You might also like
- DCD 6 - Plate Design PDFDocument53 pagesDCD 6 - Plate Design PDFChristopher RileyNo ratings yet
- Scope of Work For Metering SkidDocument5 pagesScope of Work For Metering SkidmusaveerNo ratings yet
- 10 1016@j Jngse 2016 01 016Document37 pages10 1016@j Jngse 2016 01 016saiful bahriNo ratings yet
- WeatherfordLabs Reservoir Fluid AnalysisDocument7 pagesWeatherfordLabs Reservoir Fluid AnalysisJesseNo ratings yet
- Comparison - Choke Equation Schlumberger vs. Texas A & I ModelsDocument16 pagesComparison - Choke Equation Schlumberger vs. Texas A & I ModelsJunaid MateenNo ratings yet
- PERFUMES PresentationDocument34 pagesPERFUMES PresentationGuian Carla Gutierrez100% (1)
- 05 SeparatorDocument5 pages05 SeparatorNicolas Santana TijoNo ratings yet
- CPMA Ch. 20.3 Measurement of Multiphase Flow Working GroupDocument1 pageCPMA Ch. 20.3 Measurement of Multiphase Flow Working GroupeduardoNo ratings yet
- PDM-P-CS-002 - HP Prod SeparatorDocument6 pagesPDM-P-CS-002 - HP Prod Separatorfirman adiyantoNo ratings yet
- Gas/Liquid Separators: Quantifying Separation Performance - Part 1Document10 pagesGas/Liquid Separators: Quantifying Separation Performance - Part 1sara25dec689288No ratings yet
- Savvy Separator: The Ghosts of Separators Past, Present, and FutureDocument7 pagesSavvy Separator: The Ghosts of Separators Past, Present, and FutureDeepblue09100% (1)
- Test Separator WT 16Document4 pagesTest Separator WT 16jairaso2950No ratings yet
- CompressorDocument6 pagesCompressorAbdul MalikNo ratings yet
- Rigorous Method For Fire CaseDocument4 pagesRigorous Method For Fire CaseFlorin Daniel AnghelNo ratings yet
- New Method To Estimate Surface-Separator Optimum Operating PressuresDocument12 pagesNew Method To Estimate Surface-Separator Optimum Operating PressuresIkramullohNo ratings yet
- Modelling For Small Diameter HydrocyclonesDocument7 pagesModelling For Small Diameter HydrocyclonesNopparutNo ratings yet
- 4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDocument6 pages4 SPE-77495-Increasing Separation Capacity With New and Proven TechnologiesDavid VMNo ratings yet
- Process Calculation Cover Page: References: (Include Version No., Date of Publication, Etc.)Document15 pagesProcess Calculation Cover Page: References: (Include Version No., Date of Publication, Etc.)Silas OnyekweNo ratings yet
- Water Content in Sour GasDocument4 pagesWater Content in Sour GasAnonymous jqevOeP7No ratings yet
- Liquid and Gas Velocity Gas Compressibility and Renolds Number.Document30 pagesLiquid and Gas Velocity Gas Compressibility and Renolds Number.WickyNo ratings yet
- Pipesim HistoryDocument22 pagesPipesim Historydndudc100% (1)
- Flow Assurance Nov6Document5 pagesFlow Assurance Nov6Vinh PhamthanhNo ratings yet
- Oil Characterization 1Document16 pagesOil Characterization 1Muhammad Kabir MusaNo ratings yet
- A Conceptual Study of Finger-Type Slug Catcher For Heavy-Oil FieldsDocument8 pagesA Conceptual Study of Finger-Type Slug Catcher For Heavy-Oil FieldsfanziskusNo ratings yet
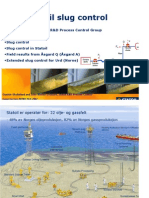
- STATOIL-Slug ControlDocument28 pagesSTATOIL-Slug Controlviswalng100% (1)
- Guidelines For The Proper Application of Critical Velocity Calculations Sutton2010Document13 pagesGuidelines For The Proper Application of Critical Velocity Calculations Sutton2010nashat90No ratings yet
- Effect of Paraffin Wax Deposition On The Overall Heat Transfer CoefficientDocument47 pagesEffect of Paraffin Wax Deposition On The Overall Heat Transfer CoefficientPhạm Thanh ĐạiNo ratings yet
