You might also like
- PR Livestock Feed Formulation - Beta - 355582 PDFDocument219 pagesPR Livestock Feed Formulation - Beta - 355582 PDFkishore91% (11)
- Assignment 1 CarboxylicDocument8 pagesAssignment 1 CarboxylicYu HuiNo ratings yet
- BP s25 Wwta-DataDocument20 pagesBP s25 Wwta-DatajnmanivannanNo ratings yet
- Process Design and Economics Assignment Development of PFD and Process Concept DiagramDocument9 pagesProcess Design and Economics Assignment Development of PFD and Process Concept Diagramshailaja chowdhuryNo ratings yet
- Biogas Plant: Biogas Digester Design, Gas Production and PurificationFrom EverandBiogas Plant: Biogas Digester Design, Gas Production and PurificationRating: 3 out of 5 stars3/5 (1)
- Design and Construction of Waste Paper' Recycling PlantDocument12 pagesDesign and Construction of Waste Paper' Recycling PlantAhmed Ali100% (1)
- Design and Construction of Waste Paper' Recycling PlantDocument12 pagesDesign and Construction of Waste Paper' Recycling PlantAhmed Ali100% (1)
- (Fish Physiology 8) W.S. Hoar, D.J. Randall and J.R. Brett (Eds.) - Bioenergetics and Growth-Academic Press (1979) PDFDocument790 pages(Fish Physiology 8) W.S. Hoar, D.J. Randall and J.R. Brett (Eds.) - Bioenergetics and Growth-Academic Press (1979) PDFKathia LindoNo ratings yet
- Material and Stream ReportDocument9 pagesMaterial and Stream Reportsimple_uuNo ratings yet
- Design Use of Nursery Systems With An Emphasis On Biofloc ManagementDocument45 pagesDesign Use of Nursery Systems With An Emphasis On Biofloc Managementven kay100% (1)
- Simulation of Reactors and Heaters Coolers Using HYSYSDocument21 pagesSimulation of Reactors and Heaters Coolers Using HYSYSVonbait100% (2)
- AquaDocument297 pagesAquaTrafalgarSeieiNo ratings yet
- Chemical Dozing CalcDocument11 pagesChemical Dozing CalcAishwaria KhanNo ratings yet
- JubilantDocument25 pagesJubilantSagar Arora100% (1)
- Propane PropertiesDocument4 pagesPropane Propertiestexwan_No ratings yet
- Styrene Production Plant Dwsim FlowsheetDocument11 pagesStyrene Production Plant Dwsim FlowsheetmurtadaNo ratings yet
- Mole Fraction Molar Flows Mole Fraction Molar Flows Mole Fraction Kmol/h Kmol/hDocument12 pagesMole Fraction Molar Flows Mole Fraction Molar Flows Mole Fraction Kmol/h Kmol/hcheekydawgNo ratings yet
- Complete List of Organic AcidsDocument5 pagesComplete List of Organic AcidsAlejandro VargasNo ratings yet
- Beverages: Ffect of The Atmospheric Pressure Cold PlasmaDocument12 pagesBeverages: Ffect of The Atmospheric Pressure Cold PlasmaPeriyasami GovindasamyNo ratings yet
- Acetone ProjectDocument8 pagesAcetone ProjectYo MarhoonNo ratings yet
- Exp.7 Alkalinity TestDocument12 pagesExp.7 Alkalinity Testhero100% (1)
- ATP Recap:: ATP Labelled Diagram (Simple For Recall in Exam) What Are The Two Roles That ATP Performs?Document35 pagesATP Recap:: ATP Labelled Diagram (Simple For Recall in Exam) What Are The Two Roles That ATP Performs?Adam KhanNo ratings yet
- Acetone Project StatementDocument7 pagesAcetone Project StatementAmr TarekNo ratings yet
