You might also like
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- Analyses of Superheater Tube From BoilerDocument8 pagesAnalyses of Superheater Tube From Boilerromi_hamdaniNo ratings yet
- ERW Line Pipe Steel Hook Crack Causes and SolutionsDocument9 pagesERW Line Pipe Steel Hook Crack Causes and Solutionssmartcad60No ratings yet
- Analise de VálvulaDocument10 pagesAnalise de VálvulaCristiano ScheuerNo ratings yet
- Sulfuric Acid Dew Point Corrosion in Waste Heat Boiler Tube For Coppe PDFDocument8 pagesSulfuric Acid Dew Point Corrosion in Waste Heat Boiler Tube For Coppe PDFFaiz AgungNo ratings yet
- An Old Quality Lesson From Failure of A New Heat ExchangerDocument15 pagesAn Old Quality Lesson From Failure of A New Heat ExchangerassurendranNo ratings yet
- Engineering Failure Analysis: Nam-Hyuck Lee, Sin Kim, Byung-Hak Choe, Kee-Bong Yoon, Dong-Il KwonDocument5 pagesEngineering Failure Analysis: Nam-Hyuck Lee, Sin Kim, Byung-Hak Choe, Kee-Bong Yoon, Dong-Il KwonAnand VarmaNo ratings yet
- Cold cracking in steel welds explainedDocument10 pagesCold cracking in steel welds explainedNormix FlowersNo ratings yet
- Stress Corrosion Cracking of Various Alloys - Part 1Document7 pagesStress Corrosion Cracking of Various Alloys - Part 1Christian MezaNo ratings yet
- Failure Analysis of Aluminum Cable Steel OkDocument20 pagesFailure Analysis of Aluminum Cable Steel OkAlexandreinspetorNo ratings yet
- Tube Damage Mechanism and Repair Techniques PDFDocument16 pagesTube Damage Mechanism and Repair Techniques PDFArjed Ali ShaikhNo ratings yet
- Meccoct18 12448Document9 pagesMeccoct18 12448MikeNo ratings yet
- Corrosion Evaluation of Reboiler Tube PDFDocument11 pagesCorrosion Evaluation of Reboiler Tube PDFOwais MalikNo ratings yet
- Bi Et Al-2015-Materialwissenschaft Und WerkstofftechnikDocument11 pagesBi Et Al-2015-Materialwissenschaft Und Werkstofftechnikmankari.kamal.18022963No ratings yet
- Stress Corrosion CrackingDocument10 pagesStress Corrosion Crackingmohamed.eldesouky9120No ratings yet
- Performance of Austenitic Stainless Steel in Wet Sour Gas Part 2Document5 pagesPerformance of Austenitic Stainless Steel in Wet Sour Gas Part 2wholenumberNo ratings yet
- Engineering Failure Analysis: Y .V. NawancyDocument7 pagesEngineering Failure Analysis: Y .V. Nawancyqueno1No ratings yet
- Classification of AE Signals For Monitoring Martensite Formation From WeldingDocument6 pagesClassification of AE Signals For Monitoring Martensite Formation From Weldingabraham silva hernandezNo ratings yet
- Structural and Spectroscopic Characterisations of The Surface Oxide Scales and Inclusions Present On Edge-Burst Hot-Rolled Steel CoilsDocument8 pagesStructural and Spectroscopic Characterisations of The Surface Oxide Scales and Inclusions Present On Edge-Burst Hot-Rolled Steel CoilsmusonlyNo ratings yet
- Study On Pitting Corrosion of Storage Tank Bottom Steel in Acidic Condition Using Acoustic EmissionDocument12 pagesStudy On Pitting Corrosion of Storage Tank Bottom Steel in Acidic Condition Using Acoustic EmissionAnonymous hBBam1nNo ratings yet
- Failure Analysis of Cracked Reformer Tubes Reveals Thermal Shock CauseDocument6 pagesFailure Analysis of Cracked Reformer Tubes Reveals Thermal Shock CauseOwais MalikNo ratings yet
- 1) - Failure Analysis of Stainless Steel Heat Exhanger Tube in A Petrochemical PlantDocument12 pages1) - Failure Analysis of Stainless Steel Heat Exhanger Tube in A Petrochemical PlantHerry Eci MuhammadNo ratings yet
- Electrochemical Aspects of Exfoliation Corrosion of Aluminium Alloys - The Effects of Heat TreatmentDocument7 pagesElectrochemical Aspects of Exfoliation Corrosion of Aluminium Alloys - The Effects of Heat TreatmentAli MazlomiNo ratings yet
