You might also like
- 018113-01 IndoorairqualityspecsDocument25 pages018113-01 IndoorairqualityspecsRahsaan KirtonNo ratings yet
- Kenya standards for paper, chemicals approvedDocument6 pagesKenya standards for paper, chemicals approvedJonathan Pelagio HernandezNo ratings yet
- F 821 - F 821M - 01 - Rjgyms9godixtq - PDFDocument6 pagesF 821 - F 821M - 01 - Rjgyms9godixtq - PDFRománBarciaVazquezNo ratings yet
- BS en 13880 - 2 - 2003Document12 pagesBS en 13880 - 2 - 2003Emanuele MastrangeloNo ratings yet
- Astm d5682Document4 pagesAstm d5682Ernesto Morales100% (1)
- Reach SVHC List Excel TableDocument9 pagesReach SVHC List Excel TableAldo RaineNo ratings yet
- SSPC Paint 18Document5 pagesSSPC Paint 18anoopkumarNo ratings yet
- ASTM D 545 2005, Standard TestDocument4 pagesASTM D 545 2005, Standard TestJhon100% (1)
- Sist en 13892 1 2003Document9 pagesSist en 13892 1 2003AnelNo ratings yet
- Plastic food package requirementsDocument86 pagesPlastic food package requirementsImran AslamNo ratings yet
- Medical Face Masks - Requirements and Test Methods: BSI Standards PublicationDocument24 pagesMedical Face Masks - Requirements and Test Methods: BSI Standards PublicationCindy Fonseca100% (1)
- T049 Uk 17122018Document15 pagesT049 Uk 17122018educobainNo ratings yet
- BS en 13137-2001Document24 pagesBS en 13137-2001ASESORIAS SOLDADURAS100% (1)
- Din 30670 - 2012Document35 pagesDin 30670 - 2012jirawatNo ratings yet
- BS en 1096-3-2012 - (2022-08-18 - 04-11-32 Am)Document22 pagesBS en 1096-3-2012 - (2022-08-18 - 04-11-32 Am)Free MouseNo ratings yet
- Solid Phase Extraction - Macherel NargelDocument14 pagesSolid Phase Extraction - Macherel NargelAthina MardhaNo ratings yet
- ISO 19596 - 2017 (En), Admixtures For Concrete PREVIEWDocument5 pagesISO 19596 - 2017 (En), Admixtures For Concrete PREVIEWmodulofrikiNo ratings yet
- 672CDocument3 pages672CJGD123No ratings yet
- Astm D-5576Document3 pagesAstm D-5576williamcondoriNo ratings yet
- BS en 14190-2014Document36 pagesBS en 14190-2014Stefano PerelliNo ratings yet
- Bs en 14362-3-2012 (4 Aminoazobenzen)Document24 pagesBs en 14362-3-2012 (4 Aminoazobenzen)TrầnXuânSơnNo ratings yet
- Astm D1078 PDFDocument8 pagesAstm D1078 PDFJuan Carlos MejiaNo ratings yet
- Iso 06272-2-2011Document10 pagesIso 06272-2-2011Chat Luong HSGNo ratings yet
- Instruments For Various TestsDocument14 pagesInstruments For Various TestsReshmita PallaNo ratings yet
- An Imaging Technique To Measure Rust Creepage at Scribe On Coated Test Panels Subjected To Corrosive EnvironmentsDocument4 pagesAn Imaging Technique To Measure Rust Creepage at Scribe On Coated Test Panels Subjected To Corrosive EnvironmentsAlejandro 20No ratings yet
- BS en 00933-9-2022Document22 pagesBS en 00933-9-2022Eugenia KaragianniNo ratings yet
- Hydrolyzable Chloride Content of Liquid Epoxy Resins: Standard Test Methods ForDocument3 pagesHydrolyzable Chloride Content of Liquid Epoxy Resins: Standard Test Methods Foralienz1988newNo ratings yet
- Is 878 2008 PDFDocument15 pagesIs 878 2008 PDFAcuteNo ratings yet
- Normas Interesantes SuelosDocument2 pagesNormas Interesantes SuelosAndrés Jiménez OcañaNo ratings yet
- Specific Gravity of Coating Powders: Standard Test Methods ForDocument4 pagesSpecific Gravity of Coating Powders: Standard Test Methods Formohammed karasnehNo ratings yet