- Flare Sweep GasDocument5 pagesFlare Sweep GasChem.EnggNo ratings yet
- Flow Assurance Presentation - Rune Time 3Document27 pagesFlow Assurance Presentation - Rune Time 3Adeel Jamil100% (1)
- Design of Industrial Gravity Type Separators For The Hydrocarbons and Heavy Oil-Water SeparationsDocument5 pagesDesign of Industrial Gravity Type Separators For The Hydrocarbons and Heavy Oil-Water SeparationsCandraNo ratings yet
- Methanolinjection - XLS: This Spreadsheet Calculates The Minimum Amount of Required Inhibotor Usage. InstructionsDocument3 pagesMethanolinjection - XLS: This Spreadsheet Calculates The Minimum Amount of Required Inhibotor Usage. Instructionsmath62210100% (1)
- Drizo IranDocument12 pagesDrizo IranDiego1980bNo ratings yet
- Design Procedure For Two Phase SeparatorsDocument6 pagesDesign Procedure For Two Phase Separatorsmadx222222No ratings yet
- Flash Calculations ( Low P & T)Document8 pagesFlash Calculations ( Low P & T)msvaletNo ratings yet
- Steam Condensate Pot SizingDocument1 pageSteam Condensate Pot SizingmaniazharNo ratings yet
- Principles of Separation: Production and Test SeparatorsDocument28 pagesPrinciples of Separation: Production and Test SeparatorsهانيزايدNo ratings yet
- M=350.17 (γ Wor Γ Gor Ρ γ: 6,000 bbl/dDocument23 pagesM=350.17 (γ Wor Γ Gor Ρ γ: 6,000 bbl/dHoa NguyenNo ratings yet
- Natural Gas Filtration & Separation: To Separate Solid & Liquid Impurities From Natural GasDocument7 pagesNatural Gas Filtration & Separation: To Separate Solid & Liquid Impurities From Natural GasMehdi Hajd KacemNo ratings yet
- Guidelines For Produced Water Evaporators in SAGD 2007Document16 pagesGuidelines For Produced Water Evaporators in SAGD 2007pipedown456No ratings yet
- GT Tray Tower1 PDFDocument12 pagesGT Tray Tower1 PDFJose Christian Viladegut GuzmanNo ratings yet
- Gas Dryer ReviewDocument7 pagesGas Dryer ReviewShaka Shalahuddin Shantika PutraNo ratings yet
- Active Heated Pipe Technologies For Field Development Optimisation (OTC 26578-MS)Document21 pagesActive Heated Pipe Technologies For Field Development Optimisation (OTC 26578-MS)ArsénioNo ratings yet
- 01c PhyspropsDocument20 pages01c PhyspropsMohammad Elhedaby100% (1)
- Gaswellloading - XLS: This Spreadsheet Calculates The Minimum Unloading Gas Production Rate. InstructionsDocument9 pagesGaswellloading - XLS: This Spreadsheet Calculates The Minimum Unloading Gas Production Rate. Instructionsmath62210No ratings yet
- Restriction Orifice Sizing LiquidDocument5 pagesRestriction Orifice Sizing Liquidmichelle.forriderNo ratings yet
- Rev 2 Tank Volumen Calculation SheetsDocument11 pagesRev 2 Tank Volumen Calculation SheetsAb de VriesNo ratings yet
- Design Review of AbsorbersDocument46 pagesDesign Review of AbsorbersAngelik MoralesNo ratings yet
- Sizing Separators and Accumulators PDFDocument4 pagesSizing Separators and Accumulators PDFjt_breakdanceNo ratings yet
- Steam Condensate Pot Sizing PDFDocument1 pageSteam Condensate Pot Sizing PDFjittshong8072No ratings yet
- Validation of ScaleSoftPitzer - Calcite SI, Density PDFDocument20 pagesValidation of ScaleSoftPitzer - Calcite SI, Density PDFAmita GuptaNo ratings yet
- Viec HamworthyDocument2 pagesViec Hamworthymgearcust23100% (1)
- Gas Liquid Seperation by VesselsDocument2 pagesGas Liquid Seperation by VesselszapspazNo ratings yet
- AT 03943 JSG Acid Gas Cleaning Aspen HYSYS PDFDocument17 pagesAT 03943 JSG Acid Gas Cleaning Aspen HYSYS PDFAkhmadi WaridyantoNo ratings yet
- Generating McCabe-Thiele Diagrams Using HYSYSDocument2 pagesGenerating McCabe-Thiele Diagrams Using HYSYSAhmed Mohamed Khalil100% (2)
