You might also like
- Antifoam UCARSOL GT900EDocument10 pagesAntifoam UCARSOL GT900Emahdi rasoulianNo ratings yet
- NDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023Document16 pagesNDT-SA-ARAMCO-MCCL-PMI-57 Rev 00 Date 26-June-2023SANJEEV YADAVNo ratings yet
- ALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and InspectionDocument31 pagesALN FP ESA MEC SPC 0001 - 92B2.1 General Welding, Fabrication and Inspectionahmed.njahNo ratings yet
- FPC Manual PreviewDocument5 pagesFPC Manual PreviewIbrahim Levent AkkoyunluNo ratings yet
- Lloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Document30 pagesLloyd's Register Welding Procedure & Welder Qualification Review RP - tcm240-236457Navneet Singh100% (2)
- NDE of BoilersDocument6 pagesNDE of Boilersshabbir626100% (1)
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- September 18, 2000 04:31:29 Information Handling Services, 2000Document32 pagesSeptember 18, 2000 04:31:29 Information Handling Services, 2000Rajoo PrajapatiNo ratings yet
- Evaluation of 8090 and Weldalite-049 Aluminum-Lithium AlloysDocument39 pagesEvaluation of 8090 and Weldalite-049 Aluminum-Lithium Alloysskylancer-3441No ratings yet
- Iso 3834 1 2021Document10 pagesIso 3834 1 2021sosheyanNo ratings yet
- Abs NDT PlanDocument3 pagesAbs NDT PlanFYNo ratings yet
- Soft Magnetic Iron Parts Fabricated by Powder Metallurgy (P/M) TechniquesDocument4 pagesSoft Magnetic Iron Parts Fabricated by Powder Metallurgy (P/M) TechniquesEduardoNo ratings yet
- P Q R - 005Document2 pagesP Q R - 005Courtney Duke100% (1)
- Iso12944 PDFDocument10 pagesIso12944 PDFSujay HariNo ratings yet
- Ad CDZZZZ MT Spe 0020 000Document31 pagesAd CDZZZZ MT Spe 0020 000Mehman NasibovNo ratings yet
- 234 D7091 344Document7 pages234 D7091 344Ivan AlanizNo ratings yet
- WPQR3Document3 pagesWPQR3Dimitris NikouNo ratings yet
- Complex Protective Coating SystemsDocument20 pagesComplex Protective Coating Systemsolixolix100% (1)
- Esab Shelf LifeDocument3 pagesEsab Shelf LifeMahmud MaherNo ratings yet
- Adhesion Cross-Cut Test ExampleDocument2 pagesAdhesion Cross-Cut Test ExampleRaduNo ratings yet
- C K201 PDFDocument21 pagesC K201 PDFManoj KumarNo ratings yet
- BS 1724 (Bronze Welding by Gas)Document24 pagesBS 1724 (Bronze Welding by Gas)nandi_scrNo ratings yet
- 12 Storage of Parent MaterialsDocument3 pages12 Storage of Parent MaterialselmiraNo ratings yet
- WPQR SBM 029Document3 pagesWPQR SBM 029HoJienHauNo ratings yet
- WI-INSP-11 R0 Work Instruction-Fastener InspDocument3 pagesWI-INSP-11 R0 Work Instruction-Fastener InspRakesh MishraNo ratings yet
- Hyundai Electrode CATALOG - 7thDocument134 pagesHyundai Electrode CATALOG - 7tharianaseri100% (1)
- JIS G3452 PipeDocument0 pagesJIS G3452 PipefaridyeniNo ratings yet
- KOC-P-004 Part 4Document38 pagesKOC-P-004 Part 4Hari KrishnanNo ratings yet
- Alishar SP 2Document84 pagesAlishar SP 2Alam MD SazidNo ratings yet
- Esab Storage HandlingDocument4 pagesEsab Storage HandlingTasmanijskaNema100% (1)
- Impact AR500 PlateDocument2 pagesImpact AR500 PlateMario Diez100% (1)
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- WPS PQR 12 PDFDocument9 pagesWPS PQR 12 PDFVinay YadavNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- ThyssenDocument0 pagesThyssenAbbas RizviNo ratings yet
- Quality Control Form - 3Document1 pageQuality Control Form - 3ravi ajithNo ratings yet
