You might also like
- Surface & Coatings Technology: Volume 27-29From EverandSurface & Coatings Technology: Volume 27-29J. P. G. FarrRating: 5 out of 5 stars5/5 (1)
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsFrom EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNo ratings yet
- Chromate Conversion Coatings On Aluminium - Influences of AlloyingDocument16 pagesChromate Conversion Coatings On Aluminium - Influences of AlloyingDaniel Alfonso Moreno VerbelNo ratings yet
- FBE Testleri - DeFelskoDocument54 pagesFBE Testleri - DeFelskoÖzgür TuştaşNo ratings yet
- Thermoplastic Aromatic Polymer Composites: A Study of the Structure, Processing and Properties of Carbon Fibre Reinforced Polyetheretherketone and Related MaterialsFrom EverandThermoplastic Aromatic Polymer Composites: A Study of the Structure, Processing and Properties of Carbon Fibre Reinforced Polyetheretherketone and Related MaterialsNo ratings yet
- Design for additive manufacturing A Clear and Concise ReferenceFrom EverandDesign for additive manufacturing A Clear and Concise ReferenceNo ratings yet
- Viscosity Conversion TableDocument1 pageViscosity Conversion TabledanielicoNo ratings yet
- Explaining Product Data Sheet InformationDocument0 pagesExplaining Product Data Sheet InformationeraswastaNo ratings yet
- Mil DTL 53022C PDFDocument22 pagesMil DTL 53022C PDFJeffrey EsmurriasNo ratings yet
- Darryl L Ulrich - Association For Finishing Processes of SME - User's Guide To Powder Coating-Society of Manufacturing Engineers (1993)Document132 pagesDarryl L Ulrich - Association For Finishing Processes of SME - User's Guide To Powder Coating-Society of Manufacturing Engineers (1993)PhucNo ratings yet
- Powder Coating GuideDocument35 pagesPowder Coating Guidegcldesign100% (1)
- Guide to Selecting Powder Coatings for SubstratesDocument29 pagesGuide to Selecting Powder Coatings for SubstratesThanh Nguyen100% (1)
- Guide - Selection Eletrostatic Powder CoatingsDocument116 pagesGuide - Selection Eletrostatic Powder CoatingsDaniel de AssisNo ratings yet
- Electrodeposition of Coatings, Part V: Surface Defects: Oatings LinicDocument1 pageElectrodeposition of Coatings, Part V: Surface Defects: Oatings LinicMaddyNo ratings yet
- Injection Molding - Why & How To Do Gate-Seal Experiments - Plastics TechnologyDocument4 pagesInjection Molding - Why & How To Do Gate-Seal Experiments - Plastics TechnologySandeep LeeNo ratings yet
- Hard Chrome ReplacementDocument7 pagesHard Chrome ReplacementPhu, Le HuuNo ratings yet
- PV 1058 (2010)Document4 pagesPV 1058 (2010)Matthew TaylorNo ratings yet
- The Powder Coaters ManualDocument209 pagesThe Powder Coaters ManualOvation Audio Labs100% (4)
- @powder Coating PDFDocument198 pages@powder Coating PDFArifDarmawan100% (2)
- Physical Vapour DepositionDocument3 pagesPhysical Vapour Depositiontessaro1823No ratings yet
- Polyurea Vs Polyurethane & Polyurethane Polyurea What's The DifferenceDocument20 pagesPolyurea Vs Polyurethane & Polyurethane Polyurea What's The Differencemiguel100% (1)
- CrO3 Alternatives in Decorative and Functional Plating PDFDocument22 pagesCrO3 Alternatives in Decorative and Functional Plating PDFLukeNo ratings yet
- What is Electropolishing and Why is it UsedDocument4 pagesWhat is Electropolishing and Why is it Usedgopinath_rgsNo ratings yet
- Hard Chrome PlatingDocument2 pagesHard Chrome PlatingGuru SamyNo ratings yet
- Phosphate Conversion CoatingDocument2 pagesPhosphate Conversion Coatingeng suraNo ratings yet
- Powder Coating Process and Applications ExplainedDocument15 pagesPowder Coating Process and Applications ExplainedArsalan Khalid50% (2)
- Metal Finishing NovDec2012Document60 pagesMetal Finishing NovDec2012anacrisst100% (1)
