You might also like
- Flash Flotation... and The Plight of The Coarse ParticleDocument10 pagesFlash Flotation... and The Plight of The Coarse ParticleArmando CartagenaNo ratings yet
- StedmanDocument3 pagesStedmanBUDAPESNo ratings yet
- Designing Crushers With A Multi-Objective Evolutionary AlgorithmDocument8 pagesDesigning Crushers With A Multi-Objective Evolutionary AlgorithmRavi Shanker VNo ratings yet
- Reading Nº4: ConminutionDocument6 pagesReading Nº4: ConminutionYonathanNavarroPongoNo ratings yet
- Of Ore And: Simulated Processing CoalDocument28 pagesOf Ore And: Simulated Processing CoalJeromeNo ratings yet
- How To Taking SamplingsDocument27 pagesHow To Taking SamplingsJason CarterNo ratings yet
- Pebble Crusher Specific EnergyDocument10 pagesPebble Crusher Specific Energy12milehillNo ratings yet
- Mediacharge TrajectoriesDocument8 pagesMediacharge TrajectoriesRolando QuispeNo ratings yet
- Testing Methods for Autogenous and Semi-Autogenous Grinding CircuitsDocument17 pagesTesting Methods for Autogenous and Semi-Autogenous Grinding CircuitsricardoarmijoNo ratings yet
- Grinding Mill Scale-Up Problems by CC Harris N ArbiterDocument4 pagesGrinding Mill Scale-Up Problems by CC Harris N ArbiterTsakalakis G. Konstantinos100% (3)
- Mineral Processing UG2 Concentrator Process Flow ReportDocument41 pagesMineral Processing UG2 Concentrator Process Flow ReportPortia ShilengeNo ratings yet
- Flotation Copper PDFDocument21 pagesFlotation Copper PDFaliNo ratings yet
- Optimising gold recovery through advanced control of sulphide gradeDocument15 pagesOptimising gold recovery through advanced control of sulphide grademushava nyoka100% (1)
- Grind Size Vs FloatationDocument24 pagesGrind Size Vs FloatationKrishnadas GopalakrishnanNo ratings yet
- GOLDEN FIRESTONE SAG MILLDocument5 pagesGOLDEN FIRESTONE SAG MILLNovei Almane GorresNo ratings yet
- The Effect of Temperature On The Desorption of GoldDocument15 pagesThe Effect of Temperature On The Desorption of Goldcuberbill1980No ratings yet
- Burger 2005 Batu Hijau Mill Throughput ModelDocument21 pagesBurger 2005 Batu Hijau Mill Throughput Modelboanerges wino pattyNo ratings yet
- Drop Weight Test Parameters Help Predict Performance of Antamina Ore SamplesDocument23 pagesDrop Weight Test Parameters Help Predict Performance of Antamina Ore Samplesevizcardo4617No ratings yet
- MAV Comminution TestsDocument16 pagesMAV Comminution TestsNilson Ariel Gálvez OlguinNo ratings yet
- Comminution: Crushing and Grinding ProcessesDocument10 pagesComminution: Crushing and Grinding ProcessesKhana Rizki MaulanaNo ratings yet
- LynchDocument15 pagesLynchAlejandro425No ratings yet
- Luis VenteDocument15 pagesLuis VenteEdwar Villavicencio JaimesNo ratings yet
- Power-based comminution calculations using AusgrindDocument13 pagesPower-based comminution calculations using AusgrindMarcos Bueno100% (1)
- #21. Pearce, Gagnon, Klein, MacIver, Makni, Fisher, - Kumar - Investigation of A Novel HPGR and Size Classification Circuit PDFDocument11 pages#21. Pearce, Gagnon, Klein, MacIver, Makni, Fisher, - Kumar - Investigation of A Novel HPGR and Size Classification Circuit PDFManolo Sallo ValenzuelaNo ratings yet
- 000-900-012-572 SAG ModelDocument20 pages000-900-012-572 SAG ModelSamuel Quispe Onofre100% (2)
- Molybdenum ProcessingDocument4 pagesMolybdenum Processingkingysaint123No ratings yet
- Amira: ARD Test HandbookDocument42 pagesAmira: ARD Test Handbookqcmin2No ratings yet
- Nageswararao 4 PDFDocument6 pagesNageswararao 4 PDFrodrigoNo ratings yet
