You might also like
- TN 503 PDFDocument16 pagesTN 503 PDFzoranmiskovicNo ratings yet
- TN 503 PDFDocument16 pagesTN 503 PDFsagar1503No ratings yet
- Sspc-Pa 2 Procedure For Determining Conformance To Dry Coating Thickness RequirementsDocument52 pagesSspc-Pa 2 Procedure For Determining Conformance To Dry Coating Thickness RequirementsElvisNo ratings yet
- 0 TN 503 RS MeasurementDocument15 pages0 TN 503 RS MeasurementAli JavedNo ratings yet
- William D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementDocument56 pagesWilliam D. Corbett, KTA-Tator, Inc. Chair - SSPC Committee C.3.2 On Dry Film Thickness MeasurementvtjoselineNo ratings yet
- 0310 NanotriboDocument2 pages0310 Nanotribosudiptoray0079102No ratings yet
- Residual Stress Case Study 01Document46 pagesResidual Stress Case Study 01muraliNo ratings yet
- Iso 3127 1994Document9 pagesIso 3127 1994Abdulameer AttiyaNo ratings yet
- Stress Analysis XRDDocument27 pagesStress Analysis XRDEdwin RodriguezNo ratings yet
- The Estimation of Uncertainties in Hardness Measurements - GABAUERDocument18 pagesThe Estimation of Uncertainties in Hardness Measurements - GABAUERSuta VijayaNo ratings yet
- CRA 2011 Introductory PresentationDocument34 pagesCRA 2011 Introductory PresentationMasood KhanNo ratings yet
- Complying With SSPC-PA2, "Measurement of Dry Coating Thickness With Magnetic Gages"Document51 pagesComplying With SSPC-PA2, "Measurement of Dry Coating Thickness With Magnetic Gages"Mohamed NouzerNo ratings yet
- Laboratory Equipment ReportDocument16 pagesLaboratory Equipment ReportNavneeth G MenonNo ratings yet
- Is 1608 - 2005 - 23Document1 pageIs 1608 - 2005 - 23SvapneshNo ratings yet
- Experimental Investigation of Machining PDFDocument8 pagesExperimental Investigation of Machining PDFJeyapragash RNo ratings yet
- Complying With SSPC-PA2, "Measurement of Dry Coating Thickness With Magnetic Gages"Document51 pagesComplying With SSPC-PA2, "Measurement of Dry Coating Thickness With Magnetic Gages"Carlos Manuel BrúNo ratings yet
- Standard Incercari MecaniceDocument35 pagesStandard Incercari Mecanicenicolicescu_claudiu5152No ratings yet
- ST 9122 Experimental Techniques and InstrumentationDocument18 pagesST 9122 Experimental Techniques and InstrumentationananthaaNo ratings yet
- Experimental Techniques and InstrumentationDocument18 pagesExperimental Techniques and InstrumentationMaharajan McsNo ratings yet
- Micro-Drilling Using Step-Forward MethodDocument17 pagesMicro-Drilling Using Step-Forward Methodsureshm_raj5434No ratings yet
- All 24.05.16Document139 pagesAll 24.05.16Siva Prasad100% (1)
- Cut StandardsDocument11 pagesCut Standardsahmed aliNo ratings yet
- Astm E837 08 Agujero CiegoDocument5 pagesAstm E837 08 Agujero CiegoAlfonso Bericua SierpeNo ratings yet
- Analysis On Performance of Different Parameters During Abrasive Jet Machining by Taguchi MethodDocument7 pagesAnalysis On Performance of Different Parameters During Abrasive Jet Machining by Taguchi MethodAnuj TripathiNo ratings yet
- MTS3000 Equipo Hole DrillingDocument2 pagesMTS3000 Equipo Hole DrillingEdwin RodriguezNo ratings yet
- Profile Measurement WebinarDocument39 pagesProfile Measurement WebinarAlex CarreraNo ratings yet
- ASTM E837 ExcerptDocument1 pageASTM E837 ExcerptbalamuruganNo ratings yet
- Advances in Testing of WearDocument4 pagesAdvances in Testing of Weargaminigsuresh4069No ratings yet
- The Determination of Uncertainties in Creep Testing To European Standard Pren 10291Document37 pagesThe Determination of Uncertainties in Creep Testing To European Standard Pren 10291viverefeliceNo ratings yet