- CISCC Case StudyDocument9 pagesCISCC Case StudyAdilah MustafaNo ratings yet
- 171020Document27 pages171020lort1971No ratings yet
- IOP Conference Series: Materials Science and Engineering - Failure Analysis on U-Bend Header Tube of Boiler EconomizerDocument7 pagesIOP Conference Series: Materials Science and Engineering - Failure Analysis on U-Bend Header Tube of Boiler EconomizerRaza TariqNo ratings yet
- Case Studies in Engineering Failure AnalysisDocument7 pagesCase Studies in Engineering Failure AnalysisRif SenyoNo ratings yet
- Technical Review On Alumina InclusionDocument15 pagesTechnical Review On Alumina InclusionMubeenNo ratings yet
- Failure Analysis On Abnormal Leakage of Shell and Tube HeatDocument14 pagesFailure Analysis On Abnormal Leakage of Shell and Tube Heatadityamunthe93No ratings yet
- Crane Hook Failure AnalysisDocument10 pagesCrane Hook Failure AnalysisEngels OchoaNo ratings yet
- Engineering Failure Analysis: Fei-Jun Chen, Cheng Yao, Zhen-Guo YangDocument13 pagesEngineering Failure Analysis: Fei-Jun Chen, Cheng Yao, Zhen-Guo Yang233701No ratings yet
- EPRI Atlas of Steamside Oxide ObservationsDocument12 pagesEPRI Atlas of Steamside Oxide Observationsekrem turan100% (2)
- An Investigation of Cracking Causes in An Outlet RTJ Flange in ISOMAX UnitDocument6 pagesAn Investigation of Cracking Causes in An Outlet RTJ Flange in ISOMAX Unitعزت عبد المنعمNo ratings yet
- A Case Study of Stainless Steel Water Supply Pipe Corrosion Caused by Weld Heat TintDocument23 pagesA Case Study of Stainless Steel Water Supply Pipe Corrosion Caused by Weld Heat Tintsusanweb100% (1)
- Manuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsDocument23 pagesManuscript - Stress Corrosion Cracking of Stainless Steel Pipes For Methyl-Methacrylate Process PlantsadammplouhNo ratings yet
- Failure analysis of brass tubes in an oil coolerDocument8 pagesFailure analysis of brass tubes in an oil coolerajaysharma_1009No ratings yet
- Modeling ultrasonic testing nodular cast iron nuclear fuel insertsDocument14 pagesModeling ultrasonic testing nodular cast iron nuclear fuel insertsCarlos Ortega JonesNo ratings yet
- Chloride ErosionDocument31 pagesChloride ErosionCepi Sindang Kamulan100% (1)
- The Effect of Pitting Corrosion On The Fatigue Strength of 304 and 316 Stainless Steel AlloysDocument6 pagesThe Effect of Pitting Corrosion On The Fatigue Strength of 304 and 316 Stainless Steel AlloysAhmad AhmadNo ratings yet
- Oil Examination of A Failed Boiler TubeDocument14 pagesOil Examination of A Failed Boiler Tubekarimov1924No ratings yet
- MECCOCT18-12586: Determination of The Degradation of A AISI TP321 Stainless Steel TubeDocument7 pagesMECCOCT18-12586: Determination of The Degradation of A AISI TP321 Stainless Steel TubeOwais MalikNo ratings yet
- Failure Analysis of An Electric Arc Furnace Off-Gas SystemDocument7 pagesFailure Analysis of An Electric Arc Furnace Off-Gas Systemgeraleao208No ratings yet
- Rippling BoilerDocument10 pagesRippling BoilernewprintmNo ratings yet
- Crack Propagation and Spalling of White Cast Iron Balls Subjected To Repeated ImpactsDocument19 pagesCrack Propagation and Spalling of White Cast Iron Balls Subjected To Repeated ImpactsCristoffer Alejandro Abarca TiradoNo ratings yet
- Reformer Tube FailureDocument9 pagesReformer Tube FailureAhmad Riaz KhanNo ratings yet
- Stress Corrosion Cracking Susceptibility of A Super Duplex ValveDocument15 pagesStress Corrosion Cracking Susceptibility of A Super Duplex ValveMubeenNo ratings yet
- Failure Analysis of A Stainless Steel Pipeline PDFDocument8 pagesFailure Analysis of A Stainless Steel Pipeline PDFKailas GophaneNo ratings yet
