You might also like
- Process Monitoring in GrindingDocument47 pagesProcess Monitoring in GrindingBhargav ParsaNo ratings yet
- Research Paper Vibration Analysis of Lathe Machine: EngineeringDocument3 pagesResearch Paper Vibration Analysis of Lathe Machine: EngineeringDaniyal HassanNo ratings yet
- A Review On Use of Damping Materials To Reduce Vibrations During Turning in Lathe MachineDocument4 pagesA Review On Use of Damping Materials To Reduce Vibrations During Turning in Lathe MachineEditor IJTSRDNo ratings yet
- Ytu Jame 2020 1 1.16061Document9 pagesYtu Jame 2020 1 1.16061alecandro_90No ratings yet
- Government Polytechnic Muzaffarpur: SUBJECT CODE - 1625507Document14 pagesGovernment Polytechnic Muzaffarpur: SUBJECT CODE - 1625507VK D100% (1)
- Ignou Project Rake AngleDocument25 pagesIgnou Project Rake Angledashlucky88No ratings yet
- A Review On Tool Wear Monitoring SystemDocument7 pagesA Review On Tool Wear Monitoring Systemiaetsdiaetsd100% (1)
- An Investigation of Tool-Wear Monitoring in A High-SpeedDocument7 pagesAn Investigation of Tool-Wear Monitoring in A High-SpeedLuiz Andre Silva CorreaNo ratings yet
- The International Journal of Engineering and Science (The IJES)Document6 pagesThe International Journal of Engineering and Science (The IJES)theijesNo ratings yet
- Stability Lobe Diagram For High Speed Machining Processes:Comparison of Experimental and Analytical Methods - A ReviewDocument6 pagesStability Lobe Diagram For High Speed Machining Processes:Comparison of Experimental and Analytical Methods - A ReviewRelu ChiruNo ratings yet
- Speed Control of Induction Motor Using ArduinoDocument11 pagesSpeed Control of Induction Motor Using ArduinoInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Response Surface Methodology in CNC Turning-A ReviewDocument12 pagesResponse Surface Methodology in CNC Turning-A Reviewjaniesh bhartiNo ratings yet
- Machining Vibrations: Industrial ContextDocument4 pagesMachining Vibrations: Industrial ContextRaghu LithinNo ratings yet
- Optimization of CNC Turning Process Parameters On Aluminium 6063 Using Response Surface MethodologyDocument7 pagesOptimization of CNC Turning Process Parameters On Aluminium 6063 Using Response Surface MethodologysivaNo ratings yet
- Machining Process - Definition, Types, Advantages, Disadvantages & Applications (PDF)Document6 pagesMachining Process - Definition, Types, Advantages, Disadvantages & Applications (PDF)Azeez AdebayoNo ratings yet
- 1-s2.0-S0141635923001952-mainDocument20 pages1-s2.0-S0141635923001952-mainYves-rolandN'guessanNo ratings yet
- High Speed Machining PresentationDocument36 pagesHigh Speed Machining Presentationsav33No ratings yet
- Machining ProcessesDocument6 pagesMachining ProcessesUsama AnsariNo ratings yet
- Prediction of Chatter Vibration in Vertical Milling Center Using FRFDocument6 pagesPrediction of Chatter Vibration in Vertical Milling Center Using FRFInternational Journal of Innovative Science and Research Technology0% (1)
- A Review Paper On Vibration Monitoring of Lathe Ijariie12185Document5 pagesA Review Paper On Vibration Monitoring of Lathe Ijariie12185ASHWIN JAWAHARNo ratings yet
- A New Thermomechanical Model of Cutting Applied To Turning Operations. Part I. TheoryDocument15 pagesA New Thermomechanical Model of Cutting Applied To Turning Operations. Part I. TheoryAshwani VermaNo ratings yet
- Cutting Tool Materials & Theory of Metal CuttingDocument11 pagesCutting Tool Materials & Theory of Metal Cuttingrkscad11No ratings yet
- Theory of Machines - Unit 14Document18 pagesTheory of Machines - Unit 14Dharma DuraiNo ratings yet
- DepanelingDocument5 pagesDepanelingmstevkaNo ratings yet
- Machining Vibrations: Machining Vibrations, Also Called Chatter, Correspond To The Relative Movement Between TheDocument10 pagesMachining Vibrations: Machining Vibrations, Also Called Chatter, Correspond To The Relative Movement Between TheCharles OndiekiNo ratings yet
