You might also like
- F CompressedDocument94 pagesF CompressedmooninjaNo ratings yet
- Giantslayer - 06 - Shadow of The Storm Tyrant - Interactive MapDocument5 pagesGiantslayer - 06 - Shadow of The Storm Tyrant - Interactive MapMarco CampusNo ratings yet
- 08 - Kyocera Boring 2010-2011 (ENG) PDFDocument88 pages08 - Kyocera Boring 2010-2011 (ENG) PDFAdityaKocharNo ratings yet
- F BoringDocument92 pagesF BoringEko KiswoyoNo ratings yet
- TGS PC21 FINAL-mergedDocument1 pageTGS PC21 FINAL-mergedmohamed sidkyNo ratings yet
- Setting On MONITOUCH: System SystemDocument3 pagesSetting On MONITOUCH: System Systemmobile switchNo ratings yet
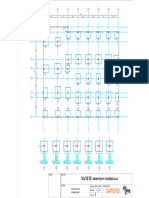
- Foundation NotesDocument1 pageFoundation NotesParthasarathy SarathyNo ratings yet
- Footing Details of The BuildingDocument1 pageFooting Details of The BuildingNagabhushanamNo ratings yet
- Plan Fondation MateteDocument1 pagePlan Fondation Mateteabelmanzambi22No ratings yet
- KitchenDocument1 pageKitchenAhmed MoharramNo ratings yet
- Case 595 Schematic DiagramsDocument44 pagesCase 595 Schematic Diagramsmarjan43No ratings yet
- Fusebox B002 Cab LHDocument1 pageFusebox B002 Cab LHAlfonso AlvarezNo ratings yet
- Johann Sebastian Bach: DC-10-30 Papermodel KLM Livery BetaDocument20 pagesJohann Sebastian Bach: DC-10-30 Papermodel KLM Livery BetaLorenzo Martinez Valenzuela75% (4)
- Electrical WiringDocument24 pagesElectrical WiringVargas Lara JonathanNo ratings yet
- 鋼管接頭EO Fittings1Document64 pages鋼管接頭EO Fittings1a0960539335No ratings yet
- Airvan22 LTRDocument4 pagesAirvan22 LTRErick ArispeNo ratings yet
- Error Codes Updated 2023Document282 pagesError Codes Updated 2023R. BaluNo ratings yet
- Academic Complex-Signed DrawingsDocument11 pagesAcademic Complex-Signed DrawingsSudhakar NaiduNo ratings yet
- Avk Series 2700 - High Pressure, Modern, Dry Barrel Hydrant Field Maintenance and Instruction ManualDocument29 pagesAvk Series 2700 - High Pressure, Modern, Dry Barrel Hydrant Field Maintenance and Instruction ManualNarendra Reddy BhumaNo ratings yet
- RT440B ENG Rev.01 - 2007 (1) (099-248) (080-091)Document12 pagesRT440B ENG Rev.01 - 2007 (1) (099-248) (080-091)Valmaq Prestação Serviço LdaNo ratings yet
- FBD, Compression, Blistering, CoaterDocument12 pagesFBD, Compression, Blistering, Coatermohamed.akram100697No ratings yet
- Toyota Components Location PDFDocument1 pageToyota Components Location PDFRafaNo ratings yet
- qn1 Relay x34255000059Document3 pagesqn1 Relay x34255000059narasimha raoNo ratings yet
- Fuel & Ignition System Engine VolvoDocument1 pageFuel & Ignition System Engine VolvoImran MehboobNo ratings yet
- 500154L1A ComSpec Radio IO DescriptionDocument4 pages500154L1A ComSpec Radio IO DescriptionMohammad SholichudinNo ratings yet
- Pipe FittingsDocument26 pagesPipe Fittingsmajid fardniaNo ratings yet
- Main Fire Station-7Document1 pageMain Fire Station-7Jhon CenaNo ratings yet
- 1 A) APQDocument1 page1 A) APQManrety VentasNo ratings yet
- G Electrical Wiring Routing (LHD: 5L-E) : Position of Parts in Engine CompartmentDocument1 pageG Electrical Wiring Routing (LHD: 5L-E) : Position of Parts in Engine CompartmentJuan Camilo García DuránNo ratings yet
- VS501Z 54481-01 - 97 - ADocument8 pagesVS501Z 54481-01 - 97 - AanderskrauseNo ratings yet
- Gavilan Eros 1Document2 pagesGavilan Eros 1Roed GuzmánNo ratings yet
- R1 Room ScheduleDocument48 pagesR1 Room Scheduleสุภาวดี สุดาบุตรNo ratings yet
- Hama Suport TV - 84426Document28 pagesHama Suport TV - 84426cristakeNo ratings yet
- Concorde TilesDocument14 pagesConcorde TilesAle TrigoeNo ratings yet
- qnn1 Relay x34255000076Document2 pagesqnn1 Relay x34255000076Dodi C hardyNo ratings yet
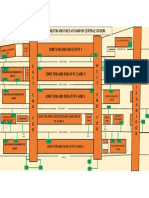
