You might also like
- Vietnam Galss JarDocument1 pageVietnam Galss JarMuhammad BilalNo ratings yet
- Chemical Reaction Engineering (CRE) Is TheDocument38 pagesChemical Reaction Engineering (CRE) Is TheMuhammad BilalNo ratings yet
- Piping FundamentalsDocument31 pagesPiping FundamentalsMuhammad BilalNo ratings yet
- Energy Balance: Introduction and Significance Energy UsageDocument21 pagesEnergy Balance: Introduction and Significance Energy UsageMuhammad BilalNo ratings yet
- Lec1 AnimatedDocument61 pagesLec1 AnimatedTysir SarhanNo ratings yet
- Leather Processing & TanningDocument21 pagesLeather Processing & TanningMuhammad BilalNo ratings yet
- Ureafertilizer 160528165302Document14 pagesUreafertilizer 160528165302Muhammad BilalNo ratings yet
- Lec1 AnimatedDocument61 pagesLec1 AnimatedTysir SarhanNo ratings yet
- The Role of Philosophy in The Life of A Student of A Technical UniversityDocument6 pagesThe Role of Philosophy in The Life of A Student of A Technical UniversityMuhammad BilalNo ratings yet
- Motivation To Pursue Higher EducationDocument120 pagesMotivation To Pursue Higher EducationMuhammad BilalNo ratings yet
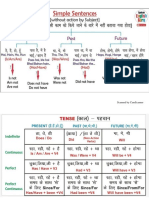
- All Tense ChatsDocument35 pagesAll Tense ChatsMuhammad BilalNo ratings yet
- How To Write A Cover LetterDocument8 pagesHow To Write A Cover LetterMawdy McdeepNo ratings yet
- Applied Chemistry - I: AssignmentDocument5 pagesApplied Chemistry - I: AssignmentMuhammad BilalNo ratings yet
- Applied Chemistry - II (Fall-18) - 2 PDFDocument6 pagesApplied Chemistry - II (Fall-18) - 2 PDFMuhammad BilalNo ratings yet
- Profitability Analysis: Engr. Farhan Javed Lecturer Chemical Engineering Department Faisalabad CampusDocument13 pagesProfitability Analysis: Engr. Farhan Javed Lecturer Chemical Engineering Department Faisalabad CampusMuhammad BilalNo ratings yet
- CH # 11-12 (2nd Year)Document4 pagesCH # 11-12 (2nd Year)Muhammad BilalNo ratings yet
- Problems EcoDocument2 pagesProblems EcoMuhammad BilalNo ratings yet
- Applied Chemistry - II (Fall-18) - 2 PDFDocument6 pagesApplied Chemistry - II (Fall-18) - 2 PDFMuhammad BilalNo ratings yet
- Chap 7 SDocument51 pagesChap 7 SMuhammad BilalNo ratings yet
- CH # 7-8 (2nd Yr)Document4 pagesCH # 7-8 (2nd Yr)Muhammad BilalNo ratings yet
- 28 A524Document6 pages28 A524Imtinan MohsinNo ratings yet
- List of Exp Chemistry 11Document2 pagesList of Exp Chemistry 11Muhammad BilalNo ratings yet
- Chem Assignment Unit IDocument1 pageChem Assignment Unit IMuhammad BilalNo ratings yet
- Biodiesel ProductionDocument19 pagesBiodiesel ProductionMuhammad BilalNo ratings yet
- Research Perposal PDFDocument5 pagesResearch Perposal PDFMuhammad BilalNo ratings yet
- Laplace ProblemsDocument41 pagesLaplace ProblemsduchesschloeNo ratings yet
- Solutions To Exercises 11.1: 1. We HaveDocument21 pagesSolutions To Exercises 11.1: 1. We HaveTri Phương NguyễnNo ratings yet
- 1.9 HT PDFDocument86 pages1.9 HT PDFmarmaduke32No ratings yet
- Thermodynamics NotesDocument155 pagesThermodynamics NotesJOEL BRITTONo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Oracle QuestDocument521 pagesOracle Questprasanna ghareNo ratings yet
- Nin/Pmjay Id Name of The Vaccination Site Category Type District BlockDocument2 pagesNin/Pmjay Id Name of The Vaccination Site Category Type District BlockNikunja PadhanNo ratings yet