- Appendix B-1 Bond Work Index Test Procedure For Determination of The Bond Ball Mill Work Index PDFDocument3 pagesAppendix B-1 Bond Work Index Test Procedure For Determination of The Bond Ball Mill Work Index PDFLuis Argüelles SaenzNo ratings yet
- Rod and ball mill sizing using Bond Work IndexDocument5 pagesRod and ball mill sizing using Bond Work IndexzicoNo ratings yet
- PPoMP 2013 49 2 PDFDocument395 pagesPPoMP 2013 49 2 PDFAnonymous OnoowoNo ratings yet
- Evaluation of Grinding Media Wear-Rate by A Combined Grinding MethodDocument5 pagesEvaluation of Grinding Media Wear-Rate by A Combined Grinding MethodW ZuoNo ratings yet
- Model-Based Procedure For Scale-Up of Wet Overflow Ball Mills Part I PDFDocument10 pagesModel-Based Procedure For Scale-Up of Wet Overflow Ball Mills Part I PDFMonica Ulloa LamasNo ratings yet
- Media Charge Wear Rod MillsDocument3 pagesMedia Charge Wear Rod MillspolsiemprealdoNo ratings yet
- 5530 Solvent Extraction ExampleDocument14 pages5530 Solvent Extraction ExampleSenthilkumar PragasamNo ratings yet
- Multi-Component AG-SAG Mill Model JK PDFDocument10 pagesMulti-Component AG-SAG Mill Model JK PDFNicolas PerezNo ratings yet
- Cyclosim SingleDocument8 pagesCyclosim SingleEmiliano GilNo ratings yet
- Hydroprocess 2014Document436 pagesHydroprocess 2014Gabriel Álvarez DíazNo ratings yet
- Minerals Processing Experiment on a Shaking TableDocument16 pagesMinerals Processing Experiment on a Shaking TableSteven MasuNo ratings yet
- PPoMP 36 2002 PDFDocument322 pagesPPoMP 36 2002 PDFAnonymous OnoowoNo ratings yet
- Relationship Between Particle Size Distributions by Number and Weight Harris - StamboltzisDocument3 pagesRelationship Between Particle Size Distributions by Number and Weight Harris - StamboltzisTsakalakis G. KonstantinosNo ratings yet
- Design of Comminution Circuits Rowland 1982Document46 pagesDesign of Comminution Circuits Rowland 1982Eigen Galvez100% (1)
- JKSim Float IMPCDocument6 pagesJKSim Float IMPCCristian AlvayaiNo ratings yet
- Simulación ChancadoDocument12 pagesSimulación ChancadoPedro Aquino AquinoNo ratings yet
- Flotation Enters Its Second Centenary With Higher Intensity and Bigger CapacityDocument13 pagesFlotation Enters Its Second Centenary With Higher Intensity and Bigger CapacityOvidio Jaime CruzNo ratings yet
- simuladorJKSimMet Rev1.2Document28 pagessimuladorJKSimMet Rev1.2Freddy OrlandoNo ratings yet
- Paper Virtual Pro Molienda AG-SAGDocument15 pagesPaper Virtual Pro Molienda AG-SAGDiego Alonso Almeyda BarzolaNo ratings yet
- Large Scale Mixer Settlers DesignDocument8 pagesLarge Scale Mixer Settlers DesignRodrigo GarcíaNo ratings yet
- AFP vs CCD Solution Recovery Cost ComparisonDocument7 pagesAFP vs CCD Solution Recovery Cost ComparisonCesar Cordova NuñezNo ratings yet
- Final JKDW and SMC Report For Veladero ProjectDocument50 pagesFinal JKDW and SMC Report For Veladero ProjectYesi Ceballos100% (1)
- Moly-Cop Tools Particle Size AnalysisDocument3 pagesMoly-Cop Tools Particle Size AnalysisLeon DavisNo ratings yet
- Production of Nickel Concentrate From Ground Sulfide OreDocument19 pagesProduction of Nickel Concentrate From Ground Sulfide OreJadhira RamirezNo ratings yet
- 4.11.1 Literature Review Dense MediumDocument20 pages4.11.1 Literature Review Dense Mediumyansenbarus100% (1)
- Crusher SizingDocument2 pagesCrusher SizingAhosan Habib RakibNo ratings yet
- Alternate Bond Work IndexDocument5 pagesAlternate Bond Work IndexMichael J. BaneNo ratings yet
- Hutti Gold Mines Crusher Circuit SimulationDocument47 pagesHutti Gold Mines Crusher Circuit SimulationshashidharsmNo ratings yet
- USIM PAC 31 Starting GuideDocument32 pagesUSIM PAC 31 Starting GuideDirceu Nascimento100% (1)
