You might also like
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- KGP-Flamme Cutting Proce For BEI PDFDocument4 pagesKGP-Flamme Cutting Proce For BEI PDFoomoomNo ratings yet
- GEC - US EU Welding Standards - Heavy Equipment and Machinery (Peter Gerster)Document47 pagesGEC - US EU Welding Standards - Heavy Equipment and Machinery (Peter Gerster)Stuart WickensNo ratings yet
- 121 T BW FPDocument4 pages121 T BW FPA. ΒρατσισταNo ratings yet
- VP16 PDFDocument13 pagesVP16 PDFKara WhiteNo ratings yet
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- Determine necessary preheat temperature for steel weldingDocument11 pagesDetermine necessary preheat temperature for steel weldingromanosky11No ratings yet
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Document60 pages3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmNo ratings yet
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
- Guidance To Prepare Wps PQR For WeldingDocument1 pageGuidance To Prepare Wps PQR For WeldingHamid MansouriNo ratings yet
- Weld Repair and Buttering ProcedureDocument9 pagesWeld Repair and Buttering ProcedureTaufik Santoso100% (2)
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Document21 pagesTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- Welding Procedure Specification (WPS) : Joint Design Welding SequencesDocument1 pageWelding Procedure Specification (WPS) : Joint Design Welding SequencesFerhat KahveciNo ratings yet
- Welding Parameters Control PipelineDocument1 pageWelding Parameters Control PipelinemusheerNo ratings yet
- Write WPS ISO 15614Document10 pagesWrite WPS ISO 15614Hoang LamNo ratings yet
- Material Dissimilar JointsDocument7 pagesMaterial Dissimilar JointsPemburu JablayNo ratings yet
- Conformity Assessment For The Execution of Steel & Aluminium StructuresDocument14 pagesConformity Assessment For The Execution of Steel & Aluminium StructuresJevgenijsKolupajevsNo ratings yet
- Clarification On CE Marking With en 1090 1Document5 pagesClarification On CE Marking With en 1090 1Simon KennyNo ratings yet
- Tasks and Responsibilities of RWCDocument1 pageTasks and Responsibilities of RWCKDT100% (1)
- MEI - Aluminium MIG WeldDocument56 pagesMEI - Aluminium MIG WeldSaravana Kumar100% (1)
- Visual Testing 1Document16 pagesVisual Testing 1HÉCTOR EDUARDO PONCE HERNÁNDEZNo ratings yet
- SB410 (JIS) - Worldwide Equivalent Grades 11Document1 pageSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- 12 Storage of Parent MaterialsDocument3 pages12 Storage of Parent MaterialselmiraNo ratings yet
- Welding Consumables Control RegisterDocument1 pageWelding Consumables Control RegisterAli MhaskarNo ratings yet
- Base Matrial chemical Analysis, Electrode and Filler Wire for Various Welding ProcessDocument1 pageBase Matrial chemical Analysis, Electrode and Filler Wire for Various Welding ProcessMel gibsonNo ratings yet
- Baking and Drying Temperature of ElectrodesDocument1 pageBaking and Drying Temperature of ElectrodesshisNo ratings yet
- Model WopqDocument2 pagesModel WopqAnilkumarGopinathanNairNo ratings yet
- Duties of The RWCDocument3 pagesDuties of The RWCbluegalago100% (1)
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- By RPS Welding ConsultantsDocument41 pagesBy RPS Welding ConsultantsvairavnNo ratings yet
