You might also like
- Insta SBC en 1401-1 January2017 - UkDocument17 pagesInsta SBC en 1401-1 January2017 - UkDharmarajah Xavier IndrarajanNo ratings yet
- INSTA SBC EN 1401-1 2021 Oct UKDocument17 pagesINSTA SBC EN 1401-1 2021 Oct UKStayvros ParasitosNo ratings yet
- Specific Rules For Nordic Certification in Accordance WithDocument16 pagesSpecific Rules For Nordic Certification in Accordance WithYUSUFNo ratings yet
- INSTA SBC 12201 Jan 2011Document22 pagesINSTA SBC 12201 Jan 2011Nuno MedeirosNo ratings yet
- INSTA SBC EN 12201 January 2017 - UK PDFDocument26 pagesINSTA SBC EN 12201 January 2017 - UK PDFGabriel RodriguezNo ratings yet
- INSTA SBC EN 13589-2 Sep 2009Document17 pagesINSTA SBC EN 13589-2 Sep 2009Kipodim100% (1)
- PM IS - 13592 June2021Document10 pagesPM IS - 13592 June2021Mahendra AhirwarNo ratings yet
- Quality and Test Specifications HEAVY DUDocument34 pagesQuality and Test Specifications HEAVY DUangelito bernalNo ratings yet
- Product Manual For HDPE PipesDocument23 pagesProduct Manual For HDPE PipesKashyap PathakNo ratings yet
- October 2009: in Case of Doubt, The German-Language Original Shall Be Considered AuthoritativeDocument14 pagesOctober 2009: in Case of Doubt, The German-Language Original Shall Be Considered AuthoritativeGatoGaivotaNo ratings yet
- Product Manual For Resilient Seated Cast Iron Air Relief Valves For Water Works Purposes ACCORDING TO IS 14845: 2000Document5 pagesProduct Manual For Resilient Seated Cast Iron Air Relief Valves For Water Works Purposes ACCORDING TO IS 14845: 2000Tanmoy DuttaNo ratings yet
- Comprehensive Clean RoomDocument4 pagesComprehensive Clean RoomLucila Figueroa GalloNo ratings yet
- Supply Ball Valves Technical Delivery TermsDocument18 pagesSupply Ball Valves Technical Delivery TermssswahyudiNo ratings yet
- BS en 1453 1 2017Document34 pagesBS en 1453 1 2017Mohamed Amdouni100% (1)
- En 12266-2Document13 pagesEn 12266-2yashif ali100% (1)
- Oriented Unplasticized Polyvinyl Chloride (Pvc-O) Pipes For Water Supply According To Is 16647: 2017Document14 pagesOriented Unplasticized Polyvinyl Chloride (Pvc-O) Pipes For Water Supply According To Is 16647: 2017Hizkia Yarden SinagaNo ratings yet
- 06-Division 2-Section 02205 uPVC Pipelines-Version 2.0Document16 pages06-Division 2-Section 02205 uPVC Pipelines-Version 2.0Avaan Ivaan100% (1)
- Polythene Pipes Fittings Specials and AccessoriesDocument15 pagesPolythene Pipes Fittings Specials and Accessoriestebodin_319100% (1)
- Finnish District Heating Pipe Quality SchemeDocument38 pagesFinnish District Heating Pipe Quality SchemeZeljko RisticNo ratings yet
- Cen TR 13480-7 (2002) (E)Document6 pagesCen TR 13480-7 (2002) (E)g9g9No ratings yet
- PVC Pipes Product ManualDocument9 pagesPVC Pipes Product ManualAshutosh Joshi100% (1)
- GRE-guide To Iso 14692Document12 pagesGRE-guide To Iso 14692AHMEDMALAHY100% (2)
- UPVC Pipes & Fittings Upload 11.03.2019Document20 pagesUPVC Pipes & Fittings Upload 11.03.2019Rushan LakdimuthuNo ratings yet
- Install HDPE Pipelines Safely and EffectivelyDocument20 pagesInstall HDPE Pipelines Safely and EffectivelyAvaan IvaanNo ratings yet
- En 1555 1Document15 pagesEn 1555 1Mohammad Rashad BarakatNo ratings yet
- Specifications For PVC Pipes For Water Supply Drainage and Sewerage Under PressureDocument4 pagesSpecifications For PVC Pipes For Water Supply Drainage and Sewerage Under PressureShahulNo ratings yet
- Is 4984Document16 pagesIs 4984Joseph Mathew56% (9)
- Metal DuctsDocument14 pagesMetal Ductsanand_nambiar2003No ratings yet
- BS 3900 Cross Cut Test PDFDocument18 pagesBS 3900 Cross Cut Test PDFHassan Feki100% (2)
