pagesSurface Coating IndustryAliNo ratings yet
- Hot Water Extractable Acidity or Alkalinity of Paper Reaffirmation of T 428 Om 08 No Changes From Draft 1Document6 pagesHot Water Extractable Acidity or Alkalinity of Paper Reaffirmation of T 428 Om 08 No Changes From Draft 1Mark Vincent Jayson BaliñaNo ratings yet
- Local Media1517288073957587194Document29 pagesLocal Media1517288073957587194Annie Bagalacsa Cepe-Teodoro100% (1)
- Biopharm Unit 4Document24 pagesBiopharm Unit 4Dudekula SidduNo ratings yet
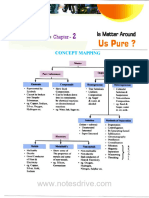
- Chapter 2 Is Matter Around Us Pure NotesDocument16 pagesChapter 2 Is Matter Around Us Pure NotesManjusha MathewNo ratings yet
- Chemistry The Molecular Nature of Matter 7th Edition Jespersen Solutions ManualDocument22 pagesChemistry The Molecular Nature of Matter 7th Edition Jespersen Solutions Manualbeyradicantdays100% (32)
- Free Energy and The Equilibrium Constant: Learning ObjectivesDocument42 pagesFree Energy and The Equilibrium Constant: Learning Objectivesasad balochNo ratings yet
- The List of The Chemistry ApparatusDocument7 pagesThe List of The Chemistry ApparatusHannaNo ratings yet
- Anticancer Potency of N (4) - Ring Incorporated-5-Methoxyisatin ThiosemicarbazonesDocument13 pagesAnticancer Potency of N (4) - Ring Incorporated-5-Methoxyisatin ThiosemicarbazonesGustavo MartinsNo ratings yet
- Drainage and Water Management: Concrete PipesDocument32 pagesDrainage and Water Management: Concrete PipesDan TomoiagaNo ratings yet
- Zhao 2019Document29 pagesZhao 2019GabrielNo ratings yet
- Qualitative Analysis NotesDocument1 pageQualitative Analysis NotesNaseema MalikNo ratings yet
- Process Intensification and Integration For Sustainable DesignDocument334 pagesProcess Intensification and Integration For Sustainable DesignBen AmerNo ratings yet
- Adsorption, Elution and Other IH ProceduresDocument18 pagesAdsorption, Elution and Other IH Proceduresbetsy jonahsNo ratings yet
- Prac Manual CHE10001-CHE10004 PDFDocument77 pagesPrac Manual CHE10001-CHE10004 PDFNicole Marie IlaganNo ratings yet
- Ethyl Vanillin RM COA - 028Document1 pageEthyl Vanillin RM COA - 028ASHOK KUMAR LENKANo ratings yet
- Melahn - PHD Thesis - Final-AugmentedDocument162 pagesMelahn - PHD Thesis - Final-AugmentedOmid LarkiNo ratings yet
- ASTM D4060.tzep1589Document5 pagesASTM D4060.tzep1589Kevin XuNo ratings yet
- Manual: Functions, Operation and MaintenanceDocument23 pagesManual: Functions, Operation and MaintenanceBakhtiyar AhmedovNo ratings yet
- Atomic STR Theory by PARAMVEER SIRDocument100 pagesAtomic STR Theory by PARAMVEER SIRRisky GamerzNo ratings yet