- High Temperature Report2Document13 pagesHigh Temperature Report2api-3821747100% (1)
- Visual and Steromicroscopic (SEM) ExaminationDocument10 pagesVisual and Steromicroscopic (SEM) Examinationmvrk1965No ratings yet
- Failure Analysis of IEU Drill Pipe Wash OutDocument6 pagesFailure Analysis of IEU Drill Pipe Wash OutDerry RahmaNo ratings yet
- Pitting CorrosionDocument40 pagesPitting CorrosionRamin ShojaNo ratings yet
- Higt Temp Failure Case LanceDocument2 pagesHigt Temp Failure Case LanceDevin Trianda PutraNo ratings yet
- Analysis of A Failed Pipe Elbow in Geothermal Production Facility PDFDocument7 pagesAnalysis of A Failed Pipe Elbow in Geothermal Production Facility PDFAz ArNo ratings yet
- 1 s2.0 S1350630721001187 MainDocument13 pages1 s2.0 S1350630721001187 MainKuba WiśniowskiNo ratings yet
- Condensate TrapsDocument10 pagesCondensate TrapsShesharam ChouhanNo ratings yet
- Contoh Soal KorosiDocument13 pagesContoh Soal KorosiAdi Cipto DimasNo ratings yet
- Metallurgical Failure AnalysisDocument2 pagesMetallurgical Failure AnalysisShuaib KunnekkattuNo ratings yet
- Thailand TGSCC Paper 2008Document9 pagesThailand TGSCC Paper 2008Anonymous ybCzeSJ7CNo ratings yet
- Damage Investigation On Welded TubesDocument6 pagesDamage Investigation On Welded TubesOmarNo ratings yet
- García-Martínez2020 Article FailureAnalysisOfASteelElbowPiDocument11 pagesGarcía-Martínez2020 Article FailureAnalysisOfASteelElbowPiGuilherme FerrariNo ratings yet
- Acoustic Emission Testing On Flat-Bottomed Storage TanksDocument9 pagesAcoustic Emission Testing On Flat-Bottomed Storage TanksGonzalo TelleríaNo ratings yet
- The Use of High Resolution Magnetic Flux Leakage For Life PredictionDocument6 pagesThe Use of High Resolution Magnetic Flux Leakage For Life PredictionJorge PerdigonNo ratings yet
- The Use of High Resolution Magnetic Flux Leakage For Life PredictionDocument6 pagesThe Use of High Resolution Magnetic Flux Leakage For Life PredictionJorge PerdigonNo ratings yet
- The Acoustic Emission Monitoring System of Aboveground Storage TanksDocument8 pagesThe Acoustic Emission Monitoring System of Aboveground Storage TanksGonzalo TelleríaNo ratings yet
- Examination of Ae Wave Propagation Routes in A Small Model TankDocument6 pagesExamination of Ae Wave Propagation Routes in A Small Model TankGonzalo TelleríaNo ratings yet
- Improved Source Location Methods For Pressure VesselsDocument7 pagesImproved Source Location Methods For Pressure VesselsGonzalo TelleríaNo ratings yet
- 07Document6 pages07Gonzalo TelleríaNo ratings yet
- Detecting Cracks with up to 100% Probability Using Acoustic Emission TechniqueDocument8 pagesDetecting Cracks with up to 100% Probability Using Acoustic Emission TechniqueGonzalo TelleríaNo ratings yet
- Improved Noise Discrimination For An Ammonia Tank AE Test: Specialist NDT ServicesDocument28 pagesImproved Noise Discrimination For An Ammonia Tank AE Test: Specialist NDT ServicesGonzalo TelleríaNo ratings yet
- FDocument10 pagesFdelvalle guilarteNo ratings yet
- 18 180Document9 pages18 180Gonzalo TelleríaNo ratings yet
- Use of Acoustic Emission To Detect Localised Corrosion Philosophy of Industrial Use, Illustrated With Real ExamplesDocument6 pagesUse of Acoustic Emission To Detect Localised Corrosion Philosophy of Industrial Use, Illustrated With Real ExamplesGonzalo TelleríaNo ratings yet
- Inspection of Pressure Vessels Used in Refrigeration and Air Conditionning SystemsDocument6 pagesInspection of Pressure Vessels Used in Refrigeration and Air Conditionning SystemsGonzalo TelleríaNo ratings yet
