You might also like
- Asme Section I: Section - Iii Code ExtractionDocument3 pagesAsme Section I: Section - Iii Code ExtractionReadersmo100% (1)
- Pressure Test Requirements for Unfired Pressure Vessels According to EN 13445Document14 pagesPressure Test Requirements for Unfired Pressure Vessels According to EN 13445Nanang PhNo ratings yet
- Bopp & Reuther CatalogueDocument60 pagesBopp & Reuther CatalogueIrfan BagwanNo ratings yet
- Oil Gas Construction Factory L.L.CDocument2 pagesOil Gas Construction Factory L.L.CRenny DevassyNo ratings yet
- Tema StandardsDocument1 pageTema Standardsjose_alberto2No ratings yet
- Formula Asme Sec. I Pg. 27Document2 pagesFormula Asme Sec. I Pg. 27Syarif Dwi PriyantoNo ratings yet
- Submittal ChillersDocument16 pagesSubmittal ChillersIngenieriaNo ratings yet
- Single Drum BoilerDocument12 pagesSingle Drum BoileravgpaulNo ratings yet
- ASME B16 Welding EndsDocument2 pagesASME B16 Welding Endsf_riseNo ratings yet
- Material Selection GuideDocument1 pageMaterial Selection Guidesuresh_vikiNo ratings yet
- STORAGE AND HANDLING OF ANHYDROUS AMMONIA Part 78Document10 pagesSTORAGE AND HANDLING OF ANHYDROUS AMMONIA Part 78mah_abdelaalNo ratings yet
- Codes StandardsDocument61 pagesCodes Standardshrk100No ratings yet
- ASME Code CalculationsDocument24 pagesASME Code CalculationsTiu TonNo ratings yet
- Anodes in Cooling Water Exchangers PDFDocument12 pagesAnodes in Cooling Water Exchangers PDFcbrittaivNo ratings yet
- Deaerators BrochureDocument4 pagesDeaerators BrochurefahimshkNo ratings yet
- 516 Vs 515Document2 pages516 Vs 515Madan YadavNo ratings yet
- Garlock GYLON Style 3501 - Spec Sheet - (NA) 2016-12 enDocument1 pageGarlock GYLON Style 3501 - Spec Sheet - (NA) 2016-12 ennmosilvaNo ratings yet
- Hydrotest Procedure For PipingDocument4 pagesHydrotest Procedure For Pipingsuria qaqcNo ratings yet
- Reg. 338 Boiler and Super Heater Tubes, Headers and Other Pressure Parts TubesDocument4 pagesReg. 338 Boiler and Super Heater Tubes, Headers and Other Pressure Parts TubesWASIM MAKANDARNo ratings yet
- b2020-Tdc-Fas-004 Fasteners r3Document2 pagesb2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranNo ratings yet
- Material Information Sheet For Plates: Erndtebrücker EisenwerkDocument2 pagesMaterial Information Sheet For Plates: Erndtebrücker EisenwerkAhmad KamilNo ratings yet
- A 1 KDocument5 pagesA 1 KSumantrra ChattopadhyayNo ratings yet
- Toriconical Head Ver 1.1Document4 pagesToriconical Head Ver 1.1Iqbal AhmadsNo ratings yet
- U1a - 735834Document2 pagesU1a - 735834Alex SimonNo ratings yet
- A 269 - 04 Qti2oqDocument6 pagesA 269 - 04 Qti2oqfekihassan100% (1)
- Advanced Heat Exchangers: Shell & Tube Marine CondensersDocument16 pagesAdvanced Heat Exchangers: Shell & Tube Marine CondensersMarco CambeiroaNo ratings yet
- Ibr RegDocument6 pagesIbr RegSitaram Jha100% (1)
- S275JR PDFDocument1 pageS275JR PDFEmrahCayboylu100% (1)
- Applicable Standard Mech Documents ReviewDocument27 pagesApplicable Standard Mech Documents ReviewArun CPNo ratings yet
- Pressure Vessel Inspection and Test Plan Sample: WWW - Inspection-For-Industry.c OmDocument4 pagesPressure Vessel Inspection and Test Plan Sample: WWW - Inspection-For-Industry.c OmMuh FarhanNo ratings yet
