You might also like
- Ashlesha NakshatraDocument18 pagesAshlesha Nakshatrababban05100% (1)
- Facility PlanningDocument34 pagesFacility Planningsashi99100% (1)
- FMEADocument109 pagesFMEASreenath AmbalayamNo ratings yet
- K To 12 Dressmaking and Tailoring Learning ModulesDocument21 pagesK To 12 Dressmaking and Tailoring Learning ModulesMicah Maulit RamosNo ratings yet
- Case Study: Turnround at The Preston PlantDocument3 pagesCase Study: Turnround at The Preston Plantrzr88No ratings yet
- Aqm Assignment 2Document7 pagesAqm Assignment 2Jyoti RawalNo ratings yet
- Beaded Bead IIDocument3 pagesBeaded Bead IIhaydee57100% (4)
- Costing Technique in Clothing IndustryDocument12 pagesCosting Technique in Clothing IndustryKazi Wayes100% (1)
- Mistake ProofingDocument38 pagesMistake ProofingkotharideepNo ratings yet
- Colette Patterns 0003 SorbettoDocument25 pagesColette Patterns 0003 Sorbettoaribomop7669100% (2)
- Beginning Garment MakingDocument69 pagesBeginning Garment MakingHanisha Mulchandani100% (4)
- 2012 AICPA Business Questions 2Document45 pages2012 AICPA Business Questions 2rascalflatts_1633% (3)
- American Connector Company Group 13Document5 pagesAmerican Connector Company Group 13shubham solankiNo ratings yet
- Writing Sample AmitDocument3 pagesWriting Sample AmitAbhishek Tanwar22% (9)
- TG - Dressmaking (Final)Document20 pagesTG - Dressmaking (Final)Eliezer Arrazola100% (1)
- Captain America: Crochet Pattern by DaydarcycrochetDocument8 pagesCaptain America: Crochet Pattern by DaydarcycrochetitamarverdinNo ratings yet
- Bheda, Maturity Grid and Cost of Quality QualityDocument31 pagesBheda, Maturity Grid and Cost of Quality QualityArun KumarNo ratings yet
- Day 1 ExercicesDocument7 pagesDay 1 ExercicesAmer RahmahNo ratings yet
- DMAIC Case Studies PDFDocument4 pagesDMAIC Case Studies PDFNarendran MNo ratings yet
- ch3 QualityDocument22 pagesch3 QualityAsm FahimNo ratings yet
- Maintaining Quality Assurance in Today's Software Testing EnvironmentDocument22 pagesMaintaining Quality Assurance in Today's Software Testing Environmentapi-3738458No ratings yet
- Profitbaility Through QualityDocument27 pagesProfitbaility Through QualityAvantika SinghNo ratings yet
- Writing Sample AmitdocxDocument3 pagesWriting Sample AmitdocxasasasasasNo ratings yet
- Lost Production Time CostDocument3 pagesLost Production Time Costprakashrs295No ratings yet
- AMADocument4 pagesAMAAbhranil GuptaNo ratings yet
- Brieger&Pohl - Technical English - Vocabulary Ang Grammar-19-20Document2 pagesBrieger&Pohl - Technical English - Vocabulary Ang Grammar-19-20David CorreaNo ratings yet
- 15 - Graduation Project Work Presentaion - (Technova '20) - DFT, Kolkata - Aman Sunny & NasirDocument15 pages15 - Graduation Project Work Presentaion - (Technova '20) - DFT, Kolkata - Aman Sunny & NasirkarishmaNo ratings yet
- Week 09 PPO Carl's Computer - Inventory EoQDocument6 pagesWeek 09 PPO Carl's Computer - Inventory EoQBastian PangaribuanNo ratings yet
- Carl's Computers Case Study Complete Solution With ExplanationDocument2 pagesCarl's Computers Case Study Complete Solution With ExplanationHaniya Fathima50% (2)
- Quiz 1Document4 pagesQuiz 1khanh nguyenNo ratings yet
- Asistensi - AbmDocument3 pagesAsistensi - AbmIlpram YTNo ratings yet