- Appendix 2Document7 pagesAppendix 2djf113No ratings yet
- Separator Design-1Document12 pagesSeparator Design-1vela vanNo ratings yet
- L. Perković2008-CFD Del Modelo de Boquilla Del InyectorDocument8 pagesL. Perković2008-CFD Del Modelo de Boquilla Del InyectorMIGUELNo ratings yet
- B41OA Datasheet 2016-2017Document11 pagesB41OA Datasheet 2016-2017Turkan AliyevaNo ratings yet
- Memorandum - Wen2601 - Assignement 2 - 3 - 2020Document17 pagesMemorandum - Wen2601 - Assignement 2 - 3 - 2020Rachel Du PreezNo ratings yet
- B41OA Data Sheet 2015-2016Document10 pagesB41OA Data Sheet 2015-2016Leanne ChewNo ratings yet
- Training On CCA and SCAL Experiments: 1. OverviewDocument18 pagesTraining On CCA and SCAL Experiments: 1. OverviewWahid MiaNo ratings yet
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- Fame ArresterDocument5 pagesFame ArrestermusaveerNo ratings yet
- RAL Chart-2Document5 pagesRAL Chart-2musaveerNo ratings yet
- RVP AnalyserDocument4 pagesRVP AnalysermusaveerNo ratings yet
- Pac Gasxlnc Brochure Rev1-070616 A4 Hires NocropmarksDocument4 pagesPac Gasxlnc Brochure Rev1-070616 A4 Hires NocropmarksmusaveerNo ratings yet
- Material BalanceDocument11 pagesMaterial BalancemusaveerNo ratings yet
- Gas Pressure RegulatorDocument5 pagesGas Pressure RegulatormusaveerNo ratings yet
- Liquid Transfer Vapor RecoveryDocument7 pagesLiquid Transfer Vapor RecoverymusaveerNo ratings yet
- Horizontal Split Case PumpDocument5 pagesHorizontal Split Case PumpmusaveerNo ratings yet
- LPG RecoveryDocument5 pagesLPG RecoverymusaveerNo ratings yet
- Performance CurveDocument5 pagesPerformance CurvemusaveerNo ratings yet
- Welding SpecificationsDocument6 pagesWelding SpecificationsmusaveerNo ratings yet
- Separator SizingDocument11 pagesSeparator Sizingmusaveer50% (2)
- Understanding The Colour Coding: Kittiwake Viscotube ReadmeDocument15 pagesUnderstanding The Colour Coding: Kittiwake Viscotube ReadmemusaveerNo ratings yet
- Straight Lobe CompressorDocument7 pagesStraight Lobe CompressormusaveerNo ratings yet
- Atmospheric Tank Design CalculationDocument2 pagesAtmospheric Tank Design CalculationmusaveerNo ratings yet
- Compressed Natural GasDocument8 pagesCompressed Natural GasmusaveerNo ratings yet
- Centrifugal Compressor Construction and TestingDocument10 pagesCentrifugal Compressor Construction and Testingmusaveer0% (1)
- J Factor CorelationDocument1 pageJ Factor CorelationmusaveerNo ratings yet
- Compressor Performance DynamicDocument5 pagesCompressor Performance DynamicmusaveerNo ratings yet
- Compressor Piping SystemDocument11 pagesCompressor Piping SystemmusaveerNo ratings yet
- Evolution of Maintenance StrategiesDocument10 pagesEvolution of Maintenance StrategiesmusaveerNo ratings yet
- Ultra Sonic Flow MeterDocument1 pageUltra Sonic Flow MetermusaveerNo ratings yet
- Valve CV Sizing Liquids GasesDocument22 pagesValve CV Sizing Liquids GasesmusaveerNo ratings yet
- Instrumentation GPSA HandbookDocument6 pagesInstrumentation GPSA HandbookmusaveerNo ratings yet
- Neil Alden ArmstrongDocument1 pageNeil Alden ArmstrongmusaveerNo ratings yet
- Travels Through The Bannat of Temeswar, Transylvania and Hungary, in The Year 1770 - Ignaz Von Born - John James FerberDocument412 pagesTravels Through The Bannat of Temeswar, Transylvania and Hungary, in The Year 1770 - Ignaz Von Born - John James Ferbersil_marien100% (1)
- Research PlanDocument10 pagesResearch PlanRogue CuberNo ratings yet
- Gamazyme 700FN 12KGDocument15 pagesGamazyme 700FN 12KGA R Ahmed Razvi100% (1)
