You might also like
- Small Block Chevrolet: Stock and High-Performance RebuildsFrom EverandSmall Block Chevrolet: Stock and High-Performance RebuildsRating: 4 out of 5 stars4/5 (6)
- 2004 Polaris 800 Pro X SNOWMOBILE Service Repair Manual PDFDocument71 pages2004 Polaris 800 Pro X SNOWMOBILE Service Repair Manual PDFhfjskemmdm0% (1)
- Engine MechanicalDocument17 pagesEngine MechanicalAdrian Marian GafincuNo ratings yet
- Tool Design Data Book PDFDocument124 pagesTool Design Data Book PDFbmvinay74% (19)
- BS-919-2-2007-diş Mastar Toleransları PDFDocument42 pagesBS-919-2-2007-diş Mastar Toleransları PDFalifuat duyguNo ratings yet
- BS en 12390-1Document14 pagesBS en 12390-1Vaqif AhmedovNo ratings yet
- Iso 4156 3 2021Document15 pagesIso 4156 3 2021hsi0982100% (1)
- Rotary Shouldered Connections BMCPDocument37 pagesRotary Shouldered Connections BMCPOGIS MKNo ratings yet
- t156 2 Forklift Merlo P35.9ev Oem Part ManualDocument718 pagest156 2 Forklift Merlo P35.9ev Oem Part ManualAndreja Milovic86% (14)
- Gauge Design Guide for Inspection LimitsDocument26 pagesGauge Design Guide for Inspection LimitsMurali100% (3)
- GV500 Series Winch Manual PDFDocument41 pagesGV500 Series Winch Manual PDFĐại Hùng100% (2)
- Fits and Tolerences - AEDocument65 pagesFits and Tolerences - AERaghavendra Kilari100% (1)
- Lathe Machine CZ1440G-1 ManualDocument32 pagesLathe Machine CZ1440G-1 Manualsecondharbour China100% (1)
- Rigid Tapping Troubleshooting GuideDocument6 pagesRigid Tapping Troubleshooting GuideTony AntonyNo ratings yet
- 600 Hand Tube Bender Instruction Sheet: (Figure 3) (Figure 4) (Figure 5)Document8 pages600 Hand Tube Bender Instruction Sheet: (Figure 3) (Figure 4) (Figure 5)LeonardNo ratings yet
- DY-560-760G ManualDocument66 pagesDY-560-760G ManualJose SoMarNo ratings yet
- J-CAT 320/330/340 STELLAR Operation ManualDocument60 pagesJ-CAT 320/330/340 STELLAR Operation ManualLuis aNo ratings yet
- Turbo Sharp VDocument4 pagesTurbo Sharp Vnetuno777No ratings yet
- Transistor GuiaDocument38 pagesTransistor GuiaJulio Rafael GamboaNo ratings yet
- Mitutoyo4 1 IndicatorDocument64 pagesMitutoyo4 1 IndicatorJavier CuervoNo ratings yet
- Bridge Plug Piranha Energy Cataloge BPDocument11 pagesBridge Plug Piranha Energy Cataloge BPJohnNo ratings yet
- Pneumatic Actuators Series 92 93 TM en UsDocument10 pagesPneumatic Actuators Series 92 93 TM en UsizoelsiregarNo ratings yet
- SLX m7000 ManualDocument32 pagesSLX m7000 ManualKo NandaNo ratings yet
- Stomacher Service and Maintenance ManualDocument14 pagesStomacher Service and Maintenance ManualNielsy R. Aparicio QuirogaNo ratings yet
- Shars Dial Bore GaugesDocument2 pagesShars Dial Bore GaugesAnonymous SYwPALTNo ratings yet
- Rear Derailleur: Dealer's ManualDocument32 pagesRear Derailleur: Dealer's ManualPedro Otavio Sampaio TorresNo ratings yet
- TM-78 GT Grooving ToolDocument12 pagesTM-78 GT Grooving ToolMiguel MotaNo ratings yet
- Sal 18200Document57 pagesSal 18200German Tirado MontoyaNo ratings yet
- Gear CouplingDocument17 pagesGear CouplingSuresh KavaliNo ratings yet
- Type 6: Elastomer Bellows SealDocument4 pagesType 6: Elastomer Bellows SealTommy Tran NguyenNo ratings yet
- Parveen Model G Bottom Bypass Blanking PlugsDocument2 pagesParveen Model G Bottom Bypass Blanking PlugsJorge Luis vargasNo ratings yet