- OM Case StudiesDocument9 pagesOM Case StudiesAbhiroop VermaNo ratings yet
- What's The Name For That Spongy Part of The Orange, and Is It Good To Eat It?Document35 pagesWhat's The Name For That Spongy Part of The Orange, and Is It Good To Eat It?ASIM RIAZNo ratings yet
- Ational Etrochemical Efiners Ssociation Treet Uite AshingtonDocument19 pagesAtional Etrochemical Efiners Ssociation Treet Uite AshingtonVijayakumarNarasimhanNo ratings yet
- 8-6 Deland Trucking - CASE QUESTIONDocument6 pages8-6 Deland Trucking - CASE QUESTION2016116 SANDEEP GONSALVESNo ratings yet
- 19Document3 pages19Babu babuNo ratings yet
- Case Carl's Computers-Inventory Management-M3Document3 pagesCase Carl's Computers-Inventory Management-M3HasratNo ratings yet
- Native-Quality-Management-Xray ManualDocument28 pagesNative-Quality-Management-Xray ManualMassimo FumarolaNo ratings yet
- Case Study # 2Document3 pagesCase Study # 2Awan Nadia40% (5)
- Case - Deland TruckingDocument2 pagesCase - Deland TruckingGunjan JoshiNo ratings yet
- Rajiv Rathi (MBA) - Nov 2008Document36 pagesRajiv Rathi (MBA) - Nov 2008akhileshsingh28No ratings yet
- CPA Exam Prep:Bus Envr & Cncpt-Q2Document7 pagesCPA Exam Prep:Bus Envr & Cncpt-Q2DominickdadNo ratings yet
- BUSA 304 Formal Quiz 2: Answer All Questions in 45 MinutesDocument4 pagesBUSA 304 Formal Quiz 2: Answer All Questions in 45 MinutesMarilyn MarteyNo ratings yet
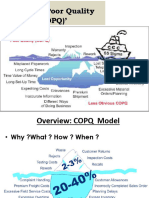
- COPQDocument83 pagesCOPQakash.vd.1603No ratings yet
- Top 10 Tips For Shop Floor Audit ReadinessDocument6 pagesTop 10 Tips For Shop Floor Audit ReadinessRamón G. PachecoNo ratings yet
- Actividad de Analisis de CalidadDocument3 pagesActividad de Analisis de CalidadDavid CorreaNo ratings yet
- Chap 010Document100 pagesChap 010hertzberg 1No ratings yet
- Measuring The Cost of Quality: Executive SummaryDocument6 pagesMeasuring The Cost of Quality: Executive Summaryمحمد زرواطيNo ratings yet
- TQM-Mid ReviewDocument8 pagesTQM-Mid Reviewnour.ammar126No ratings yet
- Quality Management - Turnaround at Preston PlantDocument5 pagesQuality Management - Turnaround at Preston PlantPutri Putri67% (3)
- Software Quality: This Is Perhaps The Most Central and Important Topic of The CourseDocument16 pagesSoftware Quality: This Is Perhaps The Most Central and Important Topic of The CourseRaja HarishvNo ratings yet
- Software Quality Engineering BS (SE) - VI: Dr. Assad AbbasDocument44 pagesSoftware Quality Engineering BS (SE) - VI: Dr. Assad AbbasHARIS SheikhNo ratings yet
- Basic Problem SolvingDocument26 pagesBasic Problem SolvingSiti Nur HamizahNo ratings yet
- Various Cost of QualityDocument36 pagesVarious Cost of Qualityiqac.ncbNo ratings yet
- What's The Name For That Spongy Part of The Orange, and Is It Good To Eat It?Document29 pagesWhat's The Name For That Spongy Part of The Orange, and Is It Good To Eat It?Raja Awais LiaqautNo ratings yet
- MBA 637-QL Operations and Supply Chain MGDocument11 pagesMBA 637-QL Operations and Supply Chain MGMackayla DooleyNo ratings yet
- Reduction in Defects of Car Body Panel UDocument5 pagesReduction in Defects of Car Body Panel URabia ZulqarnainNo ratings yet
- Quality and Quality management-BBADocument42 pagesQuality and Quality management-BBAHritik DilawariNo ratings yet
