You might also like
- 101 Creative Problem Solving Techniques by James M. HigginsDocument241 pages101 Creative Problem Solving Techniques by James M. HigginsJacostorius96% (56)
- Suggested Modifications To ASTM E477Document14 pagesSuggested Modifications To ASTM E477Jerry LillyNo ratings yet
- CVT Comet 780 PDFDocument1 pageCVT Comet 780 PDFRaphael Marins de SouzaNo ratings yet
- Contractor DatabaseDocument10 pagesContractor DatabaseVishal SaxenaNo ratings yet
- 6wa Retrofit GuideDocument13 pages6wa Retrofit GuideAnonymous X5q33TQ100% (1)
- Tender Status Report Delhi-Mumbai Expressway 10.01.19Document66 pagesTender Status Report Delhi-Mumbai Expressway 10.01.19chtrp100% (2)
- Osha CFR 1910Document16 pagesOsha CFR 1910CI Amilcar100% (3)
- 516 Vs 515Document2 pages516 Vs 515Madan YadavNo ratings yet
- Design Requirements of Precoat Filters For Water FiltrationDocument445 pagesDesign Requirements of Precoat Filters For Water FiltrationYesi CeballosNo ratings yet
- API 650 Tank Nozzle Stand OutDocument5 pagesAPI 650 Tank Nozzle Stand OutJunaid MateenNo ratings yet
- Boil Out ProceduresDocument11 pagesBoil Out ProceduresJorge DiazNo ratings yet
- Supply Flange ANSI B16.5 Slip On Flange, SORF Flange, Class 150LBS To 1500LBS - Jinan Hyupshin Flanges Co., LTDDocument3 pagesSupply Flange ANSI B16.5 Slip On Flange, SORF Flange, Class 150LBS To 1500LBS - Jinan Hyupshin Flanges Co., LTDSandipNo ratings yet
- Helical Strakes: Reducing VibrationDocument2 pagesHelical Strakes: Reducing VibrationPRAVEENNo ratings yet
- Gas Flow Calculations and Sizing of PipeDocument45 pagesGas Flow Calculations and Sizing of PipeErickNo ratings yet
- Advanced Heat Exchangers: Shell & Tube Marine CondensersDocument16 pagesAdvanced Heat Exchangers: Shell & Tube Marine CondensersMarco CambeiroaNo ratings yet
- Material Comparison F316L Vs F321Document1 pageMaterial Comparison F316L Vs F321Vivi OktaviantiNo ratings yet
- Heat ExcDocument4 pagesHeat ExctetirichieNo ratings yet
- API 650 Manhole Torque Values PDFDocument2 pagesAPI 650 Manhole Torque Values PDFreynaldoNo ratings yet
- Reinforcement For Multi OpeningsDocument1 pageReinforcement For Multi OpeningsSajal KulshresthaNo ratings yet
- AD 2000 Head Under Intenal PressureDocument3 pagesAD 2000 Head Under Intenal Pressuremechengg01No ratings yet
- Mixing in The Process IndustriesDocument1 pageMixing in The Process IndustriesapitbhuNo ratings yet
- Tabela de Flanges ANSIDocument10 pagesTabela de Flanges ANSIJarbas MoraesNo ratings yet
- Swagelok CatalogueDocument16 pagesSwagelok CatalogueZacharia JohnNo ratings yet
- 2276 1Document2 pages2276 1hogoyoNo ratings yet
- Industry Standard Class 125/150 Slip-On Flange DimensionsDocument1 pageIndustry Standard Class 125/150 Slip-On Flange Dimensionskevin15vhNo ratings yet
- Application Note Hardness Testing EnglishDocument12 pagesApplication Note Hardness Testing EnglishAnubhav LakhmaniNo ratings yet
- N 1693Document27 pagesN 1693Daniela Valdomiro PatrícioNo ratings yet
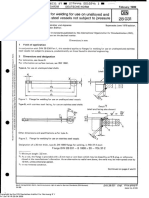
- Flange For Not Subject To Pressure Vessel DIN 28034Document3 pagesFlange For Not Subject To Pressure Vessel DIN 28034Farzad Sadr0% (1)
- Brzina Proticanja API RP 14EDocument4 pagesBrzina Proticanja API RP 14EMile ZoricNo ratings yet
- Pressure Drop - Perda de Carga em Filtro YDocument2 pagesPressure Drop - Perda de Carga em Filtro YNathalia Abadias AlvesNo ratings yet
- 1.4462 EN-material Duplex PDFDocument3 pages1.4462 EN-material Duplex PDFtien100% (1)
- Astm International Bsi - British Standards Institute: 1387 (Bs en 10255:2004)Document13 pagesAstm International Bsi - British Standards Institute: 1387 (Bs en 10255:2004)Vishal MistryNo ratings yet