- (European Coatings TECH FILES) Et Al. - Sander, Jörg - Anticorrosive Coatings Fundamental and New Concepts-Vincentz Network (2014)Document218 pages(European Coatings TECH FILES) Et Al. - Sander, Jörg - Anticorrosive Coatings Fundamental and New Concepts-Vincentz Network (2014)Arthur ThiesenNo ratings yet
- TALAT Lecture 5204: Organic Coating of AluminiumDocument17 pagesTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNo ratings yet
- Paint DefectsDocument6 pagesPaint DefectsAnandNo ratings yet
- Powder CoatingDocument6 pagesPowder CoatingJonathan Cecil FernandoNo ratings yet
- Manual Liquid Electrostatic Spray Gun - OTSON - DM - OTS - 3000!3!0Document8 pagesManual Liquid Electrostatic Spray Gun - OTSON - DM - OTS - 3000!3!0otsontek9227No ratings yet
- Powder Coatings Technical From AkzonobelDocument64 pagesPowder Coatings Technical From AkzonobelAnilkumar ParmarNo ratings yet
- Mixing Solutions Viscosity GuideDocument1 pageMixing Solutions Viscosity GuidenhunhuNo ratings yet
- Concise Guide To Powder CoatingDocument32 pagesConcise Guide To Powder CoatingUgoRibeiroNo ratings yet
- A Guide To High Performance Powder Coating by Utech Bob ZDocument377 pagesA Guide To High Performance Powder Coating by Utech Bob ZánhNo ratings yet
- HVOF Solutions GB1Document16 pagesHVOF Solutions GB1Adhi NugrohoNo ratings yet
- Electrodeposition Andreas Tolz PPGDocument14 pagesElectrodeposition Andreas Tolz PPGAndi MusdalifahNo ratings yet
- Electrostatic Powder PaintingDocument9 pagesElectrostatic Powder PaintingfirdausNo ratings yet
- PolymerFoamsLecture2 2015Document26 pagesPolymerFoamsLecture2 2015JonathanDianNo ratings yet
- Barriers of Protections BrochureDocument8 pagesBarriers of Protections BrochureJaime Rousseau TNo ratings yet
- BECKOPOX EM 2120w - Allnex - Bilingual 27 FebDocument15 pagesBECKOPOX EM 2120w - Allnex - Bilingual 27 FebDhruv Sevak100% (1)
- Advantages of Powder Coating vs. Wet PaintDocument6 pagesAdvantages of Powder Coating vs. Wet PaintAlekxNo ratings yet
- An Overview of Hard Chromium Plating Using Trivalent ChromiumDocument9 pagesAn Overview of Hard Chromium Plating Using Trivalent ChromiumthuronNo ratings yet
- Optimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoDocument10 pagesOptimizing Catalytic Drying of Paints and Varnishes Case Study at SmaltoKAVYANSH SAXENANo ratings yet
- Zinc Phosphating Process OverviewDocument9 pagesZinc Phosphating Process OverviewKiran Shetty100% (1)
- Zinc Flake Coating Ex GeometDocument7 pagesZinc Flake Coating Ex GeometRoter DiamNo ratings yet
- Thermal Barrier CoatingDocument16 pagesThermal Barrier CoatingSham Sundar100% (1)
- Session 5-Thermal Spray Coatings For Corrosion Protection-What You Need To KnowDocument48 pagesSession 5-Thermal Spray Coatings For Corrosion Protection-What You Need To KnowBala SingamNo ratings yet
- Aminecuringofepoxyresins PCI June06Document7 pagesAminecuringofepoxyresins PCI June06Uber Notty100% (1)
- TALAT Lecture 5201: Aluminium Surface PretreatmentDocument12 pagesTALAT Lecture 5201: Aluminium Surface PretreatmentCORE Materials100% (1)
- Powder Coating Safety PDFDocument12 pagesPowder Coating Safety PDFYashwant RajeshirkeNo ratings yet
- shinEtsuRubber PDFDocument12 pagesshinEtsuRubber PDFAmier FaudziNo ratings yet
- Rubber LiningDocument2 pagesRubber Liningtolis-gefNo ratings yet
- A3 Management: Lean Enterprise Program UCSD ExtensionDocument71 pagesA3 Management: Lean Enterprise Program UCSD Extensionstolen mechieducNo ratings yet
- KPI - Production Function: Ananth PalaniappanDocument6 pagesKPI - Production Function: Ananth PalaniappangcldesignNo ratings yet