- IA Motion ActuatorDocument8 pagesIA Motion ActuatorValmet Flow WANo ratings yet
- ConrodDocument4 pagesConrodIrwanto ManafNo ratings yet
- Basic 250 EngDocument9 pagesBasic 250 EngPurushothaman JayabalanNo ratings yet
- Ingersoll Rand 2130 Series Air Impact Wrench Product Information PDFDocument60 pagesIngersoll Rand 2130 Series Air Impact Wrench Product Information PDFGer DclNo ratings yet
- 6000-700E Installation Operation Maintenance InstructionsDocument8 pages6000-700E Installation Operation Maintenance InstructionsliengsamsonNo ratings yet
- m9 SeriesDocument20 pagesm9 SeriesAriel HidalgoNo ratings yet
- JIH 455 Part3Document61 pagesJIH 455 Part3Michał JabłońskiNo ratings yet
- W051CADocument25 pagesW051CACelsoTécnicoOdontologicoNo ratings yet
- VJMillDocument57 pagesVJMillpelowisNo ratings yet
- Lit FSD185 80seriesDocument6 pagesLit FSD185 80seriesVictor ElizondoNo ratings yet
- Series Description: Spur Gear Product Line: Cast & Ductile Iron Sealless Mag Drive PumpsDocument12 pagesSeries Description: Spur Gear Product Line: Cast & Ductile Iron Sealless Mag Drive PumpsAngel Orlando Bravo LeonNo ratings yet
- Ritmo welding machines meet all jobsite needsDocument9 pagesRitmo welding machines meet all jobsite needsnour eldinNo ratings yet
- WCC Gear CatalogueDocument17 pagesWCC Gear CatalogueHugo DesputraNo ratings yet
- Taladro Magnetico Rotabest Mini 36-50 Manual OperacionDocument12 pagesTaladro Magnetico Rotabest Mini 36-50 Manual OperacionAtahualpa Bulganin Infante YañezNo ratings yet
- Mini Skalper W EZ Torque Rev9 152Document10 pagesMini Skalper W EZ Torque Rev9 152Dug1as GreyNo ratings yet
- Dremel Catalog 2013Document70 pagesDremel Catalog 2013wdowiuueNo ratings yet
- DG1000 OpsDocument24 pagesDG1000 OpsYury GonzalesNo ratings yet
- Type 82 Ds Feb18Document3 pagesType 82 Ds Feb18Suresh KumarNo ratings yet
- Operating Instructions: Rota - DiscDocument53 pagesOperating Instructions: Rota - DiscArmorNo ratings yet
- Medidor de Paso de Cuerdas Api PDFDocument24 pagesMedidor de Paso de Cuerdas Api PDFLuisGarcia2608No ratings yet
- 2-Spiral Ducts & FittingsDocument9 pages2-Spiral Ducts & FittingsMohammed Shad HasanNo ratings yet
- B2 Anchor Catcher Technical DatasheetDocument3 pagesB2 Anchor Catcher Technical DatasheetEvolution Oil ToolsNo ratings yet
- 21 Steel Bolt Instruction SheetDocument2 pages21 Steel Bolt Instruction SheetAndrew LiebermannNo ratings yet
- Blackhawk Pump Manual 2018Document75 pagesBlackhawk Pump Manual 2018Ivan MaltsevNo ratings yet
- LX700-IN002B-EN-P-Aug 2007-2 PDFDocument26 pagesLX700-IN002B-EN-P-Aug 2007-2 PDFVirendra ZopeNo ratings yet
- VRN-200 Manual 250412Document15 pagesVRN-200 Manual 250412Luism12050% (2)
- Manual SM650 1 and SM650 2 EnglishDocument12 pagesManual SM650 1 and SM650 2 EnglishsuperowelNo ratings yet
- Rotary Lobe ManualDocument19 pagesRotary Lobe ManualKamal UddinNo ratings yet
- User Manual: Description, Features & ApplicationsDocument4 pagesUser Manual: Description, Features & ApplicationsMhk KzwNo ratings yet
- Type 8 Ds Jan18Document3 pagesType 8 Ds Jan18Suresh KumarNo ratings yet
- TYPE 1/1B: Elastomer Bellows SealsDocument6 pagesTYPE 1/1B: Elastomer Bellows SealsWalter TeránNo ratings yet
