You might also like
- Sheet Metal Duct Layout BookDocument40 pagesSheet Metal Duct Layout BookRyan Murray77% (13)
- Copper Pipework BendingDocument2 pagesCopper Pipework BendingbendeniNo ratings yet
- Midea SERVICE MANUAL PDFDocument44 pagesMidea SERVICE MANUAL PDFAhmed Azad67% (3)
- Bending Race WaysDocument9 pagesBending Race Waysyomero1969No ratings yet
- Thrust Block and Anchor BlockDocument8 pagesThrust Block and Anchor Blockwikoboy50% (4)
- The Pochade and Wet Panel Carrier Do It Yourself PlanFrom EverandThe Pochade and Wet Panel Carrier Do It Yourself PlanRating: 4 out of 5 stars4/5 (1)
- EMT Conduit Bending Guide - Elliott Electric SupplyDocument2 pagesEMT Conduit Bending Guide - Elliott Electric SupplyManuel Da Silva100% (1)
- DIY Bench Top Tubing BenderDocument17 pagesDIY Bench Top Tubing BenderMalcolm DiamondNo ratings yet
- Chapter 7 Cycle Diagrams and The Simple Saturated Cycle - Page117Document18 pagesChapter 7 Cycle Diagrams and The Simple Saturated Cycle - Page117Ahmed AzadNo ratings yet
- Flammable Refrigerants SafetyDocument75 pagesFlammable Refrigerants SafetyAhmed AzadNo ratings yet
- Dobladores de TubingDocument19 pagesDobladores de TubingJuan Chan CanulNo ratings yet
- Bending MachineDocument2 pagesBending Machinesubbiah1986No ratings yet
- INS P 032, Axis AlignmentDocument5 pagesINS P 032, Axis AlignmentDeepakNo ratings yet
- Emt Bending: Done by Ismaa-Eel IbrahimDocument10 pagesEmt Bending: Done by Ismaa-Eel IbrahimIs IbrahimNo ratings yet
- Conduit Bender GuideDocument12 pagesConduit Bender Guideyomero1969100% (4)
- Parts & Service NewsDocument10 pagesParts & Service NewsJose A. Basanta H.No ratings yet
- Bending Spring LoadingDocument2 pagesBending Spring LoadingNisha NtaNo ratings yet
- Front and Rear SphereDocument4 pagesFront and Rear SphereRamalingam PrabhakaranNo ratings yet
- Modern Blanking and Piercing DiesDocument58 pagesModern Blanking and Piercing DiesMustafa Sert100% (4)
- Tube Bending SeminarDocument48 pagesTube Bending Seminarhopkhtn100% (1)
- Tecnolco Institute of Hvac Mep Nampally HYD.: Layout and Fabrication of Sheet-Metal and Fiber-Glass DuctDocument40 pagesTecnolco Institute of Hvac Mep Nampally HYD.: Layout and Fabrication of Sheet-Metal and Fiber-Glass DuctAnkush NayarNo ratings yet
- G1975 - Instruction ManualDocument36 pagesG1975 - Instruction ManualLeon GalindoNo ratings yet
- 600 Hand Tube Bender Instruction Sheet: (Figure 3) (Figure 4) (Figure 5)Document8 pages600 Hand Tube Bender Instruction Sheet: (Figure 3) (Figure 4) (Figure 5)LeonardNo ratings yet
- Calculating Length of Reinforcing BarsDocument3 pagesCalculating Length of Reinforcing BarsswarluNo ratings yet
- Power ScrewDocument37 pagesPower ScrewShikhar Saurav100% (1)
- BW FittingsDocument38 pagesBW FittingsTheo SeriyeNo ratings yet
- Lathe Milling Attach PlansDocument7 pagesLathe Milling Attach Plansdodgydonkey100% (1)
- Instruction Manual: TH-500 Tool HolderDocument28 pagesInstruction Manual: TH-500 Tool HolderDanijel MacakanjaNo ratings yet
- Handouts Trunking and Tray WorkDocument4 pagesHandouts Trunking and Tray WorkZi MingNo ratings yet
- Unit 11 Layout Work and Safety Issues: StructureDocument11 pagesUnit 11 Layout Work and Safety Issues: StructureakashkumardevNo ratings yet
- Agricultural Engineering in Development Advanced Blacksmithing A Training Manual Author J.B. StokesDocument96 pagesAgricultural Engineering in Development Advanced Blacksmithing A Training Manual Author J.B. StokesGabriel LourencoNo ratings yet