- Quality Assurance Audit For Piping FabricationDocument3 pagesQuality Assurance Audit For Piping Fabricationapply19842371No ratings yet
- PM IS - 12818 June2021Document10 pagesPM IS - 12818 June2021Mahendra AhirwarNo ratings yet
- Abu Dhabi Sewerage Services Company (Adssc)Document16 pagesAbu Dhabi Sewerage Services Company (Adssc)NoorudheenEVNo ratings yet
- IS 14846 Product ManualDocument5 pagesIS 14846 Product ManualKrishna Prasad KanchojuNo ratings yet
- PVC Pipes Product ManualDocument9 pagesPVC Pipes Product ManualraviNo ratings yet
- I9000 1 94Document28 pagesI9000 1 94shganesh81No ratings yet
- 18-Division 2-Section 02900 PP Pipelines, Materials, Installation & TestingDocument19 pages18-Division 2-Section 02900 PP Pipelines, Materials, Installation & TestingAvaan IvaanNo ratings yet
- PVC Pipes Product ManualDocument13 pagesPVC Pipes Product ManualMurali SomasundharamNo ratings yet
- GF System Specification PVC-U BS InchDocument14 pagesGF System Specification PVC-U BS InchDale CokleyNo ratings yet
- Piping at Static Cryogenic Vessels According To EN 13458 and EN 13480 / AD2000 MerkblattDocument13 pagesPiping at Static Cryogenic Vessels According To EN 13458 and EN 13480 / AD2000 MerkblattBimal DeyNo ratings yet
- NB-CPD SG04 10 075 - en 12899-1 - Fixed Vertical Road Traffic Signs - Fixed SignsDocument10 pagesNB-CPD SG04 10 075 - en 12899-1 - Fixed Vertical Road Traffic Signs - Fixed SignsSebastian CiprianNo ratings yet
- Induction Bends - COPIDocument12 pagesInduction Bends - COPIAdvis100% (1)
- PVC Pipe SpecDocument4 pagesPVC Pipe Specraunak upadhyayaNo ratings yet
- Pics Verificaci N de Instalaciones PDFDocument11 pagesPics Verificaci N de Instalaciones PDFMario Vazquez BNo ratings yet
- Iso 19879-2005Document27 pagesIso 19879-2005Márcio Fraga0% (1)
- GB 15810-2001 Sterile Hypodermic Syringes For Single Use - CHİNADocument16 pagesGB 15810-2001 Sterile Hypodermic Syringes For Single Use - CHİNAduygu9merve100% (2)
- CEN-TR 13480-7-2002-OtklDocument28 pagesCEN-TR 13480-7-2002-OtklVasko Mandil100% (2)
- BS en Iso 13783 - 1998Document12 pagesBS en Iso 13783 - 1998Kim WongNo ratings yet
- EUGuide PressureEquipmentDocument93 pagesEUGuide PressureEquipmentK.S.MAYILVAGHANANNo ratings yet
- Castel Product Handbook EngDocument176 pagesCastel Product Handbook EngtomakagsxrNo ratings yet
- CAI, IS0 15874 - Polypropylene Pipes & FittingsDocument2 pagesCAI, IS0 15874 - Polypropylene Pipes & FittingsAttef BedaweNo ratings yet
- NORSOK Standard U-001r2Document10 pagesNORSOK Standard U-001r2Eileen WongNo ratings yet
- DIN en 1090 EnglishDocument2 pagesDIN en 1090 EnglishLiliana GeorgianaNo ratings yet
- WSA 109-2011 Flange GasketsDocument39 pagesWSA 109-2011 Flange GasketsTon Phichit100% (1)
- Iso 15848-2 Part-2 (2006)Document8 pagesIso 15848-2 Part-2 (2006)Byungsuk ShimNo ratings yet
- Guide to competent bodies for material quality certificationDocument13 pagesGuide to competent bodies for material quality certificationJAFFERNo ratings yet
- EN 15085 Part 5 - GaneshDocument36 pagesEN 15085 Part 5 - GaneshNiranjan Rajavel TigerNo ratings yet
- Bioprocessing Piping and Equipment Design: A Companion Guide for the ASME BPE StandardFrom EverandBioprocessing Piping and Equipment Design: A Companion Guide for the ASME BPE StandardNo ratings yet
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- Handbook of PVC Pipe Design and Construction: (First Industrial Press Edition)From EverandHandbook of PVC Pipe Design and Construction: (First Industrial Press Edition)No ratings yet
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- Blessed Fred Construction EntDocument1 pageBlessed Fred Construction EntRajNo ratings yet