- Regulador Elster Serie 040Document4 pagesRegulador Elster Serie 040Juan JuanNo ratings yet
- DIN 3015 Clamps GuideDocument17 pagesDIN 3015 Clamps GuideKathirrasuNo ratings yet
- Sandvik SX PDFDocument1 pageSandvik SX PDFLéo FreitasNo ratings yet
- PSV - Folha de DadosDocument1 pagePSV - Folha de DadosInspetor SoldagemNo ratings yet
- Effect of Carbon Content and Temperature on Fatigue Properties of Steel AlloysDocument10 pagesEffect of Carbon Content and Temperature on Fatigue Properties of Steel AlloysRizki FebriyantoNo ratings yet
- Astm A500Document4 pagesAstm A500Janderson CorreiaNo ratings yet
- Catalogo Inyectores de QuimicoDocument6 pagesCatalogo Inyectores de QuimicoOscar Mauricio Santos MNo ratings yet
- RiskWISE For Process Plant 2017Document2 pagesRiskWISE For Process Plant 2017Fabio TemporiniNo ratings yet
- ISO 5167-2:2003 (E) : 5.3.3 Uncertainties 5.3.3.1 Uncertainty of Discharge Coefficient CDocument1 pageISO 5167-2:2003 (E) : 5.3.3 Uncertainties 5.3.3.1 Uncertainty of Discharge Coefficient Cmohamed zaghNo ratings yet
- Fabrication of Counter-Jib Ballast Blocks GuideDocument14 pagesFabrication of Counter-Jib Ballast Blocks GuideNirmalya SenNo ratings yet
- Pump Material SpecificationDocument6 pagesPump Material SpecificationshripaddixitNo ratings yet
- Full Face Flange With Metal To Metal Contact (11.10) EN 13445-3Document5 pagesFull Face Flange With Metal To Metal Contact (11.10) EN 13445-3met-calcNo ratings yet
- Mecanica de Materiales - Edicion 5 - Beer, Johnston, DeWolfDocument744 pagesMecanica de Materiales - Edicion 5 - Beer, Johnston, DeWolfJack Suquita50% (2)
- Asme VDocument1 pageAsme VMohd AnsariNo ratings yet
- ASME I Part PMB Requirements For Miniature BoilersDocument2 pagesASME I Part PMB Requirements For Miniature BoilersAmanda Ariesta ApriliaNo ratings yet
- Pressure Test Requirements for Unfired Pressure Vessels According to EN 13445Document14 pagesPressure Test Requirements for Unfired Pressure Vessels According to EN 13445Nanang PhNo ratings yet
- Asme - HeaderDocument3 pagesAsme - HeaderReadersmoNo ratings yet
- 6005-T6 Aluminum: Mechanical PropertiesDocument2 pages6005-T6 Aluminum: Mechanical PropertiesEvandro BorgesNo ratings yet
- Design Procedure of A Pyramid Shaped HopperDocument4 pagesDesign Procedure of A Pyramid Shaped HopperOkayNo ratings yet
- Chibro Press Fit Piping Data SheetDocument5 pagesChibro Press Fit Piping Data SheetBoyd JohnstonNo ratings yet
- Calculations For: Calculations No. Asme Viii Div 1 Ed 2019Document21 pagesCalculations For: Calculations No. Asme Viii Div 1 Ed 2019David Vanegas100% (1)
- CalcvesselDocument11 pagesCalcvesselHami Keserci100% (1)
- A-36 - Pages From Section II Part D (Customary)Document3 pagesA-36 - Pages From Section II Part D (Customary)siswantoNo ratings yet
- 07 Elevators Deep Buckets DIN 15234 02Document1 page07 Elevators Deep Buckets DIN 15234 02mkiani2No ratings yet
- Commercial Pipe Thread Couplings SpecifiedDocument3 pagesCommercial Pipe Thread Couplings Specifiedcvz240159No ratings yet
- Applicable Standard Mech Documents ReviewDocument27 pagesApplicable Standard Mech Documents ReviewArun CPNo ratings yet
- UG-22 LoadingsDocument1 pageUG-22 LoadingsRavi YadavNo ratings yet
- Telescopic Chute Brochure enDocument2 pagesTelescopic Chute Brochure enAbu Fathi Mifth Huda100% (1)
- Dimensionamento Depolveratore A Ciclone Portata Volumetrica (m3/h)Document2 pagesDimensionamento Depolveratore A Ciclone Portata Volumetrica (m3/h)wilderness_666No ratings yet