- AbstractDocument16 pagesAbstractShyam PahariNo ratings yet
- KJJKHDocument10 pagesKJJKHEdina Uzunović HodžićNo ratings yet
- Thermochemistry Class Notes-290 PDFDocument19 pagesThermochemistry Class Notes-290 PDFPallavi KhareNo ratings yet
- 124 Physics Question Bank - 7 For Class X 20190913104019Document2 pages124 Physics Question Bank - 7 For Class X 20190913104019HARRY POTTERNo ratings yet
- Fracking en Ecuador SPE152596Document19 pagesFracking en Ecuador SPE152596DanielCastilloNo ratings yet
- Series WM 1 Characteristics: GeneralDocument4 pagesSeries WM 1 Characteristics: GeneralElias80No ratings yet
- At 6703 Automotive Pollution and Control 2 A& 16 MarksDocument19 pagesAt 6703 Automotive Pollution and Control 2 A& 16 MarksDHILEEPAN0% (1)
- Davidbrooker1 Improving Granulation Techniques PDFDocument66 pagesDavidbrooker1 Improving Granulation Techniques PDFVadimNo ratings yet
- Sodium Hypochlorite Is More Effective Than Chlorhexidine For Eradication of Bacterial Biofilm of Staphylococci and PseudomonasDocument7 pagesSodium Hypochlorite Is More Effective Than Chlorhexidine For Eradication of Bacterial Biofilm of Staphylococci and Pseudomonashalil dalçinNo ratings yet
- Chemical Engineering and Processing: Process Intensi FicationDocument10 pagesChemical Engineering and Processing: Process Intensi FicationManuel CorredorNo ratings yet
- Jining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-01Document2 pagesJining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-01RajNo ratings yet
- (Faculty of Engineering & Technology) : Text BooksDocument35 pages(Faculty of Engineering & Technology) : Text BooksAllu ArjunNo ratings yet
- Presence of Oxalate Ions in GuavaDocument7 pagesPresence of Oxalate Ions in GuavaAjay SinghNo ratings yet
- 35S For Intensifying Under-Exposed Photographic: Chemical ReactivityDocument14 pages35S For Intensifying Under-Exposed Photographic: Chemical ReactivitylaythNo ratings yet
- Part2-Phase Rule-Lecture 6 PDFDocument13 pagesPart2-Phase Rule-Lecture 6 PDFshahad KNo ratings yet
- DEP T13376797RevL - F001Document13 pagesDEP T13376797RevL - F001Kalyankumar KumarNo ratings yet
- Products Manufactured by Ajm, WJMDocument15 pagesProducts Manufactured by Ajm, WJMGunjan Satish NarkhedeNo ratings yet
- Assessment of Environmental Impact of Port DevelopmentDocument77 pagesAssessment of Environmental Impact of Port DevelopmentVarun PatelNo ratings yet
- Aking Osmetics: SDS (Safety Data Sheet)Document4 pagesAking Osmetics: SDS (Safety Data Sheet)ferhat karaağaçNo ratings yet
- Pipe and Tube Operations - DaytonaDocument123 pagesPipe and Tube Operations - Daytonaramon nava0% (1)
- Nickel-Alloy (UNS N06625, N06219and N08825) Welded Pipe: Standard Specification ForDocument2 pagesNickel-Alloy (UNS N06625, N06219and N08825) Welded Pipe: Standard Specification ForGreg YeeNo ratings yet
- Backup-Ring 2018Document8 pagesBackup-Ring 2018RPINILLA (EICO S.A.)No ratings yet
- Research Proposal: Air Pollution-Major Issue of Our Era?Document18 pagesResearch Proposal: Air Pollution-Major Issue of Our Era?Timon AgarNo ratings yet
- Catalogo de Baterias CAT PEGP7801-07 - 2015 - UpdatedDocument373 pagesCatalogo de Baterias CAT PEGP7801-07 - 2015 - UpdatedRicky Vil100% (1)
- Fuels & CombustionDocument44 pagesFuels & CombustionKaran Thakur100% (1)
- Loose Nanofiltration-Based Electrodialysis For Highly Efficient Textile WastewaterDocument34 pagesLoose Nanofiltration-Based Electrodialysis For Highly Efficient Textile Wastewatersowmya SNo ratings yet