- The Crushing and Grinding of OresDocument11 pagesThe Crushing and Grinding of OresJB DieselNo ratings yet
- Bond F.C., 1961. Crushing and Grinding CalculationsDocument17 pagesBond F.C., 1961. Crushing and Grinding Calculationsitapui86% (7)
- Crushing and Grinding Calculations by BondDocument20 pagesCrushing and Grinding Calculations by Bondgedavaa100% (4)
- Reporte Valores Open PitDocument4 pagesReporte Valores Open PitLMNo ratings yet
- PARAMETERS Blocks - Estimated - CATALINA - (Softwarex)Document2 pagesPARAMETERS Blocks - Estimated - CATALINA - (Softwarex)Christian Eduardo RozasNo ratings yet
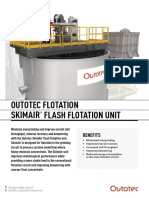
- Celda Flash OutotecDocument4 pagesCelda Flash Outotecevalencia100% (1)
- Determining the Optimum Ball Size Mix Improves Mill OperationDocument3 pagesDetermining the Optimum Ball Size Mix Improves Mill Operationreza razavi100% (1)
- Mine Ventilation PDFDocument29 pagesMine Ventilation PDFLMNo ratings yet
- Regulations For Excavating, Grading, FillingDocument20 pagesRegulations For Excavating, Grading, FillingLMNo ratings yet
- Basics of Mining Method and Extraction Equipment ProductivityDocument24 pagesBasics of Mining Method and Extraction Equipment Productivityvlady1100% (1)
- The Third Theory of ComminutionDocument11 pagesThe Third Theory of ComminutionLM100% (1)
- 000 010 002 208 PDFDocument9 pages000 010 002 208 PDFLMNo ratings yet
- Break Even Stripping Ratio Short TonneDocument19 pagesBreak Even Stripping Ratio Short TonneLMNo ratings yet
- Bombas DenverDocument4 pagesBombas DenverLMNo ratings yet
- Chapter-6 Comminution - Theory and Plant Practice: Fig-6.1: Particlle Breaking MechanismDocument16 pagesChapter-6 Comminution - Theory and Plant Practice: Fig-6.1: Particlle Breaking MechanismLMNo ratings yet
- Baaascrees: by W. Axti and P. Sauer2Document8 pagesBaaascrees: by W. Axti and P. Sauer2LMNo ratings yet
- Determining the Optimum Ball Size Mix Improves Mill OperationDocument3 pagesDetermining the Optimum Ball Size Mix Improves Mill Operationreza razavi100% (1)
- Control of Size Distribution of The OreDocument14 pagesControl of Size Distribution of The OreLMNo ratings yet
- Analysis of mineable reserves according to price and designDocument3 pagesAnalysis of mineable reserves according to price and designLMNo ratings yet
- Check CONO Floating RecMin - QHUYA - 2Document2 pagesCheck CONO Floating RecMin - QHUYA - 2LMNo ratings yet
- Section 3C: GrindingDocument3 pagesSection 3C: GrindingLM100% (1)
- Storage and Flow of Solids PDFDocument9 pagesStorage and Flow of Solids PDFLMNo ratings yet
- Qhuyax Example (Luis Mino)Document3 pagesQhuyax Example (Luis Mino)LMNo ratings yet
- Reservas in Situ: Nivel PesoDocument2 pagesReservas in Situ: Nivel PesoLMNo ratings yet
- Install Guide For Sandisk® Memory Zone App To Use Along With Your Sandisk Ultra® Dual DrivesDocument7 pagesInstall Guide For Sandisk® Memory Zone App To Use Along With Your Sandisk Ultra® Dual DrivesGalih PranayudhaNo ratings yet
- Comminution Circuit Design 1995 PDFDocument7 pagesComminution Circuit Design 1995 PDFLMNo ratings yet
- Guard 2 GaleriaDocument1 pageGuard 2 GaleriaLMNo ratings yet
- Basics of Mining Method and Extraction Equipment ProductivityDocument24 pagesBasics of Mining Method and Extraction Equipment Productivityvlady1100% (1)
- 83Document3 pages83LMNo ratings yet
- Specification Sheet EnglishDocument4 pagesSpecification Sheet EnglishLMNo ratings yet
- Minetruck Mt42: Underground Truck With 42-Tonne Load CapacityDocument8 pagesMinetruck Mt42: Underground Truck With 42-Tonne Load CapacityLMNo ratings yet