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- WP-8.5.1-02 Role of RWCDocument3 pagesWP-8.5.1-02 Role of RWCNitin SharmaNo ratings yet
- BS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)Document3 pagesBS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)alanlongfieldNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- Welding Coordinator WeldMap Weld Data Sheet PDFDocument1 pageWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNo ratings yet
- Qualification of Welding Procedures and WeldersDocument20 pagesQualification of Welding Procedures and WeldersZanuardi YahyaNo ratings yet
- Portfolio Storage&Drying Control ProcedureDocument4 pagesPortfolio Storage&Drying Control Procedurelaz_kNo ratings yet
- Welding CoordinationDocument3 pagesWelding CoordinationIon PlesaNo ratings yet
- Welder CertificateDocument6 pagesWelder CertificateA. ΒρατσισταNo ratings yet
- Steel Construction UKCA Marking v3Document20 pagesSteel Construction UKCA Marking v3ioancNo ratings yet
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDocument1 page22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNo ratings yet
- What's New in ISO 15614-12017Document13 pagesWhat's New in ISO 15614-12017alevent100% (1)
- Sample Welding Procedure Specification (WPS) : Joints (See 4.13.1)Document2 pagesSample Welding Procedure Specification (WPS) : Joints (See 4.13.1)muadzNo ratings yet
- DRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Document18 pagesDRAFT AS 3992:2019: Summary of Changes From As/Nzs 3992:2015Osu AmpawanonNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- Welder Qualification CertificateDocument2 pagesWelder Qualification CertificateNguyen Thanh BinhNo ratings yet
- Transamerican Manufacturing Group: Document Title: Weld Standards, SteelDocument16 pagesTransamerican Manufacturing Group: Document Title: Weld Standards, SteelQuoc VinhNo ratings yet
- Difference between SS316 and SS316L Stainless Steel GradesDocument1 pageDifference between SS316 and SS316L Stainless Steel GradesSableen SinghNo ratings yet
- BPV IX-16-3 QW-283 - ButteringDocument1 pageBPV IX-16-3 QW-283 - ButteringyutweldingNo ratings yet
- Flame Straightening S355Document9 pagesFlame Straightening S355Anonymous oI04sS100% (1)
- Painting Report Cd3Document15 pagesPainting Report Cd3sivaNo ratings yet
- EWF Qualifications Guideline CatalogueDocument42 pagesEWF Qualifications Guideline Catalogueromanosky11No ratings yet
- ISO 3834 Awareness Program OutlineDocument1 pageISO 3834 Awareness Program OutlineSatish KeskarNo ratings yet
- Welding Recommendation TS890Document2 pagesWelding Recommendation TS890max_powerNo ratings yet
- 1.heat Treatment - Avsp 01Document10 pages1.heat Treatment - Avsp 01Siva100% (1)
- Cooling Water Injection Skids Hot Tap Calculation SummaryDocument20 pagesCooling Water Injection Skids Hot Tap Calculation SummaryVetti Payan100% (6)
- Dop Ce RGG - SignedDocument1 pageDop Ce RGG - SignedAvishek GuptaNo ratings yet
- Contractual - Overall Schedule - PEMEX - 88 Weeks - ATM Heaters - R8Document5 pagesContractual - Overall Schedule - PEMEX - 88 Weeks - ATM Heaters - R8Avishek GuptaNo ratings yet
- Overall Schedule for PEMEX PROJECT - 04 Nos. Crude HeatersDocument5 pagesOverall Schedule for PEMEX PROJECT - 04 Nos. Crude HeatersAvishek GuptaNo ratings yet