- HTM150 Hot Tapping MachineDocument2 pagesHTM150 Hot Tapping MachineTai FloresNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Solar Optical Materials: Applications & Performance of Coatings & Materials in Buildings & Solar Energy SystemsFrom EverandSolar Optical Materials: Applications & Performance of Coatings & Materials in Buildings & Solar Energy SystemsM. G. HutchinsNo ratings yet
- ABCs of SafetyDocument7 pagesABCs of Safetygeraleao208No ratings yet
- Infineon FS450R17KE3 DS v02 - 03 ENDocument8 pagesInfineon FS450R17KE3 DS v02 - 03 ENgeraleao208No ratings yet
- EL CID Iris Qualitrol Brochure V6 8 20Document4 pagesEL CID Iris Qualitrol Brochure V6 8 20geraleao208No ratings yet
- S-T MaintenanceManualDocument34 pagesS-T MaintenanceManualgeraleao208No ratings yet
- Create Elec Safety ProgramDocument3 pagesCreate Elec Safety Programgeraleao208No ratings yet
- Module 1 BrowserDocument9 pagesModule 1 Browsergeraleao208No ratings yet
- Choosing The Correct Fuse For Your Tester: Application NoteDocument2 pagesChoosing The Correct Fuse For Your Tester: Application Notegeraleao208No ratings yet
- Does Your Meter Measure Up?Document1 pageDoes Your Meter Measure Up?geraleao208No ratings yet
- Differences in Voltage Testers Can Be Shocking: Application NoteDocument3 pagesDifferences in Voltage Testers Can Be Shocking: Application Notegeraleao208No ratings yet
- Power Electronics For Very High Power ApplicationsDocument6 pagesPower Electronics For Very High Power Applicationsgeraleao208No ratings yet
- Abb - The Motor GuideDocument118 pagesAbb - The Motor GuideRolando DaclanNo ratings yet
- Cmos Logic DataDocument450 pagesCmos Logic DataseleneedithNo ratings yet
- Information and Measuring System For Electric Arc Furnace Transformer MonitoringDocument7 pagesInformation and Measuring System For Electric Arc Furnace Transformer Monitoringgeraleao208No ratings yet
- Validation and Reception of Electric Arc Furnace TransformersDocument6 pagesValidation and Reception of Electric Arc Furnace Transformersgeraleao208No ratings yet
- SGP9 Practices For Long Service Lifeof Transformers CBIPConfon Large Power Transformers 2013Document11 pagesSGP9 Practices For Long Service Lifeof Transformers CBIPConfon Large Power Transformers 2013geraleao208No ratings yet
- The Past, Present, and Future of Power ElectronicsDocument6 pagesThe Past, Present, and Future of Power Electronicsgeraleao208No ratings yet
- Power Electronics and Its Challenges - RashidDocument3 pagesPower Electronics and Its Challenges - Rashidgeraleao208No ratings yet
- Input Current Harmonic Reduction in AC-DC RectifiersDocument7 pagesInput Current Harmonic Reduction in AC-DC Rectifiersgeraleao208No ratings yet
- Teaching Power Electronics - RashidDocument7 pagesTeaching Power Electronics - Rashidgeraleao208No ratings yet
- Power Electronics-An Emerging Technology - B.K.BoseDocument8 pagesPower Electronics-An Emerging Technology - B.K.Bosegeraleao208No ratings yet
- Artikel Wechselrichterkippen-Abhilfe-durch-CCP V07 76Document17 pagesArtikel Wechselrichterkippen-Abhilfe-durch-CCP V07 76geraleao208No ratings yet
- Vacon Engineered AC Drives ManualDocument166 pagesVacon Engineered AC Drives Manualdario_es100% (4)
- Drives ABCReferenceDocument96 pagesDrives ABCReferenceRicardo SilvaNo ratings yet
- Life Assessment of Electric Arc Furnace TransformersDocument11 pagesLife Assessment of Electric Arc Furnace Transformersgeraleao208No ratings yet
- Drives ABCReferenceDocument96 pagesDrives ABCReferenceRicardo SilvaNo ratings yet
- Operation and Maintenance Practices Extend Transformer LifespanDocument11 pagesOperation and Maintenance Practices Extend Transformer Lifespangeraleao208No ratings yet