- Arch IvoDocument22 pagesArch IvoLMNo ratings yet
- Rose Jean AlvarezDocument15 pagesRose Jean AlvarezMika Ela Pantaleon Doria100% (1)
- Cubic Spline Tutorial v3Document6 pagesCubic Spline Tutorial v3Praveen SrivastavaNo ratings yet
- Unit 7 Noun ClauseDocument101 pagesUnit 7 Noun ClauseMs. Yvonne Campbell0% (1)
- St. Anthony College Calapan City Syllabus: Course DescriptionDocument6 pagesSt. Anthony College Calapan City Syllabus: Course DescriptionAce HorladorNo ratings yet
- USP FriabilityDocument2 pagesUSP Friabilityshdph100% (1)
- All Creatures Great and SmallDocument4 pagesAll Creatures Great and SmallsaanviranjanNo ratings yet
- Unit 5 EstándarDocument2 pagesUnit 5 EstándardechillbroNo ratings yet
- Coffee TestDocument6 pagesCoffee TestAmit Satyen RaviNo ratings yet
- COR2-03 Admist The Mists and Coldest Frost PDFDocument16 pagesCOR2-03 Admist The Mists and Coldest Frost PDFLouis BachNo ratings yet
- GMS175CSDocument4 pagesGMS175CScorsini999No ratings yet
- Huang V Tesla State of Calif 20190430Document20 pagesHuang V Tesla State of Calif 20190430jonathan_skillings100% (1)
- CS310 Sample PaperDocument10 pagesCS310 Sample PaperMohsanNo ratings yet
- Download Zinc Surfaces A Guide To Alloys Finishes Fabrication And Maintenance In Architecture And Art 1St Edition L William Zahner all chapterDocument68 pagesDownload Zinc Surfaces A Guide To Alloys Finishes Fabrication And Maintenance In Architecture And Art 1St Edition L William Zahner all chapterdevin.brown498100% (7)
- M.Com Second Semester – Advanced Cost Accounting MCQDocument11 pagesM.Com Second Semester – Advanced Cost Accounting MCQSagar BangreNo ratings yet
- RIBA Outline Plan of Work ExplainedDocument20 pagesRIBA Outline Plan of Work ExplainedkenNo ratings yet
- Little ThingsDocument3 pagesLittle ThingszwartwerkerijNo ratings yet
- Tugas Bahasa Inggris Analytical Exposition Text: Disusun Oleh: Nama:Hansel Hendrawan Effendy Kelas:XI IPA 1Document4 pagesTugas Bahasa Inggris Analytical Exposition Text: Disusun Oleh: Nama:Hansel Hendrawan Effendy Kelas:XI IPA 1Hansel HendrawanNo ratings yet
- Christos A. Ioannou & Dimitrios A. Ioannou, Greece: Victim of Excessive Austerity or of Severe "Dutch Disease"? June 2013Document26 pagesChristos A. Ioannou & Dimitrios A. Ioannou, Greece: Victim of Excessive Austerity or of Severe "Dutch Disease"? June 2013Christos A IoannouNo ratings yet
- Technical Information System Overview Prosafe-Com 3.00 Prosafe-ComDocument49 pagesTechnical Information System Overview Prosafe-Com 3.00 Prosafe-Comshekoofe danaNo ratings yet
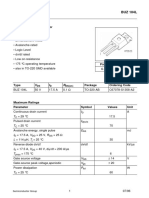
- Sipmos Power Transistor: BUZ 104LDocument10 pagesSipmos Power Transistor: BUZ 104LAlexsander MeloNo ratings yet
- HFH ch04Document11 pagesHFH ch04Harikrishan RNo ratings yet
- bk978 1 6817 4068 3ch1Document28 pagesbk978 1 6817 4068 3ch1fysmaNo ratings yet
- 1-2 COGS Vs SALESDocument3 pages1-2 COGS Vs SALESRenato GilbonioNo ratings yet
- Engagement LetterDocument1 pageEngagement LetterCrystal Jenn Balaba100% (1)
- Dev OpsDocument28 pagesDev Opsdeb galangNo ratings yet
- UnitTest D10 Feb 2024Document26 pagesUnitTest D10 Feb 2024dev.shah8038No ratings yet
- CP302 Example 01 OKDocument5 pagesCP302 Example 01 OKAw Yeong Pei Yee100% (1)
- Syllabus PTSV3Document21 pagesSyllabus PTSV3Pablito Quispe RuizNo ratings yet
- Nigeria Emergency Plan NemanigeriaDocument47 pagesNigeria Emergency Plan NemanigeriaJasmine Daisy100% (1)
- DSC analysis of hair denaturationDocument2 pagesDSC analysis of hair denaturationDiosel Rezia PrazaNo ratings yet