You might also like
- Printing ReportDocument34 pagesPrinting ReportMohammad HossainNo ratings yet
- Printing Techniques and Defects GuideDocument15 pagesPrinting Techniques and Defects GuideSupriya Bagh100% (1)
- Color Properties of Printed FabricDocument58 pagesColor Properties of Printed FabricShashi KantNo ratings yet
- Direct Method of PrintingDocument18 pagesDirect Method of Printingitz4mine100% (1)
- Discharge Printing: A Process for Lighter Colors on Darker FabricsDocument11 pagesDischarge Printing: A Process for Lighter Colors on Darker FabricsRICHA VERMANo ratings yet
- Discharge Style of PrintingDischarge Style of PrintingDocument8 pagesDischarge Style of PrintingDischarge Style of PrintingAman DeepNo ratings yet
- Textile Printing Techniques and MethodsDocument7 pagesTextile Printing Techniques and MethodsSajib Mahmud ShahriarNo ratings yet
- Textile Printing Techniques & Methods GuideDocument6 pagesTextile Printing Techniques & Methods GuideAbdul Mujeeb100% (1)
- Dyeing AND Printing: Assignment-2Document21 pagesDyeing AND Printing: Assignment-2Kumar GauravNo ratings yet
- Textile Printing Methods and TechnologiesDocument40 pagesTextile Printing Methods and Technologiessujal jhaNo ratings yet
- Textile Printing (Methods of Printing) : Lecture# 4-6Document35 pagesTextile Printing (Methods of Printing) : Lecture# 4-6Mujahid MehdiNo ratings yet
- Fabric Dyeing, Printing, and Finishes: Apparel and Textile Production IiDocument33 pagesFabric Dyeing, Printing, and Finishes: Apparel and Textile Production IiSachin RoyNo ratings yet
- Session 11-Methods of PrintingDocument33 pagesSession 11-Methods of PrintingAneesha PandaNo ratings yet
- Effect of Reducing Agents On DischargePrintingFor Different Types of TextilesDocument55 pagesEffect of Reducing Agents On DischargePrintingFor Different Types of TextilesUday Ray100% (1)
- Mechanical FinishingDocument43 pagesMechanical FinishingUjwala Jain100% (1)
- Dyeing Cotton with Azoic Dyes: Process & RecipeDocument3 pagesDyeing Cotton with Azoic Dyes: Process & RecipeMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Colorfastness Testing ProcedureDocument6 pagesColorfastness Testing ProcedureMajor SaahabNo ratings yet
- T Printing 1Document19 pagesT Printing 1Amrinder DhimanNo ratings yet
- Wet Processing Technology LAb DocumentDocument3 pagesWet Processing Technology LAb DocumentSanjana Islam Nilima0% (1)
- Eco-friendly textiles: reducing environmental impacts across the production chainDocument17 pagesEco-friendly textiles: reducing environmental impacts across the production chainMehedi Hassan EvanNo ratings yet
- Textile Dyeing and Printing: AssignmentDocument8 pagesTextile Dyeing and Printing: AssignmentshailajaNo ratings yet
- Printingmethodsstylesetc 160507081424Document32 pagesPrintingmethodsstylesetc 160507081424Pratham JainNo ratings yet
- The Dyeing of Woollen Fabrics by Beech, FranklinDocument198 pagesThe Dyeing of Woollen Fabrics by Beech, FranklinGutenberg.orgNo ratings yet
- Methods of Printing: Session 11Document33 pagesMethods of Printing: Session 11Vaisistha BalNo ratings yet
- PolyestersDocument6 pagesPolyesterssujal jhaNo ratings yet
- Preparation of Disperse Inks For Direct Inkjet PriDocument9 pagesPreparation of Disperse Inks For Direct Inkjet Pritito rahman100% (1)
- Disperse Dyes ExplainedDocument3 pagesDisperse Dyes ExplainedMD saifu lislamNo ratings yet
- Computer Applications For Textile GM-4045: Introduction To Textile ProcessingDocument24 pagesComputer Applications For Textile GM-4045: Introduction To Textile ProcessingYousaf100% (1)