- Bonding Plan of Rob/Fob and Shed at Kanpur Central StationDocument1 pageBonding Plan of Rob/Fob and Shed at Kanpur Central StationAbhishek KumarNo ratings yet
- ASME Sec IX Tables and DiagramsDocument13 pagesASME Sec IX Tables and DiagramsEjaz AsgharNo ratings yet
- General Path RoomDocument1 pageGeneral Path RoomAhmed MoharramNo ratings yet
- Denah Lantai2Document1 pageDenah Lantai2PRANA BHASKARA UTAMANo ratings yet
- Peugeot 106 From 1997 - Wiring Diagrams: Key To CircuitsDocument12 pagesPeugeot 106 From 1997 - Wiring Diagrams: Key To CircuitsFaludi ÖrsNo ratings yet
- Hallelujah - LeadDocument3 pagesHallelujah - LeadTeka ZdenkaNo ratings yet
- Pipe Fittings & Port AdaptersDocument28 pagesPipe Fittings & Port AdaptersRO-AM-BDNo ratings yet
- Send To DMP - Unprice DD 131010Document9 pagesSend To DMP - Unprice DD 131010Bui Thanh TrungNo ratings yet
- Native Word Order Processing Is Not Uniform:: An ERP Study of Verb-Second Word OrderDocument1 pageNative Word Order Processing Is Not Uniform:: An ERP Study of Verb-Second Word OrderAlicia AbundisNo ratings yet
- Billie's Bounce - Bass PDFDocument2 pagesBillie's Bounce - Bass PDFTony SammutNo ratings yet
- Feb 20Document289 pagesFeb 20shivakumarji89No ratings yet
- Cheatsheet - Font AwesomeDocument9 pagesCheatsheet - Font AwesomeAndi MujurNo ratings yet
- Foundation Floor Plan-ModelDocument1 pageFoundation Floor Plan-ModelRohan SinghNo ratings yet
- JIS HYD FittingsDocument8 pagesJIS HYD FittingsVipuchit SirikhemapornNo ratings yet
- 4300hjis Fittings PDFDocument8 pages4300hjis Fittings PDFJorge MendozaNo ratings yet
- AWS D1.1 Welder Quallification RequirementsDocument3 pagesAWS D1.1 Welder Quallification RequirementsKrishna VachaNo ratings yet
- ETABS Shell Asignment GuideDocument2 pagesETABS Shell Asignment GuideJaher WasimNo ratings yet
- Bulungan Fishermans Wharf Structural - s1Document1 pageBulungan Fishermans Wharf Structural - s1Jesus Inno Jaime LoretoNo ratings yet
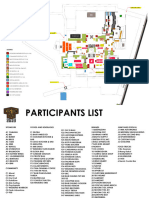
- Custom War 2023 Venue MapDocument2 pagesCustom War 2023 Venue Mapadhimas21No ratings yet
- L3 Turbo Injector Driver Module 1Document2 pagesL3 Turbo Injector Driver Module 1Juan Ramón Pérez LorenzoNo ratings yet
- J-204-B01-VBL Supa - Husky Building - Ifc-R3 - (28-10-22)Document3 pagesJ-204-B01-VBL Supa - Husky Building - Ifc-R3 - (28-10-22)AKASH THORATNo ratings yet
- Trailer Parts - Rocket Trailers - Couplers - Jacks & WinchesDocument31 pagesTrailer Parts - Rocket Trailers - Couplers - Jacks & WinchesRocket Trailers100% (1)
- School of Infrastructure Department of Civil Engineering: Cec 2103-Mechanics of FluidsDocument36 pagesSchool of Infrastructure Department of Civil Engineering: Cec 2103-Mechanics of FluidsDhiraj PuriNo ratings yet
- G H Raisoni Institute of Engineering & TechnologyDocument2 pagesG H Raisoni Institute of Engineering & TechnologyDhiraj PuriNo ratings yet
- Details of Foot Step Bearing: 1 BodyDocument1 pageDetails of Foot Step Bearing: 1 BodyDhiraj PuriNo ratings yet
- Fluid DynamicsDocument44 pagesFluid DynamicsMumtaz Ahmad QaisraniNo ratings yet
- Title: Electrohydraulic Forming Process Name: Sajjan Suraj Devendra Roll No: 2017MTEMEPR018 Name of The Guide: Dr. S. U. SapkalDocument2 pagesTitle: Electrohydraulic Forming Process Name: Sajjan Suraj Devendra Roll No: 2017MTEMEPR018 Name of The Guide: Dr. S. U. SapkalDhiraj PuriNo ratings yet
- Details of Foot Step Bearing: 1 BodyDocument1 pageDetails of Foot Step Bearing: 1 BodyDhiraj PuriNo ratings yet
- ME GATE 2016 Set 2 PDFDocument33 pagesME GATE 2016 Set 2 PDFpallavi guptaNo ratings yet
- Dhisale Shreyas ModelDocument1 pageDhisale Shreyas ModelDhiraj PuriNo ratings yet
- B8Document1 pageB8Dhiraj PuriNo ratings yet