- Inspection of LPG Vessels With Ae Examination: P. Tscheliesnig and G. Schauritsch TÜV Austria, Wien, AustriaDocument6 pagesInspection of LPG Vessels With Ae Examination: P. Tscheliesnig and G. Schauritsch TÜV Austria, Wien, AustriaGonzalo TelleríaNo ratings yet
- Monitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueDocument12 pagesMonitoring Erosion-Corrosion in Carbon Steel Elbow Using Acoustic Emission TechniqueGonzalo TelleríaNo ratings yet
- 07Document6 pages07Gonzalo TelleríaNo ratings yet
- Improved Source Location Methods For Pressure VesselsDocument7 pagesImproved Source Location Methods For Pressure VesselsGonzalo TelleríaNo ratings yet
- Acoustic Emission Method For Solving Problems in DDocument10 pagesAcoustic Emission Method For Solving Problems in DGonzalo TelleríaNo ratings yet
- JAE Contents Vol 1 30Document9 pagesJAE Contents Vol 1 30Gonzalo TelleríaNo ratings yet
- A Simple Method To Compare The Sensitivity of Different Ae Sensors For Tank Floor TestingDocument8 pagesA Simple Method To Compare The Sensitivity of Different Ae Sensors For Tank Floor TestingGonzalo TelleríaNo ratings yet
- Cumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Document67 pagesCumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Gonzalo TelleríaNo ratings yet
- Cumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Document67 pagesCumulative Contents: J. of Acoustic Emission, Volumes 1 - 30, 1982 - 2012Gonzalo TelleríaNo ratings yet
- Acoustic Emission Testing On Flat-Bottomed Storage TanksDocument9 pagesAcoustic Emission Testing On Flat-Bottomed Storage TanksGonzalo TelleríaNo ratings yet
- A Simple Method To Compare The Sensitivity of Different Ae Sensors For Tank Floor TestingDocument8 pagesA Simple Method To Compare The Sensitivity of Different Ae Sensors For Tank Floor TestingGonzalo TelleríaNo ratings yet
- Evaluation of acoustic emission inspection for oil tank floor thicknessDocument8 pagesEvaluation of acoustic emission inspection for oil tank floor thicknessGonzalo TelleríaNo ratings yet
- Acoustic Emission From Rust in Stress Corrosion Cracking: Hideo Cho and Mikio TakemotoDocument12 pagesAcoustic Emission From Rust in Stress Corrosion Cracking: Hideo Cho and Mikio TakemotoGonzalo TelleríaNo ratings yet
- Acoustic Emission Testing On Flat-Bottomed Storage TanksDocument9 pagesAcoustic Emission Testing On Flat-Bottomed Storage TanksGonzalo TelleríaNo ratings yet
- Prisma T Broch FWDocument4 pagesPrisma T Broch FWGonzalo TelleríaNo ratings yet
- API 586 Meeting Agenda Fall 2016Document2 pagesAPI 586 Meeting Agenda Fall 2016Gonzalo TelleríaNo ratings yet
- Waldner Fume Cupboard Default ValuesDocument16 pagesWaldner Fume Cupboard Default ValuestuzlucayirNo ratings yet
- Zak SystemDocument10 pagesZak SystemSlavisa BjelicNo ratings yet
- WWW - Ncbi.nlm - Nih.gov Pubmed 15151274Document2 pagesWWW - Ncbi.nlm - Nih.gov Pubmed 15151274Ethan MorganNo ratings yet
- نرخ نامه1Document7 pagesنرخ نامه1Farhad KaweshNo ratings yet
- Introduction To Drug Discovery & Development: Dr. Humair Bin MD OmerDocument9 pagesIntroduction To Drug Discovery & Development: Dr. Humair Bin MD OmerMD. RASEL MAHMUD MIMNo ratings yet
- Pharmacological and Toxicological Screening Methods I (MPL 103T)Document50 pagesPharmacological and Toxicological Screening Methods I (MPL 103T)Sandeep MewadaNo ratings yet
- Composite Fish Culture PDFDocument2 pagesComposite Fish Culture PDFHanumant JagtapNo ratings yet
- RetroJet System ManualDocument11 pagesRetroJet System ManualetritNo ratings yet
- Using Pumps As Power Recovery TurbinesDocument4 pagesUsing Pumps As Power Recovery TurbinesKali CharanNo ratings yet
- What Are Sensors?Document5 pagesWhat Are Sensors?Osama Abdulrahman AlnemerNo ratings yet