- Sist en 14579 2004Document9 pagesSist en 14579 2004AnelNo ratings yet
- Cuptor DO308Document38 pagesCuptor DO308Dumitru Marius0% (1)
- ASTM D 3155 - 98 Lime Content of Uncured Soil-Lime MixturesDocument4 pagesASTM D 3155 - 98 Lime Content of Uncured Soil-Lime Mixturesalin2005No ratings yet
- BS en 14785-2006Document76 pagesBS en 14785-2006setsun99No ratings yet
- Tensile Bond Test ParametersDocument14 pagesTensile Bond Test ParametersPanneer SelvamNo ratings yet
- bz/DIN EN ISO 3451 1 2008 ENDocument11 pagesbz/DIN EN ISO 3451 1 2008 ENRafi Udeen0% (1)
- Astm D 6941 - 04Document5 pagesAstm D 6941 - 04Jordan RiveraNo ratings yet
- BS 4800 ColorDocument2 pagesBS 4800 Colorขุน แสนNo ratings yet
- ISO 3507-1999 Picnómetros PDFDocument20 pagesISO 3507-1999 Picnómetros PDFCalidad NavecoNo ratings yet
- Doors A Guide To Approved Document MDocument8 pagesDoors A Guide To Approved Document MDominicNo ratings yet
- Astm D5930.1207343-1 Condutividade Termica PDFDocument5 pagesAstm D5930.1207343-1 Condutividade Termica PDFtadeuafNo ratings yet
- Selectively Removable Intermediate Coating For Aerospace PurposesDocument14 pagesSelectively Removable Intermediate Coating For Aerospace PurposesAndre CasteloNo ratings yet
- ISO - 7783 - 2 - 1999 - EN - FR PermeabilityDocument6 pagesISO - 7783 - 2 - 1999 - EN - FR Permeabilityaloka0% (1)
- ASTM A370-24 (1)Document51 pagesASTM A370-24 (1)Saravana VelNo ratings yet
- 11.03 Iso-6272-1-2011Document9 pages11.03 Iso-6272-1-2011hoanvuNo ratings yet
- BS en 13476-1-2007Document34 pagesBS en 13476-1-2007Institute of Marketing & Training ALGERIANo ratings yet
- FprEN 14188-2 (2017) (E)Document6 pagesFprEN 14188-2 (2017) (E)narendar.1100% (1)
- Test Dust - Test Dust Production - Particle TechnologyDocument2 pagesTest Dust - Test Dust Production - Particle TechnologyAman Katiyar100% (1)
- Din en 309-2005Document6 pagesDin en 309-2005engenhariadesoldagemNo ratings yet
- Sist en 459 1 2015Document15 pagesSist en 459 1 2015AnelNo ratings yet
- Acid-Soluble Chloride in Mortar and Concrete: Standard Test Method ForDocument4 pagesAcid-Soluble Chloride in Mortar and Concrete: Standard Test Method Foralexjos1No ratings yet
- Iso 1183 1 2004Document18 pagesIso 1183 1 2004luciana :D50% (2)
- D 2205 - 85 R98 - RdiymduDocument5 pagesD 2205 - 85 R98 - RdiymduphaindikaNo ratings yet
- prEN 12390-11 - DRAFTDocument32 pagesprEN 12390-11 - DRAFTCarlos GilNo ratings yet
- Astm D4445 10Document5 pagesAstm D4445 10Cristian Castillo0% (1)
- En 12274-2-2003 - Part 2 Bitumen ResidualDocument9 pagesEn 12274-2-2003 - Part 2 Bitumen Residual30papNo ratings yet
- INSTA SBC EN 1401-1 2021 Oct UKDocument17 pagesINSTA SBC EN 1401-1 2021 Oct UKStayvros ParasitosNo ratings yet
- Specific Rules For Nordic Certification in Accordance WithDocument16 pagesSpecific Rules For Nordic Certification in Accordance WithYUSUFNo ratings yet
- INSTA SBC EN ISO 1452 Jan 2017 - UK PDFDocument18 pagesINSTA SBC EN ISO 1452 Jan 2017 - UK PDFRajNo ratings yet
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- Estimating Landscaping and Irrigation ChecklistDocument1 pageEstimating Landscaping and Irrigation ChecklistAyman SobhyNo ratings yet
- Estimating Painting ChecklistDocument1 pageEstimating Painting ChecklistDharmarajah Xavier IndrarajanNo ratings yet
