You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Shlokas and BhajansDocument204 pagesShlokas and BhajansCecilie Ramazanova100% (1)
- Techniques To Prevent Food SpoilageDocument30 pagesTechniques To Prevent Food SpoilageCourtney GrahamNo ratings yet
- Members From The Vietnam Food AssociationDocument19 pagesMembers From The Vietnam Food AssociationMaiquynh DoNo ratings yet
- IEEE 43 (Testing Insulation Rotating Machine)Document4 pagesIEEE 43 (Testing Insulation Rotating Machine)Kukuh WidodiNo ratings yet
- Cookery 10Document5 pagesCookery 10Angelica CunananNo ratings yet
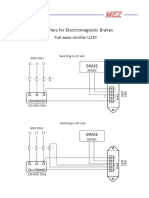
- Rectifiers For Electromagnetic Brakes: Full Wave Rectifier U230Document2 pagesRectifiers For Electromagnetic Brakes: Full Wave Rectifier U230Kukuh WidodiNo ratings yet
- Partial Discharge From Stone 1996Document6 pagesPartial Discharge From Stone 1996Kukuh WidodiNo ratings yet
- Wood 1993Document8 pagesWood 1993Kukuh WidodiNo ratings yet
- Wood 1993Document8 pagesWood 1993Kukuh WidodiNo ratings yet
- Steam Turbine ModernizationDocument14 pagesSteam Turbine ModernizationVaziri1070100% (1)
- GAE Double Volt Meter PDFDocument2 pagesGAE Double Volt Meter PDFKukuh WidodiNo ratings yet
- Arduino I2C LCD Interface with MCP23017 ExpanderDocument6 pagesArduino I2C LCD Interface with MCP23017 ExpanderKukuh WidodiNo ratings yet
- How To Build A Freetronics Kit Ten Clone v3Document5 pagesHow To Build A Freetronics Kit Ten Clone v3Kukuh WidodiNo ratings yet
- Synchroscope 6714+ Function and Connection SpecificationDocument4 pagesSynchroscope 6714+ Function and Connection SpecificationKukuh WidodiNo ratings yet
- GAE Double Volt MeterDocument2 pagesGAE Double Volt MeterKukuh WidodiNo ratings yet
- Metering Specifications69Document7 pagesMetering Specifications69Wahyu ArdiansyahNo ratings yet
- Resume AmarDocument3 pagesResume AmarAshraf YusofNo ratings yet
- Nelson Olmos introduces himself and familyDocument4 pagesNelson Olmos introduces himself and familyNelson Olmos QuimbayoNo ratings yet
- Arijit Singh Lyrics: "Saawali Si Raat"Document1 pageArijit Singh Lyrics: "Saawali Si Raat"123No ratings yet
- Chem 6AL Syllabus Winter 2021Document5 pagesChem 6AL Syllabus Winter 2021John SmithNo ratings yet
- LK 2 - Lembar Kerja Refleksi Modul 4 UnimDocument2 pagesLK 2 - Lembar Kerja Refleksi Modul 4 UnimRikhatul UnimNo ratings yet
- General Learning Outcomes: Lesson Title/Foc Us Math Grade 1 Ordering Vegetables/Addition Sign Teache R: DateDocument5 pagesGeneral Learning Outcomes: Lesson Title/Foc Us Math Grade 1 Ordering Vegetables/Addition Sign Teache R: Dateapi-296438662No ratings yet
- Lirik LaguDocument34 pagesLirik LaguAdjie SatryoNo ratings yet
- Economics I Course Manual 2022Document13 pagesEconomics I Course Manual 2022Mridula BansalNo ratings yet
- 411 PS1 2018 AnsDocument3 pages411 PS1 2018 AnsAlbertus MuheuaNo ratings yet
- The Strange and Beautiful Sorrows of Ava Lavender by Leslye Walton - PrologueDocument10 pagesThe Strange and Beautiful Sorrows of Ava Lavender by Leslye Walton - PrologueWalker BooksNo ratings yet
- Igbe Religion's 21st Century Syncretic Response to ChristianityDocument30 pagesIgbe Religion's 21st Century Syncretic Response to ChristianityFortune AFATAKPANo ratings yet
- JAWABAN UTS Bahasa Inggris II Keperawatan Dewi YuniarDocument3 pagesJAWABAN UTS Bahasa Inggris II Keperawatan Dewi Yuniarovan maysandyNo ratings yet
- Meng Chen, Lan Xu, Linda Van Horn, Joann E. Manson, Katherine L. Tucker, Xihao Du, Nannan Feng, Shuang Rong, Victor W. ZhongDocument1 pageMeng Chen, Lan Xu, Linda Van Horn, Joann E. Manson, Katherine L. Tucker, Xihao Du, Nannan Feng, Shuang Rong, Victor W. ZhongTHLiewNo ratings yet
- FisikaDocument46 pagesFisikaNurol Hifzi Putri RizkiNo ratings yet
- FentonTech Wastewater Ghernaout 2020Document29 pagesFentonTech Wastewater Ghernaout 2020BrankNo ratings yet
- CIMA Financial Accounting Fundamentals Past PapersDocument107 pagesCIMA Financial Accounting Fundamentals Past PapersAnonymous pwAkPZNo ratings yet
- 7 Tips For A Tidy Desk - ExercisesDocument4 pages7 Tips For A Tidy Desk - Exercisesjosh acNo ratings yet
- Rapidly develop and test solution concepts with an experiment mixtapeDocument9 pagesRapidly develop and test solution concepts with an experiment mixtapeKhushboo100% (1)
- A Place in Lake County - The Property Owner's Resource GuideDocument16 pagesA Place in Lake County - The Property Owner's Resource GuideMinnesota's Lake Superior Coastal ProgramNo ratings yet
- A Gringa in Oaxaca PDFDocument54 pagesA Gringa in Oaxaca PDFPeggy BryanNo ratings yet
- The University of Alabama PowerpointDocument18 pagesThe University of Alabama Powerpointapi-305346442No ratings yet
- Read Me 22222222222222Document2 pagesRead Me 22222222222222sancakemreNo ratings yet
- Bohol - Eng5 Q2 WK8Document17 pagesBohol - Eng5 Q2 WK8Leceil Oril PelpinosasNo ratings yet
- Operational Effectiveness and Strategy - FinalDocument11 pagesOperational Effectiveness and Strategy - FinalChanchal SharmaNo ratings yet
- Dividend PolicyDocument16 pagesDividend PolicyJhaden CatudioNo ratings yet
- Gordhan Subpoena Lawyer's LetterDocument2 pagesGordhan Subpoena Lawyer's LetterMail and GuardianNo ratings yet