- (Signed) Quality Manual Revision K 7th EditionDocument32 pages(Signed) Quality Manual Revision K 7th EditionCricri Cri100% (1)
- Material For Roll CastingDocument5 pagesMaterial For Roll CastingPankaj PandeyNo ratings yet
- Test Report 11 Pcs Padeyes THR Room GCIIIDocument6 pagesTest Report 11 Pcs Padeyes THR Room GCIIIJurand Juri100% (1)
- Quality For WeldsDocument9 pagesQuality For WeldsArturs StangainisNo ratings yet
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- Jis G3458Document14 pagesJis G3458riky nurgiantoroNo ratings yet
- Asme Sec Viii D1 C PT UhaDocument15 pagesAsme Sec Viii D1 C PT Uhakcp1986No ratings yet
- QT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFDocument3 pagesQT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFGanesh EswaranNo ratings yet
- Ad-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationDocument19 pagesAd-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationMehman NasibovNo ratings yet
- ?di' FQ: Procedure For Radiographic Examination Welds Unique Sery'CesDocument33 pages?di' FQ: Procedure For Radiographic Examination Welds Unique Sery'Cesvijay padaleNo ratings yet
- 2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDocument22 pages2037-PL-PL-0058-IR-T-015 Dated 17.12.19-IRN IR PDFDadaso Baburao JamdarNo ratings yet
- TM0172 2015 Determining CorrosiveDocument16 pagesTM0172 2015 Determining Corrosiveahmed sobhyNo ratings yet
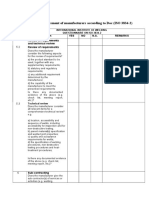
- Check List For Assessment of Manufacturers According To Doc (ISO 3834-2)Document5 pagesCheck List For Assessment of Manufacturers According To Doc (ISO 3834-2)Brijesh KumarNo ratings yet
- TDC QapDocument69 pagesTDC QapKuppuraj ParamsivamNo ratings yet
- Inspeccion de GalvanizadoDocument22 pagesInspeccion de GalvanizadoacuaroscarNo ratings yet
- Swe TB d11 0003010 Hot Dip Galvanizing SteelDocument7 pagesSwe TB d11 0003010 Hot Dip Galvanizing SteelArun SharmaNo ratings yet
- 3SS NW00 00007 PDFDocument10 pages3SS NW00 00007 PDFKarthikNo ratings yet
- Flame StraighteningDocument3 pagesFlame StraighteningAvishek Gupta100% (1)
- Passivation of Welded AISI 316L Stainless SteelDocument12 pagesPassivation of Welded AISI 316L Stainless SteelKarna2504No ratings yet
- Iso 18274 2010Document12 pagesIso 18274 2010Korhan GungorNo ratings yet
- Ferrite Weld Test Procedure-1Document5 pagesFerrite Weld Test Procedure-1tedmer1No ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- QM SampleDocument13 pagesQM SampleHoque AnamulNo ratings yet
- B&M Industrial Services QCSMDocument14 pagesB&M Industrial Services QCSMAb Wajid FarukiNo ratings yet
- QC Sample Manual GenericDocument34 pagesQC Sample Manual GenericIan Stewart PorterNo ratings yet
- FactoryDocument72 pagesFactorywhitebrosNo ratings yet
- White Bros LTD PDFDocument7 pagesWhite Bros LTD PDFwhitebrosNo ratings yet
- En10083 1Document28 pagesEn10083 1whitebrosNo ratings yet
- ndt2 PDFDocument24 pagesndt2 PDFrajivanaaNo ratings yet
- BS 499 Part 2Document18 pagesBS 499 Part 2whitebrosNo ratings yet
- Fundamentals of Astrodynamics 250115Document690 pagesFundamentals of Astrodynamics 250115Keshav Kant100% (2)
- Soil Mechanics Laboratory ManualDocument42 pagesSoil Mechanics Laboratory ManualisaacalvareztejanoNo ratings yet
- Erythritol TetranitrateDocument11 pagesErythritol Tetranitrateenrique100% (2)