- Estimating Plumbing ChecklistDocument3 pagesEstimating Plumbing ChecklistAyman SobhyNo ratings yet
- Quality of Bid ChecklistDocument5 pagesQuality of Bid ChecklistmrepzzzNo ratings yet
- Estimating Storefront and Windows ChecklistDocument1 pageEstimating Storefront and Windows ChecklistDharmarajah Xavier IndrarajanNo ratings yet
- Puzzle X1.00Document50 pagesPuzzle X1.00Dharmarajah Xavier IndrarajanNo ratings yet
- Project Scope Quick Checklist PDFDocument1 pageProject Scope Quick Checklist PDFDharmarajah Xavier IndrarajanNo ratings yet
- Estimating Roofing and Siding ChecklistDocument1 pageEstimating Roofing and Siding ChecklistDharmarajah Xavier IndrarajanNo ratings yet
- Puzzle X1.00Document50 pagesPuzzle X1.00Dharmarajah Xavier IndrarajanNo ratings yet
- Structural Steel Estimating ChecklistDocument1 pageStructural Steel Estimating ChecklistDharmarajah Xavier Indrarajan100% (1)
- Puzzle X1.00Document50 pagesPuzzle X1.00Dharmarajah Xavier IndrarajanNo ratings yet
- UNDP General Terms and Conditons For Professional ServicesDocument10 pagesUNDP General Terms and Conditons For Professional ServicesDharmarajah Xavier IndrarajanNo ratings yet
- Puzzle J1.00Document50 pagesPuzzle J1.00Dharmarajah Xavier IndrarajanNo ratings yet
- Pre-Bid Information ChecklistDocument1 pagePre-Bid Information ChecklistDharmarajah Xavier IndrarajanNo ratings yet
- Estimating Acoustical Ceilings ChecklistDocument1 pageEstimating Acoustical Ceilings ChecklistRyanNo ratings yet
- Design Process of A Sandy Convex Shaped Beach Layout: S.Te Slaa, G.J. Akkerman, E.Bijl, D.Bo and J.K.S. GohDocument13 pagesDesign Process of A Sandy Convex Shaped Beach Layout: S.Te Slaa, G.J. Akkerman, E.Bijl, D.Bo and J.K.S. GohDharmarajah Xavier IndrarajanNo ratings yet
- 1Document50 pages1Dharmarajah Xavier IndrarajanNo ratings yet
- UNDP General Conditions of Contract For Civil WorksDocument40 pagesUNDP General Conditions of Contract For Civil WorksDharmarajah Xavier IndrarajanNo ratings yet
- Crooks, Alexandria - MS Thesis - Spring 2013 PDFDocument105 pagesCrooks, Alexandria - MS Thesis - Spring 2013 PDFmohamed kamalNo ratings yet
- L11 EstEarthWk9811Document27 pagesL11 EstEarthWk9811jamilthalji100% (1)
- L11 EstEarthWk9811Document27 pagesL11 EstEarthWk9811jamilthalji100% (1)
- General Terms and Conditions For Goods - EnglishDocument4 pagesGeneral Terms and Conditions For Goods - EnglishDharmarajah Xavier IndrarajanNo ratings yet
- Soil Compaction Earthworks - Notes PDFDocument47 pagesSoil Compaction Earthworks - Notes PDFGnabBangNo ratings yet
- What Is The S-Curve, and How Do Calculate The Work Progress.Document16 pagesWhat Is The S-Curve, and How Do Calculate The Work Progress.Dharmarajah Xavier IndrarajanNo ratings yet
- ProcurementDocument2 pagesProcurementDharmarajah Xavier IndrarajanNo ratings yet
- Indigenous Knowledge Traditions and CosmDocument4 pagesIndigenous Knowledge Traditions and CosmDharmarajah Xavier IndrarajanNo ratings yet
- Integrated Management of Water ResourcesDocument14 pagesIntegrated Management of Water ResourcesDharmarajah Xavier IndrarajanNo ratings yet
- Impact Assessment of Soil Conservation MDocument11 pagesImpact Assessment of Soil Conservation MDharmarajah Xavier IndrarajanNo ratings yet
