You might also like
- Risk Assessment for Human Metal Exposures: Mode of Action and Kinetic ApproachesFrom EverandRisk Assessment for Human Metal Exposures: Mode of Action and Kinetic ApproachesNo ratings yet
- Aws A 2.4 PDFDocument118 pagesAws A 2.4 PDFWanderley FonsecaNo ratings yet
- Age-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsDocument4 pagesAge-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsGustavo SuarezNo ratings yet
- The Death of Welding InspectorDocument1 pageThe Death of Welding Inspectormekag94100% (1)
- C 297 - C 297M - 04 - Qzi5ny9dmjk3tq - PDFDocument6 pagesC 297 - C 297M - 04 - Qzi5ny9dmjk3tq - PDFAnil100% (1)
- Complete Guide to SKV WeldingDocument132 pagesComplete Guide to SKV WeldingradhakrishnangNo ratings yet
- Astm A123Document9 pagesAstm A123donghoangvuNo ratings yet
- Astm A 335Document8 pagesAstm A 335Ruben Dario Espinoza Vasquez100% (1)
- SSPC QP 3Document6 pagesSSPC QP 3anoopkumarNo ratings yet
- Astm A1007-2002Document9 pagesAstm A1007-2002Jorge ToribioNo ratings yet
- Thermite Welding MetallurgyDocument3 pagesThermite Welding MetallurgyDarryl007No ratings yet
- D 2527 - 83 R01 - Rdi1mjc - PDFDocument2 pagesD 2527 - 83 R01 - Rdi1mjc - PDFsabaris ksNo ratings yet
- Table 6 1 AWS D1 1 D1 1M 2010 PDFDocument1 pageTable 6 1 AWS D1 1 D1 1M 2010 PDFFu AdNo ratings yet
- Field Manual For Structural Bolting FINAL1 455511 7 PDFDocument49 pagesField Manual For Structural Bolting FINAL1 455511 7 PDFstavros_stergNo ratings yet
- Form - Structural Concrete Pre-Pour Conference Agenda 1Document12 pagesForm - Structural Concrete Pre-Pour Conference Agenda 1masahinNo ratings yet
- SherardizingDocument2 pagesSherardizingRichard HockleyNo ratings yet
- Hi - Temp 900Document5 pagesHi - Temp 900bhavesh solankiNo ratings yet
- ASTMDocument7 pagesASTMMarko's Brazon'No ratings yet
- Astm C-330-04 PDFDocument4 pagesAstm C-330-04 PDFJAlberto LópezNo ratings yet
- F2280 BoltsDocument2 pagesF2280 Boltsm.bizama100% (1)
- Astm A 956Document7 pagesAstm A 956Joshua Surbakti100% (1)
- Thickness Tolerance of API 5L ASTM A53 EN10219 StandardDocument2 pagesThickness Tolerance of API 5L ASTM A53 EN10219 StandardhungNo ratings yet
- Pl-Coat-1.0.0 (Fusion Bonded Epoxy Coating)Document10 pagesPl-Coat-1.0.0 (Fusion Bonded Epoxy Coating)Hector MejiaNo ratings yet
- Csa W48-23Document70 pagesCsa W48-23Arnold Jose Batista RodriguezNo ratings yet
- API 5L Line Pipes Wall Thickness Outside Diameter Tolerance - Stainless SteeDocument2 pagesAPI 5L Line Pipes Wall Thickness Outside Diameter Tolerance - Stainless Steewilxj100% (1)
- ANSI Standard A14.3-2000Document3 pagesANSI Standard A14.3-2000Jairo WilchesNo ratings yet
- What marks are shown on the head of a boltDocument3 pagesWhat marks are shown on the head of a bolttanujaayerNo ratings yet
- A283Document2 pagesA283Demetrio RodriguezNo ratings yet
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Document2 pagesWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiNo ratings yet
- Failure Analysis and PreventionDocument12 pagesFailure Analysis and PreventionMuhammed Ovawo100% (1)