- Actividad de Aprendizaje 14 Evidencia 1Document8 pagesActividad de Aprendizaje 14 Evidencia 1Karen Paola Fritz EstradaNo ratings yet
- Lessons Learned From The Red Bead ExperimentDocument8 pagesLessons Learned From The Red Bead Experimentanjo0225No ratings yet
- 9005551Document4 pages9005551Cherie DiazNo ratings yet
- Agenda: Review Homework Chapter 3: Problem Solving Week 7 AssignmentDocument31 pagesAgenda: Review Homework Chapter 3: Problem Solving Week 7 AssignmentAmit ThapaNo ratings yet
- Drain FlowDocument2 pagesDrain FlowIvan MartinNo ratings yet
- 8 Services You Can Offer GuideDocument33 pages8 Services You Can Offer GuidejNo ratings yet
- Demystifying Lean 110606Document32 pagesDemystifying Lean 110606api-3700925No ratings yet
- Trafficlightsystem 150808154935 Lva1 App6892Document5 pagesTrafficlightsystem 150808154935 Lva1 App6892sharanabasava malipatilNo ratings yet
- News 11st December 2018Document6 pagesNews 11st December 2018Nurul Meutia SalsabilaNo ratings yet
- Chapter 17 Cornerstone's Cost ManagementDocument16 pagesChapter 17 Cornerstone's Cost ManagementNurul Meutia SalsabilaNo ratings yet
- Form Klaim Asuransi Kesehatan WebsiteDocument2 pagesForm Klaim Asuransi Kesehatan WebsiteViolenta MegaNo ratings yet
- AMBL F18-2S - 06 - Group (Petersen Pottery) - Case Studies (Rewritten)Document2 pagesAMBL F18-2S - 06 - Group (Petersen Pottery) - Case Studies (Rewritten)Nurul Meutia SalsabilaNo ratings yet
- Uts Ambl 2017 PDFDocument5 pagesUts Ambl 2017 PDFNurul Meutia SalsabilaNo ratings yet
- Financial Inclusion Landscape in The Asia-Pacific Region: A Dozen Key FindingsDocument31 pagesFinancial Inclusion Landscape in The Asia-Pacific Region: A Dozen Key FindingsNurul Meutia SalsabilaNo ratings yet
- Options and Corporate Finance: Basic ConceptsDocument74 pagesOptions and Corporate Finance: Basic ConceptsNurul Meutia SalsabilaNo ratings yet
- AMBL F18-2S - 06 - Group (Petersen Pottery) - Case Studies (Rewritten) PDFDocument2 pagesAMBL F18-2S - 06 - Group (Petersen Pottery) - Case Studies (Rewritten) PDFNurul Meutia SalsabilaNo ratings yet
- Capital StructureDocument27 pagesCapital StructureNurul Meutia SalsabilaNo ratings yet
- CF Chap028Document28 pagesCF Chap028Nurul Meutia SalsabilaNo ratings yet
- Thinking Like An Economist, Chapter 2: Economics Trains You To. - .Document14 pagesThinking Like An Economist, Chapter 2: Economics Trains You To. - .Nurul Meutia SalsabilaNo ratings yet
- Designated Survivor Episode Guide: Episodes 001-043Document141 pagesDesignated Survivor Episode Guide: Episodes 001-043Nurul Meutia SalsabilaNo ratings yet
- Chapter 56Document43 pagesChapter 56Nurul Meutia SalsabilaNo ratings yet
- Capital Structure: Basic ConceptsDocument25 pagesCapital Structure: Basic ConceptsThuyDuongNo ratings yet
- AMBL F18-2S - 06 - Group (Petersen Pottery) - Case Studies (Rewritten) PDFDocument2 pagesAMBL F18-2S - 06 - Group (Petersen Pottery) - Case Studies (Rewritten) PDFNurul Meutia SalsabilaNo ratings yet
- AMBL F18-2S - 06 - Group (Petersen Pottery) - Case Studies (Rewritten) PDFDocument2 pagesAMBL F18-2S - 06 - Group (Petersen Pottery) - Case Studies (Rewritten) PDFNurul Meutia SalsabilaNo ratings yet
- HMCost2e PPT Ch02Document26 pagesHMCost2e PPT Ch02Nurul Meutia SalsabilaNo ratings yet