- ASME I Part PMB Requirements For Miniature BoilersDocument2 pagesASME I Part PMB Requirements For Miniature BoilersAmanda Ariesta ApriliaNo ratings yet
- N11 Nozzle CalDocument9 pagesN11 Nozzle Calגרבר פליקסNo ratings yet
- ASTM F1545 Plastic Lined Pipe 0803Document6 pagesASTM F1545 Plastic Lined Pipe 0803JabranYounasNo ratings yet
- Is 210Document16 pagesIs 210Debopriyo GhoshNo ratings yet
- Ped Eam-0526-24-1-2006-03Document6 pagesPed Eam-0526-24-1-2006-03nathachaiNo ratings yet
- Comparison ASME KTADocument7 pagesComparison ASME KTAAndres_Pastor1987No ratings yet
- 강도계산프로그램Document16 pages강도계산프로그램심판자No ratings yet
- Fouling Factor PDFDocument84 pagesFouling Factor PDFSekar SankarNo ratings yet
- C-60 Data Sheet for High Carbon 35Cr-45Ni-1Nb Alloy Welding ProductsDocument2 pagesC-60 Data Sheet for High Carbon 35Cr-45Ni-1Nb Alloy Welding ProductsSaravanan Pitchandi100% (1)
- GTP Format For OdsspDocument12 pagesGTP Format For OdsspJainco Transmission LimitedNo ratings yet
- Wps 1010 IfrDocument28 pagesWps 1010 IfrSyed Mahmud Habibur RahmanNo ratings yet
- Roofseal P & GDocument2 pagesRoofseal P & GStruct EngineeringNo ratings yet
- Roof SealDocument2 pagesRoof Sealmk779900mkNo ratings yet
- Temasil NG: CSF Sheet JointingDocument3 pagesTemasil NG: CSF Sheet JointingTài TrầnNo ratings yet
- Flyback Transformers: For Ti Tps23753 Poe Interface and Converter ControllerDocument1 pageFlyback Transformers: For Ti Tps23753 Poe Interface and Converter ControllerCalMoreiraNo ratings yet
- Guidance 1GDocument5 pagesGuidance 1GWahyu HaryadiNo ratings yet
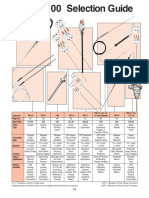
- RTD Selection GuideDocument7 pagesRTD Selection GuideSelva kumarNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document2 pagesWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- Fasit OmniaDocument1 pageFasit OmnianightmanirNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationGodwin A.udo-akanNo ratings yet
- Poly FlameDocument2 pagesPoly Flamemk779900mkNo ratings yet
- SikaGrout-215 2011-11 - 1Document2 pagesSikaGrout-215 2011-11 - 1Fajar SodiqNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- High Temperature Epoxy Tooling Board: Trelleborg Applied TechnologiesDocument3 pagesHigh Temperature Epoxy Tooling Board: Trelleborg Applied TechnologiesMert KıraçNo ratings yet
- Torch BondDocument2 pagesTorch Bondmk779900mkNo ratings yet
- Comparison Bet Stds For Rubber TubesDocument2 pagesComparison Bet Stds For Rubber TubesRam SudheerNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- TDS HBMDocument1 pageTDS HBMP Singh KarkiNo ratings yet
- Magnetic Particle Testing Report:: Page No: 1 of 2Document3 pagesMagnetic Particle Testing Report:: Page No: 1 of 2ReadersmoNo ratings yet
- Ultrasonic Testing Report: Quality Assurance DepartmentDocument3 pagesUltrasonic Testing Report: Quality Assurance DepartmentReadersmoNo ratings yet
- No. Calibration & Validation Pipes (MM) Quantity Dimension 1 DSS 2"x4 2 2 DSS 8"x23 3Document3 pagesNo. Calibration & Validation Pipes (MM) Quantity Dimension 1 DSS 2"x4 2 2 DSS 8"x23 3ReadersmoNo ratings yet
- #1 Gray: Non-Fluorescent Magnetic ParticlesDocument2 pages#1 Gray: Non-Fluorescent Magnetic ParticlesReadersmoNo ratings yet