- Contractual - Overall Schedule - PEMEX - 17months - CDU Heaters - R9Document5 pagesContractual - Overall Schedule - PEMEX - 17months - CDU Heaters - R9Avishek GuptaNo ratings yet
- SOR Closer - 917Document1 pageSOR Closer - 917Avishek GuptaNo ratings yet
- Deoxaluminite Primer, 155-00: Johnson Manufacturing Company Safety Data SheetDocument4 pagesDeoxaluminite Primer, 155-00: Johnson Manufacturing Company Safety Data SheetAvishek GuptaNo ratings yet
- BR Rozc Primer Is 2074Document1 pageBR Rozc Primer Is 2074Avishek GuptaNo ratings yet
- File TopDocument1 pageFile TopAvishek GuptaNo ratings yet
- Lumeros 123 HR Aluminium heat resistant coatingDocument2 pagesLumeros 123 HR Aluminium heat resistant coatingAvishek GuptaNo ratings yet
- Ce ScanDocument1 pageCe ScanAvishek GuptaNo ratings yet
- JNK SOP for Weld Visual InspectionDocument17 pagesJNK SOP for Weld Visual InspectionAvishek GuptaNo ratings yet
- 00 IndexDocument4 pages00 IndexAvishek GuptaNo ratings yet
- JNKI-SOP-004-Welder Continuity Procedure - RevisionDocument3 pagesJNKI-SOP-004-Welder Continuity Procedure - RevisionAvishek GuptaNo ratings yet
- Imir Civ 01Document3 pagesImir Civ 01Avishek GuptaNo ratings yet
- Jig Validation ProcedureDocument2 pagesJig Validation ProcedureAvishek GuptaNo ratings yet
- RT TrackingDocument6 pagesRT TrackingAvishek GuptaNo ratings yet
- 26.WPS Log CoilDocument1 page26.WPS Log CoilAvishek GuptaNo ratings yet
- SOP for Holing Fabrication WorksDocument2 pagesSOP for Holing Fabrication WorksAvishek GuptaNo ratings yet
- RT HandoverDocument26 pagesRT HandoverAvishek GuptaNo ratings yet
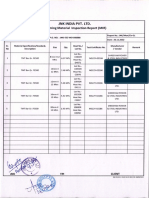
- JNK India Pvt. LTD.: Positive Material Identification ReportDocument84 pagesJNK India Pvt. LTD.: Positive Material Identification ReportAvishek GuptaNo ratings yet
- JNK India Pvt. LTD.: Radiographic Examination ReportDocument337 pagesJNK India Pvt. LTD.: Radiographic Examination ReportAvishek GuptaNo ratings yet
- WELD AND TEST PLAN FOR RADIANT COILDocument2 pagesWELD AND TEST PLAN FOR RADIANT COILAvishek GuptaNo ratings yet
- 18.WTP Atm1a 2 & 3Document2 pages18.WTP Atm1a 2 & 3Avishek GuptaNo ratings yet
- 18.WTP Atm1a 2 & 3Document2 pages18.WTP Atm1a 2 & 3Avishek GuptaNo ratings yet
- Radiant Coil Pass 3Document1 pageRadiant Coil Pass 3Avishek GuptaNo ratings yet
- Weld and Test Plan for Crossover CoilDocument1 pageWeld and Test Plan for Crossover CoilAvishek GuptaNo ratings yet
- Rad LHSDocument4 pagesRad LHSAvishek GuptaNo ratings yet
- 01a.cdu1a WTP-RCDocument2 pages01a.cdu1a WTP-RCAvishek GuptaNo ratings yet
- Radiant Coil Pass 2Document1 pageRadiant Coil Pass 2Avishek GuptaNo ratings yet
- Project Management Professional (PMP) ® Exam Prep Course 7 - Project Cost ManagementDocument73 pagesProject Management Professional (PMP) ® Exam Prep Course 7 - Project Cost Managementkumar31052003No ratings yet
- Voskoboynikov2021 TheRussianEconomy AVeryShortIntroductionDocument4 pagesVoskoboynikov2021 TheRussianEconomy AVeryShortIntroductionnizar.22139No ratings yet
- Macroeconomics and Business Forecasting (Eco 502) - 5: - Dr. Mirza Azizul IslamDocument7 pagesMacroeconomics and Business Forecasting (Eco 502) - 5: - Dr. Mirza Azizul IslamProtik ChowdhuryNo ratings yet
