You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Important Questions Transmission Lines and WaveguidesDocument1 pageImportant Questions Transmission Lines and WaveguideskskumargieNo ratings yet
- Atmospheric Storage Tanks Venting Req API 2000 (6th ED 2009)Document15 pagesAtmospheric Storage Tanks Venting Req API 2000 (6th ED 2009)HyungTae JangNo ratings yet
- Brosur SikaDocument7 pagesBrosur SikachaerulNo ratings yet
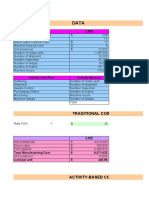
- Traditional Costing: Activity Cost Pool Activity MeasureDocument4 pagesTraditional Costing: Activity Cost Pool Activity Measureyola yufitanNo ratings yet
- An ARN 147V Data SheetDocument2 pagesAn ARN 147V Data SheetStrawichDanielNo ratings yet
- Prescriptive Analytics: An Insider'S Guide: by Brandon VigliaroloDocument10 pagesPrescriptive Analytics: An Insider'S Guide: by Brandon Vigliarolomrme44No ratings yet
- 16N60 Fairchild SemiconductorDocument10 pages16N60 Fairchild SemiconductorPop-Coman SimionNo ratings yet
- Deck Machinery PartsDocument3 pagesDeck Machinery Partsmihat jasneyNo ratings yet
- Inventory Managment System Python Mysql CodeDocument13 pagesInventory Managment System Python Mysql CodeLordBoxNo ratings yet
- Calculations of Elastic Moduli of Polymer Crystals." II. TeryleneDocument11 pagesCalculations of Elastic Moduli of Polymer Crystals." II. Teryleneapi-3733260No ratings yet
- ME205 - Fall 2018 - Sheet 6 - Pure Bending Stress in BeamsDocument3 pagesME205 - Fall 2018 - Sheet 6 - Pure Bending Stress in BeamsgjhghjhgjNo ratings yet
- Sion HG11 - 02 - en - 2006-12-21 - 3AE1Document64 pagesSion HG11 - 02 - en - 2006-12-21 - 3AE1Mahmoud_EldeekNo ratings yet
- Aggregate 1Document13 pagesAggregate 1william alachanNo ratings yet
- Concrete Paver Size Test (RECTANGULAR 80mm) : 80.29 MM Averagre of PaversDocument2 pagesConcrete Paver Size Test (RECTANGULAR 80mm) : 80.29 MM Averagre of PaversNaveed Ul Qamar MughalNo ratings yet
- Saudi Aramco Test Report: SATR-P-3210 3-Jul-18 Elect-Medium Voltage Power Cable, High-Potential Withstand TestingDocument10 pagesSaudi Aramco Test Report: SATR-P-3210 3-Jul-18 Elect-Medium Voltage Power Cable, High-Potential Withstand Testingkarthi51289No ratings yet
- History of Sprinkler DevelopmentDocument0 pagesHistory of Sprinkler DevelopmentZulfikar Husni FaruqNo ratings yet
- MfgPlanningFunctions PDFDocument120 pagesMfgPlanningFunctions PDFLefter Telos ZakaNo ratings yet
- Voltage Drop Affects The Operation of Induction MachinesDocument3 pagesVoltage Drop Affects The Operation of Induction MachinesAnonymous oZdAPQdIJNo ratings yet
- PTFE Membrane FiltersDocument2 pagesPTFE Membrane FiltersZeeshanAsadNo ratings yet
- 3 - Chemical Thermodynamics and ThermochemistryDocument3 pages3 - Chemical Thermodynamics and ThermochemistryYawn D ArtistNo ratings yet
- Bonny 13 EspañolDocument284 pagesBonny 13 EspañolOscar CorderoNo ratings yet
- Piston Mindman Mcgs-03!32!200Document9 pagesPiston Mindman Mcgs-03!32!200Micky CeceñaNo ratings yet
- Flow CalculationsDocument3 pagesFlow CalculationsulamusukhNo ratings yet
- Cost Estimation-Case Study PDFDocument11 pagesCost Estimation-Case Study PDFTausique Sheikh100% (1)
- Mvi56e MCMMCMXT Setup GuideDocument78 pagesMvi56e MCMMCMXT Setup GuidepaplusNo ratings yet
- BenderDocument6 pagesBenderIftekhar AnamNo ratings yet
- SQL Exercise-Text Book Table: DepartmentDocument22 pagesSQL Exercise-Text Book Table: DepartmentRafiq BashaNo ratings yet
- Declaration of Conformity: (Acc. To ISO/IEC 17050-1)Document2 pagesDeclaration of Conformity: (Acc. To ISO/IEC 17050-1)Kiril AckovskiNo ratings yet
- BILL A: Extra Low VoltageDocument9 pagesBILL A: Extra Low VoltagevijayxkumarNo ratings yet
- Setup and Hold Time - Static Timing Analysis (STA) Basic (Part 3a) - VLSI ConceptsDocument3 pagesSetup and Hold Time - Static Timing Analysis (STA) Basic (Part 3a) - VLSI ConceptsRakesh KumarNo ratings yet