- Magnetic Particle Testing Report:: Page No: 1 of 2Document3 pagesMagnetic Particle Testing Report:: Page No: 1 of 2ReadersmoNo ratings yet
- Flux Leakage Wire RopesDocument19 pagesFlux Leakage Wire RopesMohamed Zied ChaariNo ratings yet
- PIPING FABRICATION SPOOL LISTDocument3 pagesPIPING FABRICATION SPOOL LISTReadersmoNo ratings yet
- Audit Schedule 2014 (Tuas)Document1 pageAudit Schedule 2014 (Tuas)ReadersmoNo ratings yet
- JANX Written Practice Rev 7Document20 pagesJANX Written Practice Rev 7joshrathburn1980100% (3)
- Welders DataDocument1 pageWelders DataReadersmoNo ratings yet
- Auditchecklist Engineering DepartmentDocument5 pagesAuditchecklist Engineering DepartmentReadersmoNo ratings yet
- Auditchecklist-Ops Shipwright SectionDocument6 pagesAuditchecklist-Ops Shipwright SectionReadersmoNo ratings yet
- 1.0 Project Management: 1.1 Organisation and InfrastructureDocument24 pages1.0 Project Management: 1.1 Organisation and InfrastructureReadersmoNo ratings yet
- Spools TagDocument1 pageSpools TagReadersmoNo ratings yet
- Gtaw DataDocument1 pageGtaw DataReadersmoNo ratings yet
- Data TrainDocument1 pageData TrainReadersmoNo ratings yet
- Stair Case To Lobby: Notice Board Air Con WindowDocument1 pageStair Case To Lobby: Notice Board Air Con WindowReadersmoNo ratings yet
- Registration For Production RetestDocument1 pageRegistration For Production RetestReadersmoNo ratings yet
- Appeal Form:: To Waive Retest To Re-Apply Retest To Waive Re-QualificationDocument2 pagesAppeal Form:: To Waive Retest To Re-Apply Retest To Waive Re-QualificationReadersmoNo ratings yet
- Pre Qualification AuditDocument11 pagesPre Qualification AuditReadersmoNo ratings yet
- Monthy Weld Planner SheetDocument9 pagesMonthy Weld Planner SheetReadersmoNo ratings yet
- XX XXXX XX: Summary For StructuralDocument1 pageXX XXXX XX: Summary For StructuralReadersmoNo ratings yet
- Stair Case To Lobby: Notice Board Air Con WindowDocument1 pageStair Case To Lobby: Notice Board Air Con WindowReadersmoNo ratings yet
- Ss 400Document4 pagesSs 400A Rahim A Bakar100% (1)
- Appeal Form:: To Waive Retest To Re-Apply Retest To Waive Re-QualificationDocument2 pagesAppeal Form:: To Waive Retest To Re-Apply Retest To Waive Re-QualificationReadersmoNo ratings yet
- Registration For Production RetestDocument1 pageRegistration For Production RetestReadersmoNo ratings yet
- Cap 437Document99 pagesCap 437anandrao789100% (1)
- Daily Welder Failure Status - Date://2011: ActionDocument2 pagesDaily Welder Failure Status - Date://2011: ActionReadersmoNo ratings yet
- Welder'S Counselling Report: Qa DepartmentDocument2 pagesWelder'S Counselling Report: Qa DepartmentReadersmoNo ratings yet
- ABS Shipbuilding and Repair Standards - Pub87 - SRQS - GuideDocument44 pagesABS Shipbuilding and Repair Standards - Pub87 - SRQS - Guidesamnortan100% (1)
- ICP Design Methods For Driven Piles in Sands and CDocument14 pagesICP Design Methods For Driven Piles in Sands and CBinSayeedNo ratings yet
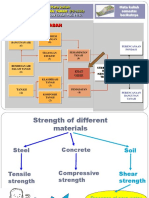
- 1.kuat Geser TanahDocument35 pages1.kuat Geser TanahellaNo ratings yet
- Tank Manual2 Of2Document195 pagesTank Manual2 Of2AlbertNo ratings yet
- New Price List CPVC 2021Document2 pagesNew Price List CPVC 2021Yash ShanishvaraNo ratings yet