- ACROLEIN MSDSDocument6 pagesACROLEIN MSDSzaedmohd50% (2)
- METAL FABRICATION RAW MATERIALS GUIDEDocument8 pagesMETAL FABRICATION RAW MATERIALS GUIDEEdbert TulipasNo ratings yet
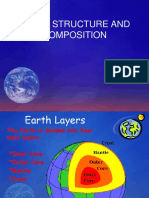
- Structure of The EarthDocument21 pagesStructure of The EarthKaren DarilaNo ratings yet
- DrillersManual Chapters 1 12Document192 pagesDrillersManual Chapters 1 12Hugo MoralesNo ratings yet
- Nhat Huy FillerDocument7 pagesNhat Huy FillerLê NhungNo ratings yet
- Building electricity vocabularyDocument9 pagesBuilding electricity vocabularyChan PhakkdeyNo ratings yet
- Understanding and Managing Cell Culture Contamination PDFDocument24 pagesUnderstanding and Managing Cell Culture Contamination PDFPabloski AndreNo ratings yet
- NG-018-D1-PNL-406701 - Rev06 UnsignedDocument111 pagesNG-018-D1-PNL-406701 - Rev06 UnsignedFolarin AyodejiNo ratings yet
- MSDS VR-514 SDS 20201110Document6 pagesMSDS VR-514 SDS 20201110dennisjuntakNo ratings yet
- Dynamic model of offshore water treatmentDocument114 pagesDynamic model of offshore water treatmentferchosb12No ratings yet
- HDA Simulation Laboratory - 054330Document18 pagesHDA Simulation Laboratory - 054330Fussy Taksn100% (1)
- Superlon1 PDFDocument4 pagesSuperlon1 PDFmohd aliffNo ratings yet
- Astm b680-1980Document2 pagesAstm b680-1980Yavuz Solmaz100% (1)
- BoilerDocument48 pagesBoilerAbdallah Mansour100% (2)
- Msds FFFP 3% UlDocument4 pagesMsds FFFP 3% UlOtto JamesNo ratings yet
- MT12550FTDocument1 pageMT12550FTJuan carlosNo ratings yet
- Questions & Solutions Chemistry... (NEET REPEATERS) 13-01-2020Document45 pagesQuestions & Solutions Chemistry... (NEET REPEATERS) 13-01-2020iram ferozNo ratings yet
- Compendium Templates Nutrition Facts TablesDocument86 pagesCompendium Templates Nutrition Facts TablesFerociousWolfNo ratings yet
- Behaviour and Design of Structural Steel PinsDocument28 pagesBehaviour and Design of Structural Steel PinsJoão BarrigóNo ratings yet
- Q1 Science 9 Module 5Document28 pagesQ1 Science 9 Module 5Shiena Lou Tucasan CudadaNo ratings yet
- LIT: Life Ignition Tools: Use Nature's Playbook to Energize Your Brain, Spark Ideas, and Ignite ActionFrom EverandLIT: Life Ignition Tools: Use Nature's Playbook to Energize Your Brain, Spark Ideas, and Ignite ActionRating: 4 out of 5 stars4/5 (402)
- The Age of Magical Overthinking: Notes on Modern IrrationalityFrom EverandThe Age of Magical Overthinking: Notes on Modern IrrationalityRating: 4 out of 5 stars4/5 (13)
- The Ritual Effect: From Habit to Ritual, Harness the Surprising Power of Everyday ActionsFrom EverandThe Ritual Effect: From Habit to Ritual, Harness the Surprising Power of Everyday ActionsRating: 3.5 out of 5 stars3.5/5 (3)
- Why We Die: The New Science of Aging and the Quest for ImmortalityFrom EverandWhy We Die: The New Science of Aging and the Quest for ImmortalityRating: 3.5 out of 5 stars3.5/5 (2)
- Summary: The Psychology of Money: Timeless Lessons on Wealth, Greed, and Happiness by Morgan Housel: Key Takeaways, Summary & Analysis IncludedFrom EverandSummary: The Psychology of Money: Timeless Lessons on Wealth, Greed, and Happiness by Morgan Housel: Key Takeaways, Summary & Analysis IncludedRating: 5 out of 5 stars5/5 (78)
- Think This, Not That: 12 Mindshifts to Breakthrough Limiting Beliefs and Become Who You Were Born to BeFrom EverandThink This, Not That: 12 Mindshifts to Breakthrough Limiting Beliefs and Become Who You Were Born to BeNo ratings yet
