0% found this document useful (0 votes)
1K views1 page1 Paut Report
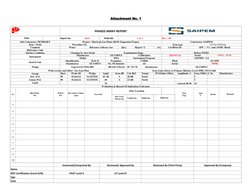
This phased array ultrasonic testing report summarizes the inspection of welds on items from the Hawiyah Gas Plant expansion project in Saudi Arabia. The inspection found 0% rejects using 80% reference reflector size standards. Multiple scans were performed before post-weld heat treatment using a 5MHz Olympus instrument. No flaws were recorded.
Uploaded by
AhmedCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
1K views1 page1 Paut Report
This phased array ultrasonic testing report summarizes the inspection of welds on items from the Hawiyah Gas Plant expansion project in Saudi Arabia. The inspection found 0% rejects using 80% reference reflector size standards. Multiple scans were performed before post-weld heat treatment using a 5MHz Olympus instrument. No flaws were recorded.
Uploaded by
AhmedCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
- Phased Array Report: The report presents detailed information on phased array testing, including site, order specifications, procedure details, and examination summary.