- r8000 RD Tuning GuideDocument26 pagesr8000 RD Tuning GuideEigen RaraNo ratings yet
- Partida 918 Topworx PDFDocument67 pagesPartida 918 Topworx PDFGustavo Adolfo Beltran MagañaNo ratings yet
- PATTA Rivet Nuts Cat2018 6Document20 pagesPATTA Rivet Nuts Cat2018 6Manuel Antonio Oñate CarvajalNo ratings yet
- Runout Harley CrankshaftDocument1 pageRunout Harley CrankshaftR ReRocNo ratings yet
- Fan-cooled drive cooling requirementsDocument8 pagesFan-cooled drive cooling requirementsBeto LexNo ratings yet
- Go - No Go Gauge - WikipediaDocument3 pagesGo - No Go Gauge - WikipediaTahafanMaggedonNo ratings yet
- Well Services QHSE Standard 23 Procedure 01: Using Gauge Kits For InspectionDocument14 pagesWell Services QHSE Standard 23 Procedure 01: Using Gauge Kits For InspectionCiprianHn100% (1)
- Weekly learning activity sheets on tools and equipmentDocument77 pagesWeekly learning activity sheets on tools and equipmentRey Mamat LaguraNo ratings yet
- A Review Paper On Gauges and Instrument Used in Industries Also The Purpose of Inspection GaugesDocument11 pagesA Review Paper On Gauges and Instrument Used in Industries Also The Purpose of Inspection GaugesSam SamNo ratings yet
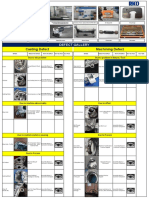
- Casting Defect Machining DefectDocument2 pagesCasting Defect Machining DefectnanimdpNo ratings yet
- Rainbow CatalougeDocument5 pagesRainbow Catalougeapi-257794235No ratings yet
- MTM Lab Test QuestionsDocument12 pagesMTM Lab Test QuestionsRahul Raghunath BodankiNo ratings yet
- Control Charts & GO NO GO GageDocument6 pagesControl Charts & GO NO GO GageRishi AndicoNo ratings yet
- Workshop Safety RulesDocument42 pagesWorkshop Safety RulesJpricarioNo ratings yet
- BS 00919-2-2007 (2009)Document42 pagesBS 00919-2-2007 (2009)Rachid TidjaniNo ratings yet
- GE Quotation - RevisedDocument3 pagesGE Quotation - RevisedRavichandran DNo ratings yet
- H 4219T H 4219QC Manual 0717 PDFDocument24 pagesH 4219T H 4219QC Manual 0717 PDFFederico Montesverdes0% (1)
- Thread Gauge Acceptance CriteriaDocument7 pagesThread Gauge Acceptance CriteriaNilesh Sargara100% (2)
- Internship Report on Quality Control ToolsDocument11 pagesInternship Report on Quality Control ToolsHaider AliNo ratings yet
- Technical Supply Conditions For Gauges: 1 IS: 7018 (Part 2) - 1983 Indian StandardDocument6 pagesTechnical Supply Conditions For Gauges: 1 IS: 7018 (Part 2) - 1983 Indian StandardAshish DubeyNo ratings yet
- TypesDocument14 pagesTypesVishal PatidarNo ratings yet
- Drill Quip DX Connectors: Major Overhaul / Scope of Work Family 405Document16 pagesDrill Quip DX Connectors: Major Overhaul / Scope of Work Family 405VRV.RELATORIO.AVARIA RELATORIO.AVARIANo ratings yet
- Control Charts & GO NO-GO GaugesDocument5 pagesControl Charts & GO NO-GO Gaugesjbarr58No ratings yet
- Dual Mass DCPDocument15 pagesDual Mass DCPDannyChacon100% (1)
- EMG 2402 Metrology - Notes 2022 LECTURE 5Document15 pagesEMG 2402 Metrology - Notes 2022 LECTURE 5Harry DaviesNo ratings yet
- Emuge PunchDocument2 pagesEmuge PunchPham LongNo ratings yet
- PGDTD&CC - Design of Jigs Fixture & Gauges - THDocument31 pagesPGDTD&CC - Design of Jigs Fixture & Gauges - THAbhishek YadavNo ratings yet
- 2.05 Bench Fitting To Support 206 BMDocument61 pages2.05 Bench Fitting To Support 206 BMScott TrainorNo ratings yet