- TooloverhangDocument8 pagesTooloverhangMohammed EndrisNo ratings yet
- Amm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMDocument12 pagesAmm Model Test Paper Q1. (A) State The Characteristics and Function of Dielectric Fluid Used in EDMErin BarryNo ratings yet
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Document108 pagesADVANCED MATERIALS PROCESSING TECHNIQUES Unit-2Ishaan ThakerNo ratings yet
- Bertsche2012.pdf An Analytical Model of Rotary Ultrasonic MillingDocument16 pagesBertsche2012.pdf An Analytical Model of Rotary Ultrasonic Millingmoharb996No ratings yet
- Surface RoughnessDocument6 pagesSurface RoughnessASHFAQ5015100% (1)
- Welcome To International Journal of Engineering Research and Development (IJERD)Document7 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Design and Vibration Parameter Test of Low-Frequency Axial Vibration Drilling Tool HandleDocument9 pagesDesign and Vibration Parameter Test of Low-Frequency Axial Vibration Drilling Tool HandlemaruvadatarunNo ratings yet
- Vibration DampingDocument13 pagesVibration Dampingnadeem UddinNo ratings yet
- Methods, Processes & Equipment Involved in ManufacturingDocument83 pagesMethods, Processes & Equipment Involved in ManufacturingCherry Obias100% (1)
- 1.feasibility of Tool Condition Monitoring On Micro-MillingDocument12 pages1.feasibility of Tool Condition Monitoring On Micro-MillingleophanNo ratings yet
- Application of Taguchi Method For Optimizing Turning Process by The Effects of Machining ParametersDocument12 pagesApplication of Taguchi Method For Optimizing Turning Process by The Effects of Machining ParameterscevherimNo ratings yet
- Ampt - Advanced Materials Processing TechniquesDocument26 pagesAmpt - Advanced Materials Processing TechniquesIshaan ThakerNo ratings yet
- An Investigation of The Tool-Chip Contact Length and Wear in High-Speed Turning of EN19 SteelDocument15 pagesAn Investigation of The Tool-Chip Contact Length and Wear in High-Speed Turning of EN19 SteelRishabh JainNo ratings yet
- A Review of Optimization Techniques, Effect of Process Parameter With Reference To Vibration in End Milling ProcessesDocument14 pagesA Review of Optimization Techniques, Effect of Process Parameter With Reference To Vibration in End Milling ProcessesDr. Mahesh GopalNo ratings yet
- CSM Nano Tribometer Specs and ApplicationsDocument2 pagesCSM Nano Tribometer Specs and Applicationssudiptoray0079102No ratings yet
- Non Traditional MachiningDocument71 pagesNon Traditional MachiningShamanth SHNo ratings yet
- Chapter 23 Tool Material and Geometry FailureDocument42 pagesChapter 23 Tool Material and Geometry FailureOttoman Empire “Ottoman Empire wars”No ratings yet
- Monitoring Cutting Tool Wear in Stone Cutting Using Force MeasurementsDocument5 pagesMonitoring Cutting Tool Wear in Stone Cutting Using Force MeasurementsManish SharmaNo ratings yet
- Jang 1996Document12 pagesJang 1996muskanNo ratings yet
- Torsional Vibration Analysis Beginners GuideDocument28 pagesTorsional Vibration Analysis Beginners GuideAlvaro Cotaquispe100% (1)
- Envelope Acceleration LDocument10 pagesEnvelope Acceleration Lsumeet_soporiNo ratings yet
- Class Notes ManufacturingDocument13 pagesClass Notes ManufacturingRajangam VeeruchinnanNo ratings yet
- Grinding Lab 2Document9 pagesGrinding Lab 2Ming QuanNo ratings yet
- 1.1 Introduction To Conventional and Non Conventional MachiningDocument42 pages1.1 Introduction To Conventional and Non Conventional MachiningDida KhalingNo ratings yet
- NTM NotesDocument89 pagesNTM NoteskushalambliNo ratings yet
- NTM Notes PDFDocument89 pagesNTM Notes PDFSatish SatiNo ratings yet
- Traditional and Non Traditional Lab2Document10 pagesTraditional and Non Traditional Lab2Ahmad ZrngNo ratings yet
- 05 High Speed MachiningDocument36 pages05 High Speed MachiningHoàng Khương100% (2)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Advanced Noncontact Cutting and Joining Technologies: Micro- and Nano-manufacturingFrom EverandAdvanced Noncontact Cutting and Joining Technologies: Micro- and Nano-manufacturingNo ratings yet