- Pressure Meter TestDocument6 pagesPressure Meter TestAve de GuzmanNo ratings yet
- Mat 106Document6 pagesMat 106mathan.kNo ratings yet
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Document108 pagesADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Ishaan ThakerNo ratings yet
- Blow Hole Defect Analysis in Die CastingDocument37 pagesBlow Hole Defect Analysis in Die CastingSumeet RatheeNo ratings yet
- DynamicDocument2 pagesDynamicsentamil vigneshwaran0% (1)
- Spec Sheet - ABS-M30 ENDocument2 pagesSpec Sheet - ABS-M30 ENTUSHAR BANGERANo ratings yet
- ABS-M30: Production-Grade Thermoplastic For FDM 3D PrintersDocument2 pagesABS-M30: Production-Grade Thermoplastic For FDM 3D PrintersSINo ratings yet
- Quotation Sheet (Pentagon Knit Company LTD & Gas) 210224Document8 pagesQuotation Sheet (Pentagon Knit Company LTD & Gas) 210224Md MasumNo ratings yet
- Optimization of Reaming ParameterDocument30 pagesOptimization of Reaming ParameterArivazhagan ArtNo ratings yet
- Design and Fabrication of Abrasive Jet Machine (Ajm) & Analysing It's PerformanceDocument15 pagesDesign and Fabrication of Abrasive Jet Machine (Ajm) & Analysing It's PerformanceMahesh VaddhiNo ratings yet
- Fracture Testing According EN 9017Document3 pagesFracture Testing According EN 9017Anil100% (1)
- @ Abrasion Tester - Martindale Abrasion TesterDocument2 pages@ Abrasion Tester - Martindale Abrasion Testerprolific EngneersNo ratings yet
- Krautkrämer ROT BrochureDocument2 pagesKrautkrämer ROT BrochureShahidNo ratings yet
- Metrology and Measurement PublicDocument8 pagesMetrology and Measurement PublicKeith AdminNo ratings yet
- The International Journal of Engineering and Science (The IJES)Document6 pagesThe International Journal of Engineering and Science (The IJES)theijesNo ratings yet
- Testing of Materials: 1.destructive Testing 2.non Destructive TestingDocument11 pagesTesting of Materials: 1.destructive Testing 2.non Destructive Testingbaskaran ayyapparajNo ratings yet
- Ytu Jame 2020 1 1.16061Document9 pagesYtu Jame 2020 1 1.16061alecandro_90No ratings yet
- Destructive Testing - TYPES & TECHNIQUEDocument18 pagesDestructive Testing - TYPES & TECHNIQUESean AkirangaNo ratings yet
- D Internet Myiemorgmy Intranet Assets Doc Alldoc Document 3315 Pres2April2013KLfinishDocument65 pagesD Internet Myiemorgmy Intranet Assets Doc Alldoc Document 3315 Pres2April2013KLfinishRuwan Sampath WickramathilakaNo ratings yet
- Usage: Power: Brand Name: Weight: Model Number:: Digital Display Impact Testing Machine JB-300SDocument7 pagesUsage: Power: Brand Name: Weight: Model Number:: Digital Display Impact Testing Machine JB-300SRavi TyagiNo ratings yet
- Metrology and Quality Control PracticalDocument53 pagesMetrology and Quality Control PracticalDIPAK VINAYAK SHIRBHATE75% (4)
- Mech311 Midterm 2009, 2011 and 2012Document9 pagesMech311 Midterm 2009, 2011 and 2012Parvinder SinghNo ratings yet
- Elcometer Adhesion Tester Brochure PDFDocument11 pagesElcometer Adhesion Tester Brochure PDFPardhu YellaNo ratings yet
- Chatter in Machining Processes: A Review: Submitted by Sriram Nandan P 18M441Document31 pagesChatter in Machining Processes: A Review: Submitted by Sriram Nandan P 18M441Sriram PalaniswamyNo ratings yet
- D11 1 Holedrilling PDFDocument9 pagesD11 1 Holedrilling PDFzoranmiskovicNo ratings yet
- ME 300 CH35 MetrologyDocument35 pagesME 300 CH35 MetrologyDrBollapu SudarshanNo ratings yet