- Raising Mentally Strong Kids: How to Combine the Power of Neuroscience with Love and Logic to Grow Confident, Kind, Responsible, and Resilient Children and Young AdultsFrom EverandRaising Mentally Strong Kids: How to Combine the Power of Neuroscience with Love and Logic to Grow Confident, Kind, Responsible, and Resilient Children and Young AdultsRating: 5 out of 5 stars5/5 (1)
- Techniques Exercises And Tricks For Memory ImprovementFrom EverandTechniques Exercises And Tricks For Memory ImprovementRating: 4.5 out of 5 stars4.5/5 (40)
- The Obesity Code: Unlocking the Secrets of Weight LossFrom EverandThe Obesity Code: Unlocking the Secrets of Weight LossRating: 5 out of 5 stars5/5 (4)
- Outlive: The Science and Art of Longevity by Peter Attia: Key Takeaways, Summary & AnalysisFrom EverandOutlive: The Science and Art of Longevity by Peter Attia: Key Takeaways, Summary & AnalysisRating: 4 out of 5 stars4/5 (1)
- Summary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisFrom EverandSummary: Limitless: Upgrade Your Brain, Learn Anything Faster, and Unlock Your Exceptional Life By Jim Kwik: Key Takeaways, Summary and AnalysisRating: 5 out of 5 stars5/5 (8)
- Raising Good Humans: A Mindful Guide to Breaking the Cycle of Reactive Parenting and Raising Kind, Confident KidsFrom EverandRaising Good Humans: A Mindful Guide to Breaking the Cycle of Reactive Parenting and Raising Kind, Confident KidsRating: 4.5 out of 5 stars4.5/5 (169)
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingFrom EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingRating: 3.5 out of 5 stars3.5/5 (33)
- By the Time You Read This: The Space between Cheslie's Smile and Mental Illness—Her Story in Her Own WordsFrom EverandBy the Time You Read This: The Space between Cheslie's Smile and Mental Illness—Her Story in Her Own WordsNo ratings yet
- Roxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingFrom EverandRoxane Gay & Everand Originals: My Year of Psychedelics: Lessons on Better LivingRating: 5 out of 5 stars5/5 (5)
- Dark Psychology & Manipulation: Discover How To Analyze People and Master Human Behaviour Using Emotional Influence Techniques, Body Language Secrets, Covert NLP, Speed Reading, and Hypnosis.From EverandDark Psychology & Manipulation: Discover How To Analyze People and Master Human Behaviour Using Emotional Influence Techniques, Body Language Secrets, Covert NLP, Speed Reading, and Hypnosis.Rating: 4.5 out of 5 stars4.5/5 (110)
- The Ultimate Guide To Memory Improvement TechniquesFrom EverandThe Ultimate Guide To Memory Improvement TechniquesRating: 5 out of 5 stars5/5 (34)
- The Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaFrom EverandThe Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaRating: 4.5 out of 5 stars4.5/5 (266)
- The Courage Habit: How to Accept Your Fears, Release the Past, and Live Your Courageous LifeFrom EverandThe Courage Habit: How to Accept Your Fears, Release the Past, and Live Your Courageous LifeRating: 4.5 out of 5 stars4.5/5 (253)
- The Happiness Trap: How to Stop Struggling and Start LivingFrom EverandThe Happiness Trap: How to Stop Struggling and Start LivingRating: 4 out of 5 stars4/5 (1)
- The Garden Within: Where the War with Your Emotions Ends and Your Most Powerful Life BeginsFrom EverandThe Garden Within: Where the War with Your Emotions Ends and Your Most Powerful Life BeginsNo ratings yet
- Recovering from Emotionally Immature Parents: Practical Tools to Establish Boundaries and Reclaim Your Emotional AutonomyFrom EverandRecovering from Emotionally Immature Parents: Practical Tools to Establish Boundaries and Reclaim Your Emotional AutonomyRating: 4.5 out of 5 stars4.5/5 (201)
- The Tennis Partner: A Doctor's Story of Friendship and LossFrom EverandThe Tennis Partner: A Doctor's Story of Friendship and LossRating: 4.5 out of 5 stars4.5/5 (4)