- Ananth Palaniappan: Where To Spot The Improvement Opportunities in A Manufacturing Company?Document7 pagesAnanth Palaniappan: Where To Spot The Improvement Opportunities in A Manufacturing Company?gcldesignNo ratings yet
- Quality Maintenance: 7. Maintain ConditionsDocument7 pagesQuality Maintenance: 7. Maintain ConditionsgcldesignNo ratings yet
- Precise Accurate: YokotenDocument40 pagesPrecise Accurate: YokotengcldesignNo ratings yet
- Results of SMEDDocument5 pagesResults of SMEDgcldesignNo ratings yet
- 1680647564997Document43 pages1680647564997gcldesignNo ratings yet
- 6.4 Process CapabilityDocument13 pages6.4 Process CapabilitychuszNo ratings yet
- Just in Time (Jit), Lean, and Toyota Production System (TPS)Document24 pagesJust in Time (Jit), Lean, and Toyota Production System (TPS)gcldesignNo ratings yet
- 1import Process in GST Regime1Document1 page1import Process in GST Regime1NabiNo ratings yet
- Most Meetings Suck!: A Quick Guide On How To & How NOT To Conduct O Ce Meetings!Document10 pagesMost Meetings Suck!: A Quick Guide On How To & How NOT To Conduct O Ce Meetings!gcldesignNo ratings yet
- Kaizenclub Course TestimonialsDocument13 pagesKaizenclub Course TestimonialsgcldesignNo ratings yet
- How To Identify: BottlenecksDocument9 pagesHow To Identify: BottlenecksgcldesignNo ratings yet
- UntitledDocument13 pagesUntitledkhosrow kamraniNo ratings yet
- 22 2 Manual Work GST Note 2458404 Import Data Dictionary StepsDocument5 pages22 2 Manual Work GST Note 2458404 Import Data Dictionary StepsgcldesignNo ratings yet
- 24.1 Manual Work GST Note 2482854 Invoice - Form - Field - MappingDocument5 pages24.1 Manual Work GST Note 2482854 Invoice - Form - Field - MappinggcldesignNo ratings yet
- Import Customizing StepsDocument12 pagesImport Customizing StepsVenkat GudipatiNo ratings yet
- TPM How It Can WorkDocument55 pagesTPM How It Can WorkBathuka ChukaNo ratings yet
- Post Implementation Steps: 1. Steps For Creating PF Status J - 1IG - STO - STATDocument5 pagesPost Implementation Steps: 1. Steps For Creating PF Status J - 1IG - STO - STATjeffagaduNo ratings yet
- SOP - Inbound Delivery (IBD) CreationDocument42 pagesSOP - Inbound Delivery (IBD) CreationgcldesignNo ratings yet
- Universal 5S PosterDocument3 pagesUniversal 5S PostergcldesignNo ratings yet
- Standard Operating Procedure (SOP) For Shipping An Outbound PackageDocument15 pagesStandard Operating Procedure (SOP) For Shipping An Outbound PackagegcldesignNo ratings yet
- BS Iso 11408Document14 pagesBS Iso 11408Shahadatuliskandar RosliNo ratings yet
- B-2 Industrial and Systems Engineering Body of Knowledge 2021Document60 pagesB-2 Industrial and Systems Engineering Body of Knowledge 2021Rahmaniyah Dwi AstutiNo ratings yet
- Common Vision For Your Organization: How To Define ADocument5 pagesCommon Vision For Your Organization: How To Define AgcldesignNo ratings yet
- PQCDSM KPI Definitions. Part 3 - Continuously Improving ManufacturingDocument26 pagesPQCDSM KPI Definitions. Part 3 - Continuously Improving ManufacturinggcldesignNo ratings yet
- SOP - Inbound Delivery (IBD) CreationDocument42 pagesSOP - Inbound Delivery (IBD) CreationgcldesignNo ratings yet
- PQCDSM KPI Definitions. Part 2 - Continuously Improving ManufacturingDocument34 pagesPQCDSM KPI Definitions. Part 2 - Continuously Improving ManufacturinggcldesignNo ratings yet
- Engineering Policy and Procedure Page 1 of 23 Approvals Title Signature Date Revisions Rev. Paragraph No. Description by Date Approved DateDocument23 pagesEngineering Policy and Procedure Page 1 of 23 Approvals Title Signature Date Revisions Rev. Paragraph No. Description by Date Approved DategcldesignNo ratings yet
- PQCDSM KPI Definitions - Continuously Improving ManufacturingDocument13 pagesPQCDSM KPI Definitions - Continuously Improving ManufacturinggcldesignNo ratings yet