- Natural Gas Steam Heated Natural GasDocument10 pagesNatural Gas Steam Heated Natural GasgongweejieNo ratings yet
- Referentne Vrijednosti Za Vrste Papiga PDFDocument56 pagesReferentne Vrijednosti Za Vrste Papiga PDFnejraNo ratings yet
- Aqua PDFDocument297 pagesAqua PDFergqNo ratings yet
- Problem 3.1 Nattanon 56010393Document8 pagesProblem 3.1 Nattanon 56010393Nattanon SakulkhunsawattNo ratings yet
- H. Aerobic vs. Anaerobic Respiration LabDocument4 pagesH. Aerobic vs. Anaerobic Respiration LaberikabeltranNo ratings yet
- Miscellaneous Data and Conversion FactorsDocument32 pagesMiscellaneous Data and Conversion FactorsladreidNo ratings yet
- Simulation Sugarcane JuiceDocument9 pagesSimulation Sugarcane JuiceYorman Zambrano SilvaNo ratings yet
- Food As Wastewater IngredientDocument2 pagesFood As Wastewater IngredientandreadeasNo ratings yet
- Q1 Body Fluid Compartments Functions of Body WaterDocument9 pagesQ1 Body Fluid Compartments Functions of Body WaterTepo Edek PhetoloNo ratings yet
- 01aDocument34 pages01acemsavantNo ratings yet
- Precipitation CaCo3Document6 pagesPrecipitation CaCo3marsulexNo ratings yet
- Flow SheetDocument48 pagesFlow SheetRAVI1972No ratings yet
- Trabaj Oxido D EtilenoDocument3 pagesTrabaj Oxido D EtilenoJuan M LariosNo ratings yet
- IV Fluids and Electrolyte PhysiologyDocument64 pagesIV Fluids and Electrolyte PhysiologypaulaNo ratings yet
- Class 29: Monday, November 1 Enthalpy TablesDocument18 pagesClass 29: Monday, November 1 Enthalpy TablesAman SinghNo ratings yet
- 360exp10-02 EsterificationDocument14 pages360exp10-02 EsterificationlewisrahimiNo ratings yet
- Thermodynamics Refrigerant TableDocument5 pagesThermodynamics Refrigerant TableworaritskulNo ratings yet
- 4th Yr DSGN ProDocument56 pages4th Yr DSGN ProTarun Sama0% (1)
- Titan Media: Product Name Product NameDocument3 pagesTitan Media: Product Name Product NameTitan BiotechNo ratings yet
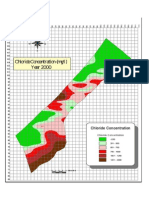
- Water Quality Gaza MapsDocument10 pagesWater Quality Gaza MapsReemALMousawiNo ratings yet
- Body FluidDocument10 pagesBody FluidNwaoha Chibuzor AnthonyNo ratings yet
- Materials & Streams Report: 1. Overall Process DataDocument7 pagesMaterials & Streams Report: 1. Overall Process DatafaraaaalyaNo ratings yet
- Body Fluids: DR Sheetal C NDocument34 pagesBody Fluids: DR Sheetal C Nmus zaharaNo ratings yet
- Esterification Oil of WintergreenDocument8 pagesEsterification Oil of WintergreenMaria MahusayNo ratings yet
- Deposit Control Polymers For Stressed Phosphate-Based Cooling Water SystemsDocument15 pagesDeposit Control Polymers For Stressed Phosphate-Based Cooling Water SystemsJohnNo ratings yet
- TK-315 CPI2 - 1 - NonReacting SystemsDocument37 pagesTK-315 CPI2 - 1 - NonReacting SystemsIndahNo ratings yet
- Support - Information - RemovalofMultiple Contaminants From Water by PolyoxometalateSupportedIonicLiquid Phases (POM-SILPs) PDFDocument11 pagesSupport - Information - RemovalofMultiple Contaminants From Water by PolyoxometalateSupportedIonicLiquid Phases (POM-SILPs) PDFLý Thành NamNo ratings yet