- Textile Dyeing Introduction: Fiber Structure and Dyeing ProcessDocument10 pagesTextile Dyeing Introduction: Fiber Structure and Dyeing ProcessGanga DharanNo ratings yet
- Unit Ii: Count of The YarnDocument9 pagesUnit Ii: Count of The YarngowriNo ratings yet
- Estimation of Scouring ProcessDocument7 pagesEstimation of Scouring ProcessMd. Sazzadul Islam100% (1)
- Color Fastness Test To Light PDFDocument2 pagesColor Fastness Test To Light PDFEhsaan Raahi RihaanNo ratings yet
- Flat Screen Printing - O ECOTEXTILESDocument3 pagesFlat Screen Printing - O ECOTEXTILESluisricardosantosNo ratings yet
- Anti Static FinishDocument6 pagesAnti Static FinishManjeet PradhanNo ratings yet
- Jigger Dyeing Machine:: Fabric PreparationDocument2 pagesJigger Dyeing Machine:: Fabric PreparationnaaomaiNo ratings yet
- Introduction To DyesDocument12 pagesIntroduction To Dyessathieshwar100% (1)
- Introduction to Dyeing Textiles: Processes, Methods & TheoryDocument13 pagesIntroduction to Dyeing Textiles: Processes, Methods & TheoryImran100% (1)
- Textile Processing JuryDocument41 pagesTextile Processing JuryANISHA KUJURNo ratings yet
- Printing AssignmentDocument16 pagesPrinting AssignmentSabur Qureshi100% (1)
- Fabric Processing and Garments Testing SolutionsDocument16 pagesFabric Processing and Garments Testing SolutionsVarsha SinghNo ratings yet
- Wpt-2 AssingmentDocument21 pagesWpt-2 AssingmentNakib Ibna BasharNo ratings yet
- WET Finish ES: Submitted byDocument34 pagesWET Finish ES: Submitted byprateek gandhiNo ratings yet
- Textile processing machines functions guideDocument4 pagesTextile processing machines functions guideMuhammad Farooq KokabNo ratings yet
- Engraving of Roller PrintingDocument24 pagesEngraving of Roller Printingapi-3817839100% (3)
- Effect of Heat Setting and Compacting On Elastic Properties of Cotton/Spandex Knitted FabricsDocument13 pagesEffect of Heat Setting and Compacting On Elastic Properties of Cotton/Spandex Knitted Fabricsziz00No ratings yet
- Vat DyeDocument13 pagesVat DyeTanmoy AntuNo ratings yet
- WRINKLE-FREE FINISHINGDocument23 pagesWRINKLE-FREE FINISHINGSHREYA TANEJANo ratings yet
- Colour Matching TriangleDocument3 pagesColour Matching TriangleArun KumarNo ratings yet
- Wet Processing Engineering - WikipediaDocument51 pagesWet Processing Engineering - WikipediaFahad AliNo ratings yet
- Printing Flow ChartDocument2 pagesPrinting Flow Chartassignment2012No ratings yet
- The Only Recognized Trademarks For Textile Shrinkage ControlDocument8 pagesThe Only Recognized Trademarks For Textile Shrinkage ControlAditya Shrivastava100% (1)
- Lecture Three Natural Bast FiberDocument46 pagesLecture Three Natural Bast FiberGemeda GebinoNo ratings yet
- Denim Finishing Technologies For A More Sustainable FutureDocument46 pagesDenim Finishing Technologies For A More Sustainable FutureSohaib Imran AnwarNo ratings yet
- Easy-Care and Durable Press Finishes of CellulosicsDocument11 pagesEasy-Care and Durable Press Finishes of CellulosicsGokul Raj KNo ratings yet
- Discharge Printing and Resist Style PrintingDocument15 pagesDischarge Printing and Resist Style PrintingRadhika AnandkumarNo ratings yet
- Textile Printing: Sri Lanka Institute of Texte & ApparelDocument40 pagesTextile Printing: Sri Lanka Institute of Texte & ApparelAjith SatyapalaNo ratings yet
- Fabric Product and StylingDocument9 pagesFabric Product and StylingAyushi ThakurNo ratings yet
- Mat Mi Is A Process of WrappingDocument3 pagesMat Mi Is A Process of WrappingAyushi ThakurNo ratings yet
- IntroductionDocument11 pagesIntroductionAyushi ThakurNo ratings yet