- PLO4, CLO3, C4: Rubrics For AssessmentDocument2 pagesPLO4, CLO3, C4: Rubrics For Assessmentbook wormNo ratings yet
- Construction materials price list from local suppliersDocument6 pagesConstruction materials price list from local suppliersicNo ratings yet
- Technical Datasheet: ENGUARD™ BP 75 ARF Multi Purpose Bonding Paste With FibresDocument2 pagesTechnical Datasheet: ENGUARD™ BP 75 ARF Multi Purpose Bonding Paste With FibresFernando Cesar PérezNo ratings yet
- Bill of MaterialDocument11 pagesBill of MaterialMuhammad FikriNo ratings yet
- Slide Plate ApplicationsDocument2 pagesSlide Plate ApplicationsvietrossNo ratings yet
- Buyersgu PDFDocument528 pagesBuyersgu PDFdgkmurtiNo ratings yet
- An Experimental Study On Construction and Demolition WasteDocument6 pagesAn Experimental Study On Construction and Demolition WasteDEEPAK KUMAR SINGHNo ratings yet
- Prof (1) - Zahid Ahmad Siddiqi Formwork Design-IIIDocument32 pagesProf (1) - Zahid Ahmad Siddiqi Formwork Design-IIIasdasNo ratings yet
- Prospekt TH80 EnglischDocument2 pagesProspekt TH80 EnglischAbdoOmarNo ratings yet
- C-OSG General - DrillsDocument134 pagesC-OSG General - DrillsscarfomaNo ratings yet
- ACI Manuals and Standards ListDocument20 pagesACI Manuals and Standards ListVELOCIRAPTORANo ratings yet
- Compound Wall South Side - RevisedDocument39 pagesCompound Wall South Side - RevisedRajib MaharjanNo ratings yet
- Tabel MaterialDocument19 pagesTabel MaterialBang OchimNo ratings yet
- Alltek: An Internal Finish For Walls & Ceilings, Designed To Replace Gypsum Based PlasterDocument3 pagesAlltek: An Internal Finish For Walls & Ceilings, Designed To Replace Gypsum Based PlasterTinasheNo ratings yet
- PwpsDocument2 pagesPwpsTony Tony67% (3)
- Beam and Slab Floor SystemDocument33 pagesBeam and Slab Floor SystemmuskanNo ratings yet
- Sodium Silicate A Binder For The 21st Century PDFDocument6 pagesSodium Silicate A Binder For The 21st Century PDFZen AlkaffNo ratings yet
- GTC CivilDocument1 pageGTC CivilRadulescu AndreiNo ratings yet
- EPP Surface Preparation NetDocument5 pagesEPP Surface Preparation Netumunera2997No ratings yet
- Engineering Materials - Mechanical Engineering Multiple Choice Questions and Answers For Competitive ExamsDocument37 pagesEngineering Materials - Mechanical Engineering Multiple Choice Questions and Answers For Competitive Examsahmish kabbaxeNo ratings yet
- Amphenol: Amphenol /pyle Industrial Connectors Star-Line, Star-Line EX, Star-LokDocument85 pagesAmphenol: Amphenol /pyle Industrial Connectors Star-Line, Star-Line EX, Star-Lokrolando laffontNo ratings yet
- PresentationDocument2 pagesPresentation076bch031.ritishaNo ratings yet
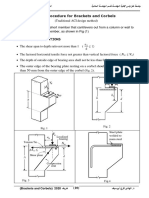
- Brackets and Corbels ACI 318 L # 1Document7 pagesBrackets and Corbels ACI 318 L # 1soran azizNo ratings yet
- Engineering Specification: User: E&P/Gerlog/Gemat Project: UnitDocument129 pagesEngineering Specification: User: E&P/Gerlog/Gemat Project: UnitAlexandre PortoNo ratings yet
- Top Construction Companies in the PhilippinesDocument15 pagesTop Construction Companies in the PhilippinesJoms Jac AbajaNo ratings yet
- Midhani Recruitment 2021 of Non ExecutivesDocument6 pagesMidhani Recruitment 2021 of Non ExecutivesRajesh K KumarNo ratings yet
- Nucleotec 2222Document2 pagesNucleotec 2222Marco MorenoNo ratings yet
- MS 01 180Document88 pagesMS 01 180DucVikingNo ratings yet
- Complete: HandbookDocument776 pagesComplete: HandbookLuis Torres GalmesNo ratings yet
- Civil Engineering Objective Type Questions by S.S.bhavi - by Civildatas - Blogspot.inDocument764 pagesCivil Engineering Objective Type Questions by S.S.bhavi - by Civildatas - Blogspot.inSuir IsahuNo ratings yet