- Procurement Guidelines 2006 - Goods & WorksDocument85 pagesProcurement Guidelines 2006 - Goods & WorksRanaweera AriyamanjulaNo ratings yet
- Trip MultiplyDocument2 pagesTrip Multiplyrohitraj10No ratings yet
- Usp37-Nf32 Gc-661 Containers-Plastics (2014)Document6 pagesUsp37-Nf32 Gc-661 Containers-Plastics (2014)Prem PisupatiNo ratings yet
- Bitumen PDFDocument38 pagesBitumen PDFBeatrice Wanjugu100% (1)
- JollibeeDocument3 pagesJollibee143incomeNo ratings yet
- PFC14/PFC8 Power Factor Controller ManualDocument40 pagesPFC14/PFC8 Power Factor Controller Manualakela_life100% (4)
- Bosch Power Tools Product Catalogue 2013-2014 In-EnDocument149 pagesBosch Power Tools Product Catalogue 2013-2014 In-EnSunil YadavNo ratings yet
- All About StylesDocument12 pagesAll About StylesMoultrie CreekNo ratings yet
- Analysis of Voip Traffic in Wimax Using Ns2 Simulator: Pranita D. Joshi, Prof. Smita JangaleDocument6 pagesAnalysis of Voip Traffic in Wimax Using Ns2 Simulator: Pranita D. Joshi, Prof. Smita JangaleIjarcsee JournalNo ratings yet
- BiwDocument7 pagesBiwFlor3_INo ratings yet
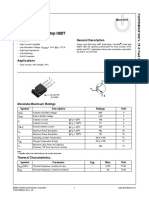
- 150A, S-D, 600v, FGH75N60UF, 452w, 225ADocument9 pages150A, S-D, 600v, FGH75N60UF, 452w, 225AManuel SierraNo ratings yet
- Deutz Tcd2012 Agricultural SpecsDocument4 pagesDeutz Tcd2012 Agricultural SpecsY.EbadiNo ratings yet
- Asme B32.5Document8 pagesAsme B32.5mriveraNo ratings yet
- RM QAFA Training DocumentDocument27 pagesRM QAFA Training Documentស្រី ស្រស់No ratings yet
- Network TopologyDocument13 pagesNetwork TopologySara AbidNo ratings yet
- Thermodyne boiler bible guideDocument144 pagesThermodyne boiler bible guideRicardas KragnysNo ratings yet
- Aerodrome Location and Facilities at Pontianak AirportDocument12 pagesAerodrome Location and Facilities at Pontianak Airportpradityo88No ratings yet
- Sample CHB InstallationDocument11 pagesSample CHB InstallationCatherine CatacutanNo ratings yet
- List of Documents ISO 27001 Documentation Toolkit enDocument6 pagesList of Documents ISO 27001 Documentation Toolkit enRui GonzagaNo ratings yet
- Software Requirements Specification: Version 1.0 ApprovedDocument10 pagesSoftware Requirements Specification: Version 1.0 ApprovedLinto VargheseNo ratings yet
- Micro Controller SafeTkit Product+Brief InfineonDocument2 pagesMicro Controller SafeTkit Product+Brief InfineonbgttNo ratings yet
- UVA 126638 en US 1118 3 PDFDocument4 pagesUVA 126638 en US 1118 3 PDFKarim MatNo ratings yet
- RatedR Cisco 300-115Document184 pagesRatedR Cisco 300-115nikolar85100% (4)
- Contactors PDFDocument264 pagesContactors PDFRavishankar.AzadNo ratings yet
- Network Essential Interview QuestionsDocument13 pagesNetwork Essential Interview QuestionsShaneVazNo ratings yet
- Freebsd Handbook Xorg-ConfDocument7 pagesFreebsd Handbook Xorg-ConfJackson Kituu KiiluNo ratings yet
- 01 ARM Mbed IntroDocument36 pages01 ARM Mbed Introkishan1234No ratings yet
- Quality ControlDocument19 pagesQuality ControlNorazilah Mohamed PaidNo ratings yet
- Ipc 9252aDocument3 pagesIpc 9252aJose Pablo VenegasNo ratings yet
- Hydraulic Excavator: - 5G - 5G - 5G - 5G - 5G - 5GDocument15 pagesHydraulic Excavator: - 5G - 5G - 5G - 5G - 5G - 5GAkhmad SebehNo ratings yet
- L1000-Series Craftsman 17.5HP Lawn Tractor Owners ManualDocument92 pagesL1000-Series Craftsman 17.5HP Lawn Tractor Owners Manualdeandeese100% (1)