- Fits and TolerencesDocument55 pagesFits and TolerencesRadu MartinNo ratings yet
- IDM Lab3Document9 pagesIDM Lab3gudursrinath11No ratings yet
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- EMM7241-Advanced Machine Design Examination June 2016Document8 pagesEMM7241-Advanced Machine Design Examination June 2016Charles OndiekiNo ratings yet
- Hydraulic and Compressible Flow TurbomachinesDocument146 pagesHydraulic and Compressible Flow TurbomachinesPaul Healy100% (3)
- CI2400ENG Bondstrand 2400 Product DataDocument6 pagesCI2400ENG Bondstrand 2400 Product DatachabibNo ratings yet
- CF CM HE 4206a enDocument60 pagesCF CM HE 4206a enNius Pahala NainggolanNo ratings yet
- Tensile PropertiesDocument2 pagesTensile PropertiesSh.nasirpurNo ratings yet
- Methods of Installation For Steel StructureDocument6 pagesMethods of Installation For Steel Structurenanamallow100% (1)
- Storage and Blending Bed Technology.: PolysiusDocument7 pagesStorage and Blending Bed Technology.: PolysiusNguyen Ngoc AnhNo ratings yet
- M&E Assignment 3Document12 pagesM&E Assignment 3han0701No ratings yet
- BTU &BTA Reference LayoutDocument8 pagesBTU &BTA Reference LayoutMilbert CandelarioNo ratings yet
- Eirez Vibratory Feeders and Conveyors BrochureDocument20 pagesEirez Vibratory Feeders and Conveyors BrochureJay Ryan SantosNo ratings yet
- Section I 2015Document33 pagesSection I 2015ferds2599No ratings yet
- FDMDocument9 pagesFDMjanaNo ratings yet
- Summative-Test Tle 9Document2 pagesSummative-Test Tle 9Maryjoy VillajosNo ratings yet
- Nano Material Volumes Applications Holman Lux ResearchDocument29 pagesNano Material Volumes Applications Holman Lux Researchlili_puma100% (2)
- Curing 4Document588 pagesCuring 4santoruno lupinottiNo ratings yet
- PHYS101L Report 3 Tables GraphsDocument1 pagePHYS101L Report 3 Tables GraphsKarylle AquinoNo ratings yet
- Sigma Buffer ChartDocument2 pagesSigma Buffer CharttianajokicNo ratings yet
- Link Buku Teknik MesinDocument5 pagesLink Buku Teknik MesinMuhammad Fikri100% (1)
- Method Statement Log-CivilDocument1 pageMethod Statement Log-CivilDia AjjouriNo ratings yet
- Vtu BTD Notes For Pure Substance ChapterDocument24 pagesVtu BTD Notes For Pure Substance ChapterNAVEENNo ratings yet
- INTERFLEX Catalogue (Conduits and Fittings)Document8 pagesINTERFLEX Catalogue (Conduits and Fittings)cherif yahyaouiNo ratings yet
- Brochure SouthpartnersDocument19 pagesBrochure SouthpartnersStanislau Felix Garcia RomeroNo ratings yet
- API Test Data For Distribution 1 1Document6 pagesAPI Test Data For Distribution 1 1Avyan KelanNo ratings yet
- Technical Specification For Wastewater Treatment System Part 1 Prefabricated Tanks Packaged Plant TS14012010 (A12012)Document48 pagesTechnical Specification For Wastewater Treatment System Part 1 Prefabricated Tanks Packaged Plant TS14012010 (A12012)Syamel IzzatNo ratings yet
- Ipak TrblshootDocument150 pagesIpak TrblshootFrancisco RenteriaNo ratings yet
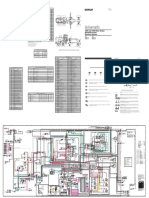
- 120H and 135H Motor GraderDocument2 pages120H and 135H Motor GraderMarvin Melendez Vanegas100% (4)
- Acabados KleinDocument42 pagesAcabados KleinCarlos AlbertoNo ratings yet
- VS1 (ZN63A) - 12 Indoor AC High Voltage Vacuum Circuit BreakerDocument2 pagesVS1 (ZN63A) - 12 Indoor AC High Voltage Vacuum Circuit BreakerVinod KumarNo ratings yet
- Safety AssignmentDocument5 pagesSafety AssignmentWK PangNo ratings yet
- Internship ReportDocument50 pagesInternship ReportYeshwanth Panday100% (2)