- QA/QC Over All NotesDocument34 pagesQA/QC Over All NotesmohdNo ratings yet
- Thread Swage NippleDocument3 pagesThread Swage NippleCREATIVE PIPING SOLUTIONS PVT. LTD.No ratings yet
- Saes N 100Document16 pagesSaes N 100aamirapiNo ratings yet
- Occupational Safety and Health Simplified For The Construction IndustryDocument198 pagesOccupational Safety and Health Simplified For The Construction Industryhugo fariaNo ratings yet
- CRS New Brochure 2018Document24 pagesCRS New Brochure 2018gugiNo ratings yet
- Bending and Shear Performance of Cross Laminated Timber - 2022 - Journal of BuiDocument12 pagesBending and Shear Performance of Cross Laminated Timber - 2022 - Journal of BuiAliNo ratings yet
- 02070-GEN-PNG-SPE-004 - 04 Soportes PDFDocument234 pages02070-GEN-PNG-SPE-004 - 04 Soportes PDFJose C. MelendezNo ratings yet
- Tank Manual: Training Course For TANK Software (Based On API 650, 11 Ed., Add.1)Document100 pagesTank Manual: Training Course For TANK Software (Based On API 650, 11 Ed., Add.1)Hirad EghbalianNo ratings yet
- Jetty AreaDocument6 pagesJetty AreashrieersNo ratings yet
- Drilling FluidsDocument7 pagesDrilling FluidsAgus Riza RomadlonNo ratings yet
- Cable sizing guideDocument31 pagesCable sizing guideAjaysingh SolankiNo ratings yet
- Lesson 4. Boiler MountingsDocument4 pagesLesson 4. Boiler MountingsalexdenychenkoNo ratings yet
- 0CF50-M00091 en4JH110Document110 pages0CF50-M00091 en4JH110elvys linaresNo ratings yet
- Offshore oil/gas project expertiseDocument9 pagesOffshore oil/gas project expertiseUday DeshpandeNo ratings yet
- D11-Architectural and Electrical PDFDocument13 pagesD11-Architectural and Electrical PDFSuppenguinNo ratings yet
- Design GuideDocument30 pagesDesign Guiderapidindustries100% (6)
- Faculty Monitoring Sheet Purpose: The Faculty Monitoring Sheet Is in Place of The Attendance Monitoring That FAO DoesDocument11 pagesFaculty Monitoring Sheet Purpose: The Faculty Monitoring Sheet Is in Place of The Attendance Monitoring That FAO DoesNioro FuriscalNo ratings yet
- Computer Aided Analysis and Design of Multi-Storeyed BuildingsDocument66 pagesComputer Aided Analysis and Design of Multi-Storeyed BuildingsPeter Saxena100% (1)
- Problem 9 - Column Interaction DiagramDocument9 pagesProblem 9 - Column Interaction DiagramRey Joseph IglesiaNo ratings yet
- SAUDI ARAMCO PUNCH LIST INSPECTIONDocument11 pagesSAUDI ARAMCO PUNCH LIST INSPECTIONEswari AnandNo ratings yet
- Classic Series F115-74 (Globe), F1115-74 (Angle) Specification SheetDocument7 pagesClassic Series F115-74 (Globe), F1115-74 (Angle) Specification SheetWattsNo ratings yet
- Unit 305 Understanding The Practices and Procedures For The Preparation and InstallationDocument43 pagesUnit 305 Understanding The Practices and Procedures For The Preparation and InstallationRob PettitNo ratings yet
- Press Brake BendingDocument12 pagesPress Brake BendingGopu PushpangadhanNo ratings yet
- 4 Chemical AdmixturesDocument59 pages4 Chemical AdmixturesMelinda Gordon100% (1)
- 4 Basic Elements for Intelligent Building SystemsDocument3 pages4 Basic Elements for Intelligent Building SystemsAhmad FaridNo ratings yet
- Flange BCD & Bolt C/S Area For Flange CheckDocument4 pagesFlange BCD & Bolt C/S Area For Flange CheckAnirban ChatterjeeNo ratings yet