- Cigweld-Deposited Rates PDFDocument7 pagesCigweld-Deposited Rates PDFNam_HitechNo ratings yet
- Steel Forgings, Carbon and Alloy, For General Industrial UseDocument8 pagesSteel Forgings, Carbon and Alloy, For General Industrial UseMahmoud SalahNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched-and-Tempered, Chromium-Molybdenum, and Chromium - Molybdenum-VanadiumJosé Ramón Gutierrez100% (1)
- Mechanical Testing 01B: Part 2 Charpy Impact TestingDocument25 pagesMechanical Testing 01B: Part 2 Charpy Impact Testingsamurai7_77100% (1)
- Astm A588-A588m-05Document3 pagesAstm A588-A588m-05Hoang Kien100% (1)
- Heat Input CalculatorDocument2 pagesHeat Input CalculatorKiukStaksNo ratings yet
- ASTM A759-2000 Crane RailsDocument4 pagesASTM A759-2000 Crane Railsnkpong849005100% (1)
- Astm A 790-2020Document10 pagesAstm A 790-2020Mohammed AliNo ratings yet
- BS 5391 PDFDocument10 pagesBS 5391 PDFmaguenhoyosNo ratings yet
- Astm A106 1999Document13 pagesAstm A106 1999Rolando CastilloNo ratings yet
- Ssec - Tip - 56 Cambered Steel Beams PDFDocument4 pagesSsec - Tip - 56 Cambered Steel Beams PDFAdrian Guerra EspinosaNo ratings yet
- Beginners Guide To CorrosionDocument10 pagesBeginners Guide To Corrosionshamu081No ratings yet
- 31-Astm C1077-16Document9 pages31-Astm C1077-16Rolando de GuzmanNo ratings yet
- Solano County PD Expungement PacketDocument7 pagesSolano County PD Expungement PacketSean RamseyNo ratings yet
- Ansi N45.2.9Document6 pagesAnsi N45.2.9halloihrNo ratings yet
- ASTM Norm E 164 - 97 - RTE2NC05NWDocument23 pagesASTM Norm E 164 - 97 - RTE2NC05NWAngelNo ratings yet
- Astm F2561-16Document4 pagesAstm F2561-16hugoNo ratings yet
- Astm E7Document30 pagesAstm E7Akki SaudiNo ratings yet
- 3 08 OperatingProcedures Macro Etch and Hardness Testing of Welds PDFDocument2 pages3 08 OperatingProcedures Macro Etch and Hardness Testing of Welds PDFravi00098No ratings yet
- A780 PDFDocument3 pagesA780 PDFMauricio Adame100% (1)
- Guidelines For Pipe BurstingDocument55 pagesGuidelines For Pipe BurstingGeorge_Wabag_2014No ratings yet
- Wire Rope and Webbing Sling Inspection ReportsDocument2 pagesWire Rope and Webbing Sling Inspection ReportsdharwinNo ratings yet
- Astm A380-17Document13 pagesAstm A380-17EmekaNo ratings yet
- 76 - 033Document6 pages76 - 033rajaNo ratings yet
- Agitator Manual Chemineer PDFDocument102 pagesAgitator Manual Chemineer PDFArunkumar100% (2)
- Rules for Ship Machinery InstallationsDocument346 pagesRules for Ship Machinery InstallationsDymon VaytkevichyusNo ratings yet
- Manned SubmersiblesDocument156 pagesManned SubmersiblesBuceo Mantto OCEAN INTREPIDNo ratings yet
- ACS Rules For Offshore Fixed Platform InstallationDocument31 pagesACS Rules For Offshore Fixed Platform Installationsaeed ghafooriNo ratings yet
- DEF - STAN - 02-874 Testing Route For The Assessment of New Submarine Hull SteelsDocument46 pagesDEF - STAN - 02-874 Testing Route For The Assessment of New Submarine Hull SteelsTheodoros VrakasNo ratings yet
- NDT Code Book Made EasyDocument398 pagesNDT Code Book Made Easydiaccessltd_17172961100% (2)