- LakmeDocument34 pagesLakmeSuraj Pratap Sawhney79% (14)
- Memory and History in The Folklores Reinvented Through BeowulfDocument10 pagesMemory and History in The Folklores Reinvented Through BeowulfDebojyoti DanNo ratings yet
- RegressionDocument16 pagesRegressionchinusccNo ratings yet
- Practice Makes Perfect Basic Spanish Premium Third Edition Dorothy Richmond All ChapterDocument67 pagesPractice Makes Perfect Basic Spanish Premium Third Edition Dorothy Richmond All Chaptereric.temple792100% (3)
- Jesus Christ Was A HinduDocument168 pagesJesus Christ Was A Hinduhbk22198783% (12)
- Second Grading EappDocument2 pagesSecond Grading EappConnieRoseRamos100% (2)
- Sta. Lucia National High School: Republic of The Philippines Region III-Central LuzonDocument7 pagesSta. Lucia National High School: Republic of The Philippines Region III-Central LuzonLee Charm SantosNo ratings yet
- Navamsa Karma and GodDocument9 pagesNavamsa Karma and GodVisti Larsen50% (2)
- (Durt, - Christoph - Fuchs, - Thomas - Tewes, - Christian) Embodiment, Enaction, and Culture PDFDocument451 pages(Durt, - Christoph - Fuchs, - Thomas - Tewes, - Christian) Embodiment, Enaction, and Culture PDFnlf2205100% (3)
- Csm6 Ext1y11 BookDocument955 pagesCsm6 Ext1y11 BookJesse Davis100% (12)
- Bsed FilipinoDocument18 pagesBsed FilipinoJ.PNo ratings yet
- Radiopharmaceutical Production: History of Cyclotrons The Early Years at BerkeleyDocument31 pagesRadiopharmaceutical Production: History of Cyclotrons The Early Years at BerkeleyNguyễnKhươngDuyNo ratings yet
- PlayDocument121 pagesPlayellennelleNo ratings yet
- Diagnosis: Acute GastroenteritisDocument1 pageDiagnosis: Acute GastroenteritisSakshi RanabhatNo ratings yet
- AmplifierDocument20 pagesAmplifierValerie StraussNo ratings yet
- Olinger v. The Church of Jesus Christ of Latter Day Saints Et Al - Document No. 1Document4 pagesOlinger v. The Church of Jesus Christ of Latter Day Saints Et Al - Document No. 1Justia.comNo ratings yet
- Fallopian Tube BlockageDocument11 pagesFallopian Tube Blockagesimran kaurNo ratings yet
- Brochure 8 VT 8Document24 pagesBrochure 8 VT 8David GonzalesNo ratings yet
- The Bible Does Not Condemn Premarital SexDocument16 pagesThe Bible Does Not Condemn Premarital SexKeith502100% (3)
- Collocations and IdiomsDocument6 pagesCollocations and IdiomsNguyen HuyenNo ratings yet
- ACT December 2018 Form B05 PDFDocument54 pagesACT December 2018 Form B05 PDFPranav ChatiNo ratings yet
- Welcome To The Jfrog Artifactory User Guide!Document3 pagesWelcome To The Jfrog Artifactory User Guide!RaviNo ratings yet
- Clinimetrics Single Assessment Numeric EvaluationDocument1 pageClinimetrics Single Assessment Numeric EvaluationNicol SandovalNo ratings yet
- 07 Lejano vs. People (95 PAGES!)Document95 pages07 Lejano vs. People (95 PAGES!)noonalawNo ratings yet
- Ubi Jus Ibi RemediumDocument9 pagesUbi Jus Ibi RemediumUtkarsh JaniNo ratings yet
- Professional Education Pre-Licensure Examination For TeachersDocument12 pagesProfessional Education Pre-Licensure Examination For TeachersJudy Mae ManaloNo ratings yet
- Task Basis JurisprudenceDocument10 pagesTask Basis JurisprudenceKerwin LeonidaNo ratings yet
- Arif Dirlik - The Origins of Chinese Communism-Oxford University Press, USA (1989)Document335 pagesArif Dirlik - The Origins of Chinese Communism-Oxford University Press, USA (1989)Denisa FeisalNo ratings yet