- Flexible Power-Transmitting Elements Flat Belts:: e 1 e G V 12 - SDocument6 pagesFlexible Power-Transmitting Elements Flat Belts:: e 1 e G V 12 - Swaar lockNo ratings yet
- MI Motor SpecDocument28 pagesMI Motor Spec이명훈No ratings yet
- Paper BoatDocument2 pagesPaper BoatyanaziNo ratings yet
- Lexicon PCM Native Reverb Bundle Owner's ManualDocument56 pagesLexicon PCM Native Reverb Bundle Owner's ManualStanleyNo ratings yet
- 8 - Class INTSO Work Sheet - 1 - Basics On GeometryDocument3 pages8 - Class INTSO Work Sheet - 1 - Basics On Geometryyoutuber tanishNo ratings yet
- DWDM1Document84 pagesDWDM1Elfatih HashimNo ratings yet
- Polyolefins Production in Bolivia Part I: Investigation of Markets, Technologies and Catalytic Processes (A Review)Document15 pagesPolyolefins Production in Bolivia Part I: Investigation of Markets, Technologies and Catalytic Processes (A Review)Jacky V. HerbasNo ratings yet
- Decomposition 1,1-Dichlorocyclopropane: The Thermal ofDocument3 pagesDecomposition 1,1-Dichlorocyclopropane: The Thermal ofCoperniciumNo ratings yet
- EST100 Draft SchemeDocument5 pagesEST100 Draft SchemeSijuKalladaNo ratings yet
- Force Motion EnergyDocument19 pagesForce Motion EnergyCharo Nudo PongasiNo ratings yet
- Hybrid Electric Bike ResearchDocument31 pagesHybrid Electric Bike Researchmerlinson1100% (5)
- Title: Energy Loss in Pipes: Name: Vincent Lacey Course Code: DT024/2 Date of Experiment: 11/03/10 Group BDocument5 pagesTitle: Energy Loss in Pipes: Name: Vincent Lacey Course Code: DT024/2 Date of Experiment: 11/03/10 Group BzoostyNo ratings yet
- Complex Analysis - HoustonDocument98 pagesComplex Analysis - HoustonPablo MartínezNo ratings yet
- Math ExamDocument4 pagesMath Examfres7451No ratings yet
- Corning QuideDocument141 pagesCorning Quidepacho916No ratings yet
- Fire Resistance of Gypsum Board Wall AssembliesDocument4 pagesFire Resistance of Gypsum Board Wall AssembliesArchitectNo ratings yet
- 1 03 1 Notes Solving+Two-Step+EquationsDocument7 pages1 03 1 Notes Solving+Two-Step+Equationsananya.arumugarajanNo ratings yet
- Rehabilitation of A Sewer Service Lateral and Its Connection To The Main Using A One Piece Main and Lateral Cured-in-Place LinerDocument4 pagesRehabilitation of A Sewer Service Lateral and Its Connection To The Main Using A One Piece Main and Lateral Cured-in-Place LinerAlejandro GonzalezNo ratings yet
- Derivative Approximation by Finite DifferencesDocument8 pagesDerivative Approximation by Finite DifferencesBobNo ratings yet
- Arosio Harries ISRM EUROCK 2009 084 BookDocument7 pagesArosio Harries ISRM EUROCK 2009 084 BooklaloNo ratings yet
- NFEM Ch07Document20 pagesNFEM Ch07sujayan2005No ratings yet
- Lab Report BalloonDocument5 pagesLab Report Balloonapi-385691949No ratings yet
- Kappa V EvoDocument100 pagesKappa V EvoBaltik2672No ratings yet
- The Mechanical Earth Model Concept and Its Application To High-Risk Well Construction ProjectsDocument13 pagesThe Mechanical Earth Model Concept and Its Application To High-Risk Well Construction ProjectsWaleed EjazNo ratings yet
- 05.thermodynamics. Entropy - Free Energy of GibbsDocument52 pages05.thermodynamics. Entropy - Free Energy of GibbsRoseman TumaliuanNo ratings yet
- Structural AnalysisDocument31 pagesStructural AnalysisMohammad Hamayoon HemmatNo ratings yet
- Kumar 1996Document11 pagesKumar 1996Andres PalchucanNo ratings yet