- Tug & Barge - Daily Activity Report - Tug AgentDocument40 pagesTug & Barge - Daily Activity Report - Tug AgentArdiansyah BekaNo ratings yet
- Musanada SorDocument311 pagesMusanada SorismaeelNo ratings yet
- Moral Economy and Rationalising Islamic Moral EconomyDocument103 pagesMoral Economy and Rationalising Islamic Moral Economyanwaradem225No ratings yet
- U74140GJ2011PTC068341Document1 pageU74140GJ2011PTC068341Laxmi ParmarNo ratings yet
- Iso 4109 1980Document4 pagesIso 4109 1980fruitsok81No ratings yet
- Eco Test 1 Prep NotesDocument3 pagesEco Test 1 Prep NotesadzwinjNo ratings yet
- Ground Floor Plan Second Floor Plan: Scale 1: 100 METERS Scale 1: 100 METERSDocument5 pagesGround Floor Plan Second Floor Plan: Scale 1: 100 METERS Scale 1: 100 METERSBon HarperNo ratings yet
- Ryan International School, Nerul STD X Project Topics For The Year 2021-22 S.No Subject (Any One Topic Per Paper) Special InstructionsDocument3 pagesRyan International School, Nerul STD X Project Topics For The Year 2021-22 S.No Subject (Any One Topic Per Paper) Special Instructionsarmy1995taehyungNo ratings yet
- 16197967549155457a 01Document3 pages16197967549155457a 01Jaydeep NamdeoNo ratings yet
- Ageing Debtors 2022 23Document10 pagesAgeing Debtors 2022 23Manojit GamingNo ratings yet
- Applied Statistics in Business and Economics 4th Edition Doane Solutions ManualDocument19 pagesApplied Statistics in Business and Economics 4th Edition Doane Solutions Manualmarcuscannonornzmyaeqd100% (23)
- HPOIL GAS TENDER OFFICE SPACE AMBALADocument16 pagesHPOIL GAS TENDER OFFICE SPACE AMBALAshivaNo ratings yet
- Guilin Hualun Diamond Tools Co LTDDocument44 pagesGuilin Hualun Diamond Tools Co LTDFranklin Suarez GomezNo ratings yet
- Provisional Sum and Prime Cost ItemsDocument4 pagesProvisional Sum and Prime Cost Itemsizyan_zulaikha100% (2)
- Collapsible Core Injection MoldingDocument11 pagesCollapsible Core Injection MoldingagniflameNo ratings yet
- Quality ControlDocument17 pagesQuality ControlYuliyanti YuliyantiNo ratings yet
- Addiction - 2019 - Rogeberg - The Theory of Rational AddictionDocument4 pagesAddiction - 2019 - Rogeberg - The Theory of Rational Addictionmanuprasadsen1No ratings yet
- Wec13 01 Que 20230113Document32 pagesWec13 01 Que 20230113Farayan IslamNo ratings yet
- Globalization TheoryDocument20 pagesGlobalization Theoryyehualashet TadesseNo ratings yet
- ExpensesDocument3 pagesExpensesJezerie Kaye T. FerrerNo ratings yet
- Profitability SamsungDocument5 pagesProfitability SamsungDACLUB IBSbNo ratings yet
- Argus CrudeDocument28 pagesArgus Crudeenyi25No ratings yet
- Biopure's Launch of Animal Blood Substitute OxyglobinDocument6 pagesBiopure's Launch of Animal Blood Substitute OxyglobinNitish BhardwajNo ratings yet
- Oracle AR Invoicing & Accounting RuleDocument7 pagesOracle AR Invoicing & Accounting Ruleسرفراز احمدNo ratings yet
- Ship Chandling Flow ChartDocument3 pagesShip Chandling Flow Chartavon1276No ratings yet
- Ain Shams Engineering Journal: Saurav Dixit, Satya N. Mandal, Joseph V. Thanikal, Kinshuk SaurabhDocument10 pagesAin Shams Engineering Journal: Saurav Dixit, Satya N. Mandal, Joseph V. Thanikal, Kinshuk SaurabhOlan OkaNo ratings yet
- Form 16a New FormatDocument2 pagesForm 16a New FormatJayNo ratings yet