- Fabric Quality Assessment Assignment - 1: National Institute of Fashion TechnologyDocument19 pagesFabric Quality Assessment Assignment - 1: National Institute of Fashion TechnologyAyushi ThakurNo ratings yet
- Assignment No:1 Mechanical Machines Topic: CranesDocument8 pagesAssignment No:1 Mechanical Machines Topic: CranesAyushi ThakurNo ratings yet
- Textile Chemical Processing: Comparative Study On Screen, Digital and PrintingDocument17 pagesTextile Chemical Processing: Comparative Study On Screen, Digital and PrintingAyushi ThakurNo ratings yet
- FBT PSR 118s US Cut Sheet2Document2 pagesFBT PSR 118s US Cut Sheet2josemartilloNo ratings yet
- CDM750/1250/1550 Series Parts List and AccessoriesDocument10 pagesCDM750/1250/1550 Series Parts List and AccessoriesOusmost MostaNo ratings yet
- UTS NewDocument4 pagesUTS NewVaeco Đoàn Tncs HcmNo ratings yet
- Bituminous Surface DressingDocument12 pagesBituminous Surface Dressingprikshit100% (2)
- Quick Panel BrochureDocument11 pagesQuick Panel BrochuretantanNo ratings yet
- Acoustic EnclosuresDocument4 pagesAcoustic EnclosuresushakunaNo ratings yet
- NIC HDPE Manhole PDFDocument8 pagesNIC HDPE Manhole PDFreemNo ratings yet
- CVNG 3009 Exam Solutions 2014-2015Document9 pagesCVNG 3009 Exam Solutions 2014-2015Marly MarlNo ratings yet
- Service Manual Awz - 241Document14 pagesService Manual Awz - 241Marcelino Lage LaredoNo ratings yet
- Piles ExtensionDocument1 pagePiles ExtensionmrmerajNo ratings yet
- 70020Document2 pages70020Jorge Manuel GuillermoNo ratings yet
- Valves PDFDocument12 pagesValves PDFAnonymous HFIQgANMQNo ratings yet
- Supreme CPVC PipeDocument1 pageSupreme CPVC PiperajanvidyarthiNo ratings yet
- Reference (Woodside - Standards)Document23 pagesReference (Woodside - Standards)shankarmech04@gmail.com100% (1)
- LZS RT4A4L24 Datasheet enDocument5 pagesLZS RT4A4L24 Datasheet enRichard ReyesNo ratings yet
- NAVCOM StarFire GPS Network PDFDocument2 pagesNAVCOM StarFire GPS Network PDFnicacio123No ratings yet
- Live Line WorkingDocument34 pagesLive Line WorkingMario HerediaNo ratings yet
- Atig Pac 315iiiDocument2 pagesAtig Pac 315iiiharisNo ratings yet
- Segmental Construction of BridgeDocument47 pagesSegmental Construction of BridgeMidhun BabuNo ratings yet
- Seismic Analysis: A. Weight ComputationDocument15 pagesSeismic Analysis: A. Weight ComputationGabriel De GuzmanNo ratings yet
- TR60 8391Document342 pagesTR60 8391المهندس محمود خليلNo ratings yet
- Hydraulic Basics ExplainedDocument5 pagesHydraulic Basics ExplainedHashem Mohamed HashemNo ratings yet
- YALE (C809 CUSHION) GLC030VX LIFT TRUCK Service Repair Manual PDFDocument21 pagesYALE (C809 CUSHION) GLC030VX LIFT TRUCK Service Repair Manual PDFhfjsjekmmdNo ratings yet
- MSS SP-25-1998 Standard Marking System For Valves, Fittings, Flanges and Unions PDFDocument29 pagesMSS SP-25-1998 Standard Marking System For Valves, Fittings, Flanges and Unions PDFArmando Lujan VelazquezNo ratings yet
- GRPDocument47 pagesGRPJayaraman Kamaraj100% (1)
- Shubham Pandey: (Mechanical Engineering)Document2 pagesShubham Pandey: (Mechanical Engineering)shubham pandeyNo ratings yet
- Floating Photovoltaic Power Plant A ReviewDocument10 pagesFloating Photovoltaic Power Plant A ReviewTaufiq Byomantoro100% (1)
- Instructions For Use Belzona 1593Document2 pagesInstructions For Use Belzona 1593Rajiv ThambotheranNo ratings yet
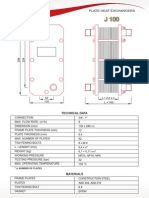
- Plate Heat Exchangers: Technical DataDocument15 pagesPlate Heat Exchangers: Technical DataIvanNo ratings yet
- In-Situ Rock Testing WorkshopDocument2 pagesIn-Situ Rock Testing WorkshopRivai Vai SNo ratings yet