- Bsi MFL Steel Tubes Part 4Document16 pagesBsi MFL Steel Tubes Part 4sajuxNo ratings yet
- STD 1699 BDocument21 pagesSTD 1699 BsajuxNo ratings yet
- SAMPLE Thermographic Report - PDF - 1-3Document3 pagesSAMPLE Thermographic Report - PDF - 1-3sajuxNo ratings yet
- BS 583-6 PDFDocument18 pagesBS 583-6 PDFwiNo ratings yet
- TMC 224 PDFDocument88 pagesTMC 224 PDFsajuxNo ratings yet
- Metric Plain Washers: American National StandardDocument16 pagesMetric Plain Washers: American National StandardSubrata Das100% (2)
- RadiationDocument4 pagesRadiationsajuxNo ratings yet
- Specs Thermite Welds June 1Document25 pagesSpecs Thermite Welds June 1sajux100% (1)
- VesvikarDocument7 pagesVesvikarKirolos M. NasimNo ratings yet
- 91Document8 pages91Divakar Dahiya100% (1)
- UncertainitiesDocument13 pagesUncertainitiessajuxNo ratings yet
- Conductivity ChartDocument6 pagesConductivity ChartsajuxNo ratings yet
- Asme A17-2-1bDocument32 pagesAsme A17-2-1bsajuxNo ratings yet
- Weld GaugesDocument15 pagesWeld GaugessajuxNo ratings yet
- TWI - Presentation Welding DefectsDocument22 pagesTWI - Presentation Welding Defectssajux100% (2)
- Using Welding Inspection ToolsDocument9 pagesUsing Welding Inspection Toolssajux100% (1)
- New ESBeamTool3 PDFDocument2 pagesNew ESBeamTool3 PDFsajuxNo ratings yet
- Eddy Current Testing - Frequency GuideDocument2 pagesEddy Current Testing - Frequency GuidesajuxNo ratings yet
- Introduction To Non Destructive Testing (NDT)Document35 pagesIntroduction To Non Destructive Testing (NDT)sajuxNo ratings yet
- Iso 9712 2012 PDFDocument19 pagesIso 9712 2012 PDFBala KrishnanNo ratings yet
- An Overview On Ultrasonic TestingDocument35 pagesAn Overview On Ultrasonic TestingsajuxNo ratings yet
- EN 10308-2002 Non-destructive-Testing-Ultrasonic-Testing-of-Steel-Bars PDFDocument15 pagesEN 10308-2002 Non-destructive-Testing-Ultrasonic-Testing-of-Steel-Bars PDFK.s. Raghavendra Kumar100% (1)
- Clna15786enc 001Document68 pagesClna15786enc 001sajux100% (1)
- CC 181Document4 pagesCC 181sajuxNo ratings yet
- New ESBeamTool3Document2 pagesNew ESBeamTool3sajuxNo ratings yet
- Proof of Creeping WaveDocument11 pagesProof of Creeping WavesajuxNo ratings yet
- Basic Wave Physics For Sizing MethodsDocument9 pagesBasic Wave Physics For Sizing MethodssajuxNo ratings yet
- Handheld Sizing StressDocument18 pagesHandheld Sizing StressAntonio PerezNo ratings yet
- Super Critical Boiler Technology SKDDocument35 pagesSuper Critical Boiler Technology SKDSwapnil TingusleNo ratings yet
- DIN EN 809:2012-10 (E) : Pumps and Pump Units For Liquids - Common Safety RequirementsDocument2 pagesDIN EN 809:2012-10 (E) : Pumps and Pump Units For Liquids - Common Safety RequirementsBvitalizeNo ratings yet
- BME Fifth Semester Theory ModulesDocument5 pagesBME Fifth Semester Theory ModulesDeepak AgrawalNo ratings yet
- Hydraulic Flow Control & Flow DividersDocument1 pageHydraulic Flow Control & Flow Dividerssivaraman jaganathanNo ratings yet
- Zenit Grey Series Submersible Pumps CatalogueDocument12 pagesZenit Grey Series Submersible Pumps CatalogueDeiv JaviNo ratings yet