- Dhisale ShreyasDocument1 pageDhisale ShreyasDhiraj PuriNo ratings yet
- DDDDDDD JhfytfDocument1 pageDDDDDDD JhfytfDhiraj PuriNo ratings yet
- DDFDFDKJLHKD'PDGJHFDocument1 pageDDFDFDKJLHKD'PDGJHFDhiraj PuriNo ratings yet
- As 1210Document1 pageAs 1210Nguyen Duc DungNo ratings yet
- Aeroquip - Formed Metal Tubing Design RulesDocument21 pagesAeroquip - Formed Metal Tubing Design RulesbenNo ratings yet
- Method Statement For Copper Pipes Brazing ProcedureDocument10 pagesMethod Statement For Copper Pipes Brazing Procedurezahid100% (1)
- Guide Cast Iron WeldingDocument8 pagesGuide Cast Iron WeldingAgustine SetiawanNo ratings yet
- 2010.06.09 Microsoft Word - Mechanical Particular Spec V2Document26 pages2010.06.09 Microsoft Word - Mechanical Particular Spec V2samanNo ratings yet
- Cuzn37 Industrial RolledDocument6 pagesCuzn37 Industrial RolledcvgfgNo ratings yet
- Joining Ceramics and Graphite To Other Materials: A ReportDocument87 pagesJoining Ceramics and Graphite To Other Materials: A ReportJimy Unfried-SilgadoNo ratings yet
- EDO WMS COE COR INT XXX 014 219 247 Rev A WMS For Cable Connection With Pin BrazingDocument10 pagesEDO WMS COE COR INT XXX 014 219 247 Rev A WMS For Cable Connection With Pin BrazingErol DAĞNo ratings yet
- Cadmium Free Brazing AlloysDocument4 pagesCadmium Free Brazing AlloysNileshhkNo ratings yet
- Disclosure To Promote The Right To InformationDocument18 pagesDisclosure To Promote The Right To InformationANUP KAMBOJNo ratings yet
- AMS-2403 - Plating, Nickel General PurposeDocument8 pagesAMS-2403 - Plating, Nickel General PurposenaveedNo ratings yet
- En 1254-1-1998 Copper and Copper Alloys Plumbing FittingsDocument18 pagesEn 1254-1-1998 Copper and Copper Alloys Plumbing FittingsAnne Gift100% (1)
- Exclusive Selection of Quick Disconnect Couplings Gromelle & HansenDocument64 pagesExclusive Selection of Quick Disconnect Couplings Gromelle & Hansengazwang478No ratings yet
- Folleto Cobre PDFDocument28 pagesFolleto Cobre PDFjose.figueroa@foseco.comNo ratings yet
- Material Safety Data Sheet: 1. Product IdentificationDocument12 pagesMaterial Safety Data Sheet: 1. Product IdentificationsalcabesNo ratings yet
- Brazing of CTC CondutorDocument10 pagesBrazing of CTC Condutorsitam_nitj4202No ratings yet
- Turbashed EmersonDocument2 pagesTurbashed EmersonGERARDO JARDON ZAMBRNONo ratings yet
- Alvin W IIDocument2 pagesAlvin W IIAlvin Wayne Wagerman IINo ratings yet
- Plumbing Theory NotesDocument133 pagesPlumbing Theory NotesAustine OtienoNo ratings yet
- Alfa Laval Ac70x Product Leaflet enDocument2 pagesAlfa Laval Ac70x Product Leaflet enAangels PorrasNo ratings yet
- WPE2 Course Notes PDFDocument356 pagesWPE2 Course Notes PDFQuoc Vinh100% (2)
- HCC P 15 17 01 Rev. 2 - Braz ProcedureDocument5 pagesHCC P 15 17 01 Rev. 2 - Braz ProcedureAnasNo ratings yet
- API-U ELrng OilGas Cat 10.12.12 (Online) OptDocument44 pagesAPI-U ELrng OilGas Cat 10.12.12 (Online) OptMaría BossaNo ratings yet
- Bs en 288 6 PDFDocument10 pagesBs en 288 6 PDFdzat_sudrazatNo ratings yet
- Indian Institute of Welding-ANB: Refresher Course: Module-06Document64 pagesIndian Institute of Welding-ANB: Refresher Course: Module-06dayalramNo ratings yet
- M14 Spring GuidesDocument4 pagesM14 Spring Guideswatch_sutNo ratings yet
- Summary Record Welding Assessment 1Document2 pagesSummary Record Welding Assessment 1alstonworrellNo ratings yet
- Advanced Tool Sharpening For The LatheDocument38 pagesAdvanced Tool Sharpening For The LatheEmijo.A100% (1)
- AWS D10.4,10.6,10.7,10.8,10.10,10.11,10.12,10.13 Committee Recommended Practices For WeldingDocument148 pagesAWS D10.4,10.6,10.7,10.8,10.10,10.11,10.12,10.13 Committee Recommended Practices For Weldinglram7083% (6)