- Carboxylic Acids Reactions: Presented By: Mizgin Q.AbdullahDocument10 pagesCarboxylic Acids Reactions: Presented By: Mizgin Q.AbdullahSafwan BakrmanyNo ratings yet
- Water-Steam Saturation Properties (By Pressure in US Units)Document5 pagesWater-Steam Saturation Properties (By Pressure in US Units)Juan Carlos Ramirez DariasNo ratings yet
- Properties of Chitosanase From Bacillus Cereus S1Document4 pagesProperties of Chitosanase From Bacillus Cereus S1vignesh9489No ratings yet
- Sorbitan Esters PlantDocument9 pagesSorbitan Esters PlantHolman SanabriaNo ratings yet
- Probset3. MaterialbalancesDocument8 pagesProbset3. MaterialbalancesAbi MukundNo ratings yet
- Dictionary of Nutrition and Food TechnologyFrom EverandDictionary of Nutrition and Food TechnologyRating: 5 out of 5 stars5/5 (3)
- Recovering Bioactive Compounds from Agricultural WastesFrom EverandRecovering Bioactive Compounds from Agricultural WastesVan Tang NguyenNo ratings yet
- Emerging Technologies in Meat Processing: Production, Processing and TechnologyFrom EverandEmerging Technologies in Meat Processing: Production, Processing and TechnologyEnda J. CumminsNo ratings yet
- O Level Biology Practice For Structured Questions Nutrition In HumansFrom EverandO Level Biology Practice For Structured Questions Nutrition In HumansRating: 2 out of 5 stars2/5 (1)
- Applications of Egg Shell and Egg Shell Membrane As AdsorbentsDocument13 pagesApplications of Egg Shell and Egg Shell Membrane As AdsorbentsAhmed AliNo ratings yet
- Problems: CHEM1020Document45 pagesProblems: CHEM1020Ahmed AliNo ratings yet
- Miscellaneous Treatment Processes PDFDocument6 pagesMiscellaneous Treatment Processes PDFAhmed AliNo ratings yet
- 04-Control of Volatile Organic Compounds (VOCs)Document187 pages04-Control of Volatile Organic Compounds (VOCs)Ahmed AliNo ratings yet
- Heat ProblemsDocument17 pagesHeat ProblemsAhmed AliNo ratings yet
- Dedicated System For Production of Food Grade Product: Limestone Caco + 2Hcl Co + H O + Cacl Hydrochloric AcidDocument1 pageDedicated System For Production of Food Grade Product: Limestone Caco + 2Hcl Co + H O + Cacl Hydrochloric AcidAhmed AliNo ratings yet
- Evap DesignDocument16 pagesEvap DesignAhmed Ali100% (3)
- 1992 Lazaridis Daf Metal IonsDocument16 pages1992 Lazaridis Daf Metal IonsAhmed AliNo ratings yet
- Extraction of Chlorophyll From Alfalfa PlantDocument13 pagesExtraction of Chlorophyll From Alfalfa PlantAhmed AliNo ratings yet
- Soxhlet Ex.Document2 pagesSoxhlet Ex.Ahmed AliNo ratings yet
- 2016 Nutrient Specifications Manual - Metric - 9-21-16 PDFDocument62 pages2016 Nutrient Specifications Manual - Metric - 9-21-16 PDFAnna Clarissa Concepcion Villanueva100% (1)
- Nutritionalrequirementsofmeat Typeandegg TypeduckswhatdoweknowDocument12 pagesNutritionalrequirementsofmeat Typeandegg TypeduckswhatdoweknowRodrigo zuluaga arboledaNo ratings yet
- Growth Performance of Broilers Fed A Quality Protein MaizeDocument13 pagesGrowth Performance of Broilers Fed A Quality Protein MaizeOliver TalipNo ratings yet
- Amino AcidsDocument6 pagesAmino AcidsJohannaNo ratings yet