- Price. Bid: Ce For Pump S Sub.: Pri Pare and PartsDocument2 pagesPrice. Bid: Ce For Pump S Sub.: Pri Pare and PartsRajNo ratings yet
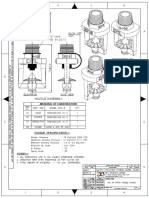
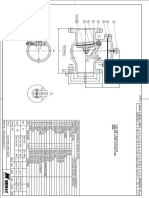
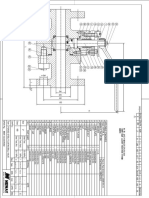
- Mvws NozzleDocument1 pageMvws NozzleRajNo ratings yet
- Re Gadsg SDGEAGDocument1 pageRe Gadsg SDGEAGRajNo ratings yet
- Data Sheet for Double Headed Hydrant ValveDocument2 pagesData Sheet for Double Headed Hydrant ValveRajNo ratings yet
- Saturn Home Appliances: 271b Ajose Adeogun Street, Victoria IslandDocument1 pageSaturn Home Appliances: 271b Ajose Adeogun Street, Victoria IslandRajNo ratings yet
- Procurement Quotation for Chest Freezers, Chillers, Fans and Laundry EquipmentDocument1 pageProcurement Quotation for Chest Freezers, Chillers, Fans and Laundry EquipmentRajNo ratings yet
- Poe, N0, B-R La+nq/l U PT - Os: NOTES.Document1 pagePoe, N0, B-R La+nq/l U PT - Os: NOTES.RajNo ratings yet
- 15nb Half CouplingDocument1 page15nb Half CouplingRajNo ratings yet
- Jining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-03Document1 pageJining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-03RajNo ratings yet
- Chehab Nig. LTD.: ImmediatelyDocument1 pageChehab Nig. LTD.: ImmediatelyRajNo ratings yet
- Special Tools: Erui International Electronic Commerce Co., LTDDocument7 pagesSpecial Tools: Erui International Electronic Commerce Co., LTDRajNo ratings yet
- Lubrication: Erui International Electronic Commerce Co., LTDDocument1 pageLubrication: Erui International Electronic Commerce Co., LTDRajNo ratings yet
- PW610 PWM BB3 PDFDocument6 pagesPW610 PWM BB3 PDFRajNo ratings yet
- Jining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-02Document2 pagesJining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-02RajNo ratings yet
- Product Certificate (Registered) : Standards Organisation of Nigeria Conformity Assessment ProgrammeDocument1 pageProduct Certificate (Registered) : Standards Organisation of Nigeria Conformity Assessment ProgrammeRajNo ratings yet
- Jining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-01Document2 pagesJining Xunda Pipe Coating Materials Co.,Ltd: Test Report No. XD191014-01RajNo ratings yet
- QWETWEFEWDocument1 pageQWETWEFEWRajNo ratings yet
- ZTC250H431 27CSzxFDGHAWERS4GSZDTQ78JHYY英文技术规格书Document17 pagesZTC250H431 27CSzxFDGHAWERS4GSZDTQ78JHYY英文技术规格书RajNo ratings yet
- ZTC250H431 27CSzxFDGHAWERS4GSZDTQ78JHYY英文技术规格书Document17 pagesZTC250H431 27CSzxFDGHAWERS4GSZDTQ78JHYY英文技术规格书RajNo ratings yet
- ZTC800V SPECIFICATIONSDocument27 pagesZTC800V SPECIFICATIONSRajNo ratings yet
- Zoomlion ZTC550V Truck Crane Technical SpecificationsDocument28 pagesZoomlion ZTC550V Truck Crane Technical SpecificationsRajNo ratings yet
- TUJW46U6UWEGTBFDocument1 pageTUJW46U6UWEGTBFRajNo ratings yet
- TUJW46U6UWEGTBFDocument1 pageTUJW46U6UWEGTBFRajNo ratings yet
- RWHRESFHGGRVDocument1 pageRWHRESFHGGRVRajNo ratings yet
- 10 0.5G15N V3, C40 8 (-I,)Document1 page10 0.5G15N V3, C40 8 (-I,)RajNo ratings yet
- 10 0.5G15N V3, C40 8 (-I,)Document1 page10 0.5G15N V3, C40 8 (-I,)RajNo ratings yet
- 34T43ETFRWADocument1 page34T43ETFRWARajNo ratings yet
- 360 6S3R, C00 8 (-NRD3-VY1,) - ModelDocument1 page360 6S3R, C00 8 (-NRD3-VY1,) - ModelRajNo ratings yet
- 200 2BB6R V3 C40 3N662-Model PDFDocument1 page200 2BB6R V3 C40 3N662-Model PDFRajNo ratings yet
- Savage Worlds of Shadowrun FinalDocument29 pagesSavage Worlds of Shadowrun Finaljasonstierle100% (4)
- Solid Free Form:: Quilt Flatten Quilt QuiltDocument3 pagesSolid Free Form:: Quilt Flatten Quilt QuiltNaganthrakumar RamaswamyNo ratings yet