- HMCost2e PPT Ch01Document23 pagesHMCost2e PPT Ch01Nurul Meutia SalsabilaNo ratings yet
- CF - Chap001 Corporate FinanceDocument26 pagesCF - Chap001 Corporate FinanceNurul Meutia SalsabilaNo ratings yet
- HMCost2e PPT Ch03Document46 pagesHMCost2e PPT Ch03Nurul Meutia SalsabilaNo ratings yet
- Cost Management: Don R. Hansen Maryanne M. MowenDocument80 pagesCost Management: Don R. Hansen Maryanne M. MowenNurul Meutia SalsabilaNo ratings yet
- Chapter 5 Net Present Value and Other Investment RulesDocument43 pagesChapter 5 Net Present Value and Other Investment RulesNurul Meutia SalsabilaNo ratings yet
- SYLLABUS B.TECH Textile Engineering VI Sem. SVITT 2018-19 09.12.2019Document18 pagesSYLLABUS B.TECH Textile Engineering VI Sem. SVITT 2018-19 09.12.2019PRIYANSHUNo ratings yet
- Clo3D Short - Cut - GuideDocument1 pageClo3D Short - Cut - Guidejules.andrianarivoNo ratings yet
- Mil C 44048GDocument54 pagesMil C 44048GutentefintoNo ratings yet
- Notice Singer InitialeDocument82 pagesNotice Singer InitialeMULLIERNo ratings yet
- Bohol Island State University Main Campus Tagbilaran City 6300Document5 pagesBohol Island State University Main Campus Tagbilaran City 6300Lara Jane DogoyNo ratings yet
- Japan Training VISA Job CatagoriesDocument4 pagesJapan Training VISA Job CatagoriesCasper PodiNo ratings yet
- Paper Piecing A New York Beauty Step by Edited)Document11 pagesPaper Piecing A New York Beauty Step by Edited)lady5514100% (2)
- Pfaff 1221 Sewing Machine Instruction ManualDocument71 pagesPfaff 1221 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Baru Embroidery Process Mozambique 3 May 2012Document36 pagesBaru Embroidery Process Mozambique 3 May 2012Moekarto Moeliono (Annom)No ratings yet
- Reindeer Stocking: Yarn + NotionsDocument3 pagesReindeer Stocking: Yarn + NotionsRena VergouNo ratings yet
- French Seam Refinement: Make A Smooth Transition To A VentDocument2 pagesFrench Seam Refinement: Make A Smooth Transition To A VentamelieNo ratings yet
- ApparelDocument2 pagesApparelYethesham Ul HaqNo ratings yet
- Project IN T.L.EDocument6 pagesProject IN T.L.EKc RjNo ratings yet
- Use of Colours in The Latvian Archaeological Textiles: ArticlesDocument27 pagesUse of Colours in The Latvian Archaeological Textiles: ArticlesАндрей ВолкNo ratings yet
- Dmal Report (Repaired) (Repaired)Document134 pagesDmal Report (Repaired) (Repaired)Deeksha ShrivastavaNo ratings yet
- Pattern: Patterns + TemplatesDocument55 pagesPattern: Patterns + TemplatesRåjėśh ŁìgåłNo ratings yet
- Dressmaking: Module ReviewDocument7 pagesDressmaking: Module ReviewJanel Buhat GrimaldoNo ratings yet
- Ready Set Sew Janome S Portable Sewing Machine GuideDocument3 pagesReady Set Sew Janome S Portable Sewing Machine Guidekamilialia90No ratings yet
- Feather Tutorial PatchworkDocument10 pagesFeather Tutorial PatchworkelheresNo ratings yet
- Viking Felted BootsDocument19 pagesViking Felted BootsTammy FeinbergNo ratings yet
- Lesson 3. Skirt DesigningDocument44 pagesLesson 3. Skirt DesigningJuliana PalomaNo ratings yet
- Diagnostic Study Report of Readymade Garment Cluster - BangaloreDocument46 pagesDiagnostic Study Report of Readymade Garment Cluster - BangalorevenkateshdaveyNo ratings yet