- E-Feed Formulation TemplateDocument19 pagesE-Feed Formulation Templatemel CidNo ratings yet
- SoybeanDocument486 pagesSoybeanJessica PizzoNo ratings yet
- Animal Sciences: Protein and Amino Acid Requirements For PoultryDocument8 pagesAnimal Sciences: Protein and Amino Acid Requirements For PoultryTalhaNo ratings yet
- Problem Set Proteins and EnzymesDocument4 pagesProblem Set Proteins and EnzymesJayvee BillonesNo ratings yet
- Group AssignmentDocument9 pagesGroup AssignmentRenee Dwi Permata MessakaraengNo ratings yet
- Amino Acid For NeonateDocument13 pagesAmino Acid For NeonateHerti PutriNo ratings yet
- Dr. Matthias Rath's Cellular Solution - Alive-N-HealthyDocument13 pagesDr. Matthias Rath's Cellular Solution - Alive-N-HealthyJu Ri100% (1)
- Brazilian Tables For Poultry and Swine: Feedstuff Composition and Nutritional RequirementsDocument482 pagesBrazilian Tables For Poultry and Swine: Feedstuff Composition and Nutritional RequirementsInzamamUlHaq100% (1)
- Baking, Ageing, Diabetes A Short History of The Maillard ReactionDocument14 pagesBaking, Ageing, Diabetes A Short History of The Maillard ReactionLuis MiguelNo ratings yet
- Strategies in Cosmetic DermatologyDocument8 pagesStrategies in Cosmetic DermatologyioanaNo ratings yet
- Feeding The Laying HenDocument2 pagesFeeding The Laying Henronalit malintadNo ratings yet
- L Lysine Production 1Document10 pagesL Lysine Production 1Löwänshï ÄtülNo ratings yet
- Energy Flow Lab PopcornDocument1 pageEnergy Flow Lab PopcornKristin SmouseNo ratings yet
- Protein SourcesDocument21 pagesProtein Sourcesrupende12No ratings yet
- The Role of Collagen in Bone StrengthDocument19 pagesThe Role of Collagen in Bone StrengthClaudia AndreeaNo ratings yet
- A Review On Replacing Fish Meal in Aqua Feeds Using Plant Protein SourcesDocument17 pagesA Review On Replacing Fish Meal in Aqua Feeds Using Plant Protein SourcesroraysideblancoNo ratings yet
- WheatDocument6 pagesWheatJanos David KaszasNo ratings yet
- Calculation Examples Feeding Values For RuminantsDocument8 pagesCalculation Examples Feeding Values For RuminantsВолодимир Сидоренко100% (1)
- p1541 - Vol 84 - 9 PDFDocument5 pagesp1541 - Vol 84 - 9 PDFmresearchNo ratings yet
- Chicken Feed FormulationDocument5 pagesChicken Feed Formulationmnene01100% (4)
- Maize - Soybean Blends For Weaning FoodDocument128 pagesMaize - Soybean Blends For Weaning FoodnadyafroNo ratings yet
- Crosslinking Studies in Gelatin Capsules Treated With Formaldehyde and in Capsules Exposed To Elevated Temperature and HumidityDocument10 pagesCrosslinking Studies in Gelatin Capsules Treated With Formaldehyde and in Capsules Exposed To Elevated Temperature and HumidityLaura ZuletaNo ratings yet
- Bio-Based Routes To Synthesize Cyclic Carbonates and Polyamines Precursors of Non-Isocyanate PolyurethanesDocument17 pagesBio-Based Routes To Synthesize Cyclic Carbonates and Polyamines Precursors of Non-Isocyanate PolyurethanesKpopersssNo ratings yet
- Grow Taller Bonus Report 1Document3 pagesGrow Taller Bonus Report 1Anh Tuan NguyenNo ratings yet