- Machine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningFrom EverandMachine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningRating: 4.5 out of 5 stars4.5/5 (2)
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Synchnsgnrtr 72Document21 pagesSynchnsgnrtr 72Nipuna Thushara WijesekaraNo ratings yet
- Some Recent Development in Mud Analysis LoggingDocument13 pagesSome Recent Development in Mud Analysis LoggingЕлнур ИкимбаевNo ratings yet
- Particle Technology: Department of Chemical Engineering, COMSATS University Islamabad, Lahore-PakistanDocument26 pagesParticle Technology: Department of Chemical Engineering, COMSATS University Islamabad, Lahore-PakistanFurqan AhmedNo ratings yet
- OISD 226 Natural Gas and CGD NetworkDocument75 pagesOISD 226 Natural Gas and CGD NetworkVartika UpretyNo ratings yet
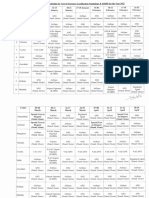
- Screeners Test Calendar 2022Document7 pagesScreeners Test Calendar 2022Manoj Khatana GujjarNo ratings yet
- Codigos Falla Linde h40Document18 pagesCodigos Falla Linde h40adrián castilloNo ratings yet
- Eaton Xenergy Light Add On Distribution Board Product Catalog 2017 en UsDocument140 pagesEaton Xenergy Light Add On Distribution Board Product Catalog 2017 en UsOmar Yasser HarbNo ratings yet
- CNG PropertiesDocument33 pagesCNG PropertiesDanial Ghoraning SutraNo ratings yet
- Plastics SolutionsDocument20 pagesPlastics SolutionsGavazzi JuarezNo ratings yet
- GK Today 2016 General Sciences PDFDocument294 pagesGK Today 2016 General Sciences PDFHasan Shaikh100% (2)
- Inspection Release Note: ChevronDocument3 pagesInspection Release Note: ChevronHassan M. OsmanNo ratings yet
- Problem Set 2Document7 pagesProblem Set 2Jomari MoralesNo ratings yet
- Steeltrusses 170323101523Document22 pagesSteeltrusses 170323101523Mohan SaragadamNo ratings yet
- RHRB & RHSB: Material SpecificationsDocument1 pageRHRB & RHSB: Material SpecificationsHKC EQUIPEMENTSNo ratings yet
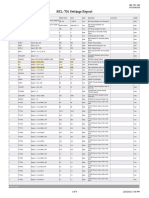
- SEL-701 Settings ReportDocument9 pagesSEL-701 Settings ReportJosé AntonioNo ratings yet
- 7TH LPDocument8 pages7TH LPSeema MotagiNo ratings yet
- PU Impedence CalculationDocument4 pagesPU Impedence CalculationVinay UpadhyayNo ratings yet
- Design and Simulation of Solar Roof-Top Projects For An Energy Self-Reliant University CampusDocument11 pagesDesign and Simulation of Solar Roof-Top Projects For An Energy Self-Reliant University Campus@TIKNo ratings yet
- 2019 Master Schedule Inspection SummitDocument3 pages2019 Master Schedule Inspection SummitCostas AggelidisNo ratings yet
- IC December 2016Document60 pagesIC December 2016edsonbdasilvajuniorNo ratings yet
- TNB - NEM Customer Load Profile FormDocument1 pageTNB - NEM Customer Load Profile FormKian Keong YeeNo ratings yet
- Smarter Washing Solutions: Modular Wash RangeDocument5 pagesSmarter Washing Solutions: Modular Wash RangeSujesh AnNo ratings yet
- 0900766b801ecdb8 PDFDocument58 pages0900766b801ecdb8 PDFSINIŠA PRETKOVIĆNo ratings yet
- 04 - HUAWEI - Training Smart IV CurveDocument22 pages04 - HUAWEI - Training Smart IV CurveSav SashaNo ratings yet
- Nordic Business Forum 2023 ExecutiveSummaryDocument71 pagesNordic Business Forum 2023 ExecutiveSummaryveda.norwayNo ratings yet
- Electrical Engineering Aptitude PaperDocument3 pagesElectrical Engineering Aptitude PaperAshok SainiNo ratings yet
- 12-0-Mincon XP120SD Service Manual Rev A1Document15 pages12-0-Mincon XP120SD Service Manual Rev A1Дамир НазиповNo ratings yet
- Static TransferDocument13 pagesStatic TransferCristian BandilaNo ratings yet
- Thermal Conductivity Detector (TCD) : Not As Sensitive Non-Specific Non-DestructiveDocument11 pagesThermal Conductivity Detector (TCD) : Not As Sensitive Non-Specific Non-DestructiveKajal Dhawde100% (1)
- Test Facilities Iit MadrasDocument18 pagesTest Facilities Iit MadrasM.Saravana Kumar..M.ENo ratings yet