- Classification of Fault DiagnosisDocument6 pagesClassification of Fault Diagnosisgeraleao208No ratings yet
- Guide of Methods For Determining The Condition of Stator Winding Insulation and Their Effectiveness in Large MotorsDocument36 pagesGuide of Methods For Determining The Condition of Stator Winding Insulation and Their Effectiveness in Large MotorsNilav KumarNo ratings yet
- Internship Project Report on MathematicsDocument18 pagesInternship Project Report on MathematicsNancini AVNo ratings yet
- mPassBook 161022 150423 2918Document4 pagesmPassBook 161022 150423 2918Ashish kumarNo ratings yet
- How efficient is a wind turbineDocument8 pagesHow efficient is a wind turbinejNo ratings yet
- Sjzl20061019-ZXC10 BSCB (V8.16) Hardware ManualDocument69 pagesSjzl20061019-ZXC10 BSCB (V8.16) Hardware ManualAhmadArwani88No ratings yet
- TU20Document6 pagesTU20Manikumar KNo ratings yet
- Acquisition of SharesDocument3 pagesAcquisition of SharesChaudhary Mohsin RazaNo ratings yet
- Wagner Spring 2014 CS 161 Computer Security Midterm 1: (Last) (First)Document7 pagesWagner Spring 2014 CS 161 Computer Security Midterm 1: (Last) (First)Ahsan RamzanNo ratings yet
- ISO 9001 Quality Management ProceduresDocument7 pagesISO 9001 Quality Management ProceduresFendi100% (1)
- Kami Export - Exercise Lab - Mini-2Document3 pagesKami Export - Exercise Lab - Mini-2Ryan FungNo ratings yet
- Truespace For DarkBASIC ProfessionalDocument13 pagesTruespace For DarkBASIC ProfessionalclaudefrancisNo ratings yet
- L4 Examples - Exact Differential Equations PDFDocument16 pagesL4 Examples - Exact Differential Equations PDFCarlo EdolmoNo ratings yet
- Oatey2021 CommercialCat LCS1146B 022421 WEB LR 1Document204 pagesOatey2021 CommercialCat LCS1146B 022421 WEB LR 1Pablo CINo ratings yet
- Menomonee Falls Express News 091413Document32 pagesMenomonee Falls Express News 091413Hometown Publications - Express NewsNo ratings yet
- RCT Methodology ChecklistDocument6 pagesRCT Methodology ChecklistSyahidatul Kautsar NajibNo ratings yet
- SQL Server Management Studio Database Engine Query Editor Window - Microsoft DocsDocument6 pagesSQL Server Management Studio Database Engine Query Editor Window - Microsoft DocsAchamyeleh TamiruNo ratings yet
- Document - University Admission SystemDocument100 pagesDocument - University Admission SystemNaresh SharmaNo ratings yet
- Petition For ReviewDocument18 pagesPetition For ReviewJay ArNo ratings yet
- Sample PresentationDocument26 pagesSample PresentationMitali MishraNo ratings yet
- PACiS GTW EN O C80Document170 pagesPACiS GTW EN O C80paradiseparasNo ratings yet
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument8 pagesSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingFerry Dela RochaNo ratings yet
- BUSINESS TALE - A Story of Ethics, Choices, Success - and A Very Large Rabbit - Theme of Ethics Code or Code of Business Con - EditedDocument16 pagesBUSINESS TALE - A Story of Ethics, Choices, Success - and A Very Large Rabbit - Theme of Ethics Code or Code of Business Con - EditedBRIAN WAMBUINo ratings yet
- COURSE Strucure - M.tech (S.E) I & II Sem (Autonomous)Document40 pagesCOURSE Strucure - M.tech (S.E) I & II Sem (Autonomous)Fresherjobs IndiaNo ratings yet
- MB1 - The Australian Economy PA 7092016Document8 pagesMB1 - The Australian Economy PA 7092016ninja980117No ratings yet
- J-19-16-III - Bengali - FDocument24 pagesJ-19-16-III - Bengali - FDebayanbasu.juNo ratings yet
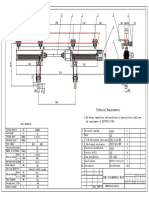
- 2X16-24 Monorail Hoist-04 - 2Document1 page2X16-24 Monorail Hoist-04 - 2RafifNo ratings yet
- 452-Chapter 15 PDFDocument14 pages452-Chapter 15 PDFYoan Barriga BerriosNo ratings yet