- Tilt TableDocument2 pagesTilt TablenikhilNo ratings yet
- Procedure For R1300, R1300G, R1600, and R1600G Load Haul Dump MachinesDocument6 pagesProcedure For R1300, R1300G, R1600, and R1600G Load Haul Dump Machinesjong sunNo ratings yet
- SP DP 40M InstDocument20 pagesSP DP 40M InstMarcos Sergio MirettiNo ratings yet
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderDocument14 pagesDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- Hand Bender InstructionsDocument27 pagesHand Bender InstructionsenkntadoNo ratings yet
- Conduit BendDocument11 pagesConduit Bendngyan100% (1)
- Kbu KBZ6Document4 pagesKbu KBZ6Andrew VNo ratings yet
- Channel Master 2-4m ManualDocument9 pagesChannel Master 2-4m ManualWilfredo AriasNo ratings yet
- Kiln DriveDocument83 pagesKiln DriveMohammed BNo ratings yet
- INS-P-033, Axis Alignment W-O RotationDocument7 pagesINS-P-033, Axis Alignment W-O RotationDeepakNo ratings yet
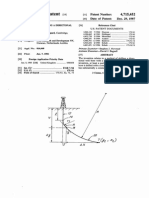
- United States Patent (191: SheppardDocument7 pagesUnited States Patent (191: SheppardandreNo ratings yet
- A Conduit Bending Guide On How To Bend An OffsetDocument6 pagesA Conduit Bending Guide On How To Bend An OffsetedgarNo ratings yet
- Power - Screw (Compatibility Mode)Document37 pagesPower - Screw (Compatibility Mode)Satyajit RoyNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Practical Stair Building and Handrailing: By the square section and falling line systemFrom EverandPractical Stair Building and Handrailing: By the square section and falling line systemNo ratings yet
- Watch and Clock Escapements A Complete Study in Theory and Practice of the Lever, Cylinder and Chronometer Escapements, Together with a Brief Account of the Origin and Evolution of the Escapement in HorologyFrom EverandWatch and Clock Escapements A Complete Study in Theory and Practice of the Lever, Cylinder and Chronometer Escapements, Together with a Brief Account of the Origin and Evolution of the Escapement in HorologyNo ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Mode NG I 111116Document68 pagesMode NG I 111116Ahmed AzadNo ratings yet
- 121 DC Circuits E104A Course Outline V2Document8 pages121 DC Circuits E104A Course Outline V2Ahmed AzadNo ratings yet
- IPM TroubleshootingDocument1 pageIPM TroubleshootingAhmed Azad100% (2)
- Correction of Service Manual Si-18 M-11011Document18 pagesCorrection of Service Manual Si-18 M-11011Ahmed AzadNo ratings yet
- Priceguide Section 7 2015Document18 pagesPriceguide Section 7 2015Ahmed AzadNo ratings yet
- Guide To Good Commercial Refrigeration Practice: Safety & Environmental Considerations & StandardsDocument20 pagesGuide To Good Commercial Refrigeration Practice: Safety & Environmental Considerations & StandardsAhmed AzadNo ratings yet
- Split Air Conditioner TrainerDocument2 pagesSplit Air Conditioner TrainerAhmed AzadNo ratings yet
- Commercial Dehumidifier ManualDocument10 pagesCommercial Dehumidifier ManualAhmed AzadNo ratings yet
- Chart Metric Imp ConvDocument1 pageChart Metric Imp ConvAhmed AzadNo ratings yet
- Ben 3proj3 RevDocument6 pagesBen 3proj3 RevAhmed AzadNo ratings yet
- Sound Insulation EngDocument8 pagesSound Insulation EngAhmed AzadNo ratings yet
- 00Document60 pages00Ahmed AzadNo ratings yet
- Johnson-Controls Informatiebrochure p216 enDocument8 pagesJohnson-Controls Informatiebrochure p216 enAhmed AzadNo ratings yet
- Unit 10Document14 pagesUnit 10Ahmed AzadNo ratings yet