- ZF WG98 TSC Transmission Repair ManualDocument134 pagesZF WG98 TSC Transmission Repair ManualRAPID EQUIPMENT RENTAL71% (7)
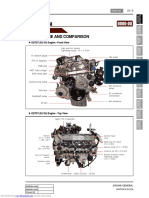
- Structure and Comparison: D27DT (EU IV) Engine - Front ViewDocument36 pagesStructure and Comparison: D27DT (EU IV) Engine - Front ViewFrancisco Alejandro TelloNo ratings yet
- RAC Qualifying ExamDocument9 pagesRAC Qualifying ExamVirg Sci-hiNo ratings yet
- Rotary Compressor For Air ConditioningDocument32 pagesRotary Compressor For Air Conditioningelizabeth velasquezNo ratings yet
- Jeep Compass Limited 2014 TransferDocument59 pagesJeep Compass Limited 2014 TransferRPMAQNo ratings yet
- Electrical Equipment Maintenance AnswersDocument12 pagesElectrical Equipment Maintenance AnswersGodfreyNo ratings yet
- Pressure-Gain Combustion For Gas Turbines: Dan Paxson NASA John H. Glenn Research Center Cleveland, OHDocument35 pagesPressure-Gain Combustion For Gas Turbines: Dan Paxson NASA John H. Glenn Research Center Cleveland, OHernestozagNo ratings yet
- Arlon TTF BgtsDocument11 pagesArlon TTF BgtsSamad A BakarNo ratings yet
- Astm A765 PDFDocument4 pagesAstm A765 PDFCristian OtivoNo ratings yet
- Lab Thermo - Marcet BoilerDocument6 pagesLab Thermo - Marcet BoilerHoongNo ratings yet
- Method Statement - Chilled Water Chemical Flushing - HEAT & POWER GEMS SCHOOLDocument19 pagesMethod Statement - Chilled Water Chemical Flushing - HEAT & POWER GEMS SCHOOLAnash RajanNo ratings yet
- MR 10MSX 5400700 M2 GBDocument76 pagesMR 10MSX 5400700 M2 GBFarid RezigNo ratings yet
- CodeAster With Mazar ModelDocument16 pagesCodeAster With Mazar ModelPabloNo ratings yet
- Apd Catalog PDFDocument28 pagesApd Catalog PDFsoo RenNo ratings yet
- Pressure Regulating Valve Valvulas by Pass Catalogo EquigasDocument1 pagePressure Regulating Valve Valvulas by Pass Catalogo EquigasecsuperalNo ratings yet
- Load Bearing Mechanism of Shear ConnectorsDocument11 pagesLoad Bearing Mechanism of Shear ConnectorssubathraponniNo ratings yet
- Daily Lesson Plan (DLP) Section / Time:: Worksheets/simple-Machines-Worksheet-1Document7 pagesDaily Lesson Plan (DLP) Section / Time:: Worksheets/simple-Machines-Worksheet-1Elizabeth Dugay MendozaNo ratings yet
- Bomag BW 900-2 Operators and Maintenance ManualDocument72 pagesBomag BW 900-2 Operators and Maintenance ManualIslam AttiaNo ratings yet
- Static of Rigid Bodies Sample ProblemsDocument4 pagesStatic of Rigid Bodies Sample ProblemsClein BaltazarNo ratings yet
- MecE 331 Design Project 1Document12 pagesMecE 331 Design Project 1Saad NavaidNo ratings yet
- Griflam - GB de Messer-1Document90 pagesGriflam - GB de Messer-1lcoraoNo ratings yet
- Design of Machine Elements CA-3Document2 pagesDesign of Machine Elements CA-3Sybl SauNo ratings yet
- Rotavator B16webDocument27 pagesRotavator B16webBayu SaputraNo ratings yet
- 836T Pressure Controls and SwitchesDocument30 pages836T Pressure Controls and SwitchesKyle StackNo ratings yet
- Installation, Operation & Maintenance Manual - Original VersionDocument11 pagesInstallation, Operation & Maintenance Manual - Original VersionAli AafaaqNo ratings yet