- Lecture 9: Exploration and Exploitation: David SilverDocument47 pagesLecture 9: Exploration and Exploitation: David Silver司向辉No ratings yet
- Lesson 2.2 Graphing Linear Functions by The Point Plotting MethodDocument4 pagesLesson 2.2 Graphing Linear Functions by The Point Plotting MethodAliah GombioNo ratings yet
- Reinforced Concrete Design Solution Manual 7th Edition PDFDocument5 pagesReinforced Concrete Design Solution Manual 7th Edition PDFEdmond Orena BautistaNo ratings yet
- Port EquipmentsDocument21 pagesPort EquipmentsNeha Motwani100% (2)
- Manual Liebert PSADocument12 pagesManual Liebert PSAMatthew CannonNo ratings yet
- LG Rotary Compressor GuideDocument32 pagesLG Rotary Compressor Guideวรศิษฐ์ อ๋อง33% (3)
- GeographyDocument18 pagesGeographyAshley Morgan88% (8)
- Dekalb White Commercial Management GuideDocument41 pagesDekalb White Commercial Management GuideBanzragch Jamsran88% (8)
- Monorail HC Overhead Track Scale: Technical ManualDocument30 pagesMonorail HC Overhead Track Scale: Technical ManualRicardo Vazquez SalinasNo ratings yet
- Environmental AuditingDocument27 pagesEnvironmental Auditinghitman agent 47No ratings yet
- A Guide to Chemical Classification of Common Volcanic RocksDocument26 pagesA Guide to Chemical Classification of Common Volcanic RocksPepeeJh VaargasNo ratings yet
- Major Project ReportDocument49 pagesMajor Project ReportMohini BhartiNo ratings yet
- Lam Sendz MmsDocument8 pagesLam Sendz MmsVíc AltamarNo ratings yet
- Internship Report FACTDocument16 pagesInternship Report FACTBennetHailinkNo ratings yet
- 1.master Techniques in Surgery - Esophageal Surgery, 1E (2014)Document456 pages1.master Techniques in Surgery - Esophageal Surgery, 1E (2014)Raul Micu ChisNo ratings yet
- My Heart Sings Praises - Line UpDocument4 pagesMy Heart Sings Praises - Line UpAnthony JimenezNo ratings yet
- Capacitive Touch Sensing, MSP430™ Slider and Wheel Tuning GuideDocument18 pagesCapacitive Touch Sensing, MSP430™ Slider and Wheel Tuning GuideFábio Carvalho FurtadoNo ratings yet
- Analysis of Power Quality Issues and Implementation of UPQC Topologies To Enhance Power System StabilityDocument16 pagesAnalysis of Power Quality Issues and Implementation of UPQC Topologies To Enhance Power System StabilityEditor IJTSRDNo ratings yet
- 1.trijang Rinpoche Bio CompleteDocument265 pages1.trijang Rinpoche Bio CompleteDhamma_Storehouse100% (1)
- Module 6 PDFDocument10 pagesModule 6 PDFTazbir AntuNo ratings yet
- Air-To-Air Claims and Credits For Navy and Marine Corps Patrol Type Aircraft During World War II (Appendix 4)Document18 pagesAir-To-Air Claims and Credits For Navy and Marine Corps Patrol Type Aircraft During World War II (Appendix 4)MCGunnerNo ratings yet
- CS601 - Machine Learning - Unit 2 - Notes - 1672759753Document14 pagesCS601 - Machine Learning - Unit 2 - Notes - 1672759753mohit jaiswalNo ratings yet
- Kodak Miraclon Plate BrochureDocument2 pagesKodak Miraclon Plate BrochureQuinson Benson CoNo ratings yet
- Prota - Stiffness FactorDocument7 pagesProta - Stiffness FactorA K100% (1)
- Citroen c3Document3 pagesCitroen c3yoNo ratings yet
- Methods of preparation and properties of amines, alkyl cyanides, nitro compounds and aromatic nitro compoundsDocument22 pagesMethods of preparation and properties of amines, alkyl cyanides, nitro compounds and aromatic nitro compoundsVanshika JainNo ratings yet
- Geotechnical Module: Powerful Software Featuring Intuitive WorkflowDocument4 pagesGeotechnical Module: Powerful Software Featuring Intuitive WorkflowMuhammadAviCennaNo ratings yet
- Composite Metal Deck Slab Design As Per EC4Document86 pagesComposite Metal Deck Slab Design As Per EC4asubhash110% (1)