You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Nature of Science-Worksheet - The Amoeba Sisters HWDocument2 pagesNature of Science-Worksheet - The Amoeba Sisters HWTiara Daniel25% (4)
- Barista Skills Foundation Curriculum enDocument4 pagesBarista Skills Foundation Curriculum enCezara CarteșNo ratings yet
- The National Shipbuilding Research Program: 1997 Ship Production SymposiumDocument22 pagesThe National Shipbuilding Research Program: 1997 Ship Production SymposiumpriyoNo ratings yet
- Dama Age Scen Narios An For Da ND An Onb Amaged Board Su Ships Upport Sy SystemDocument9 pagesDama Age Scen Narios An For Da ND An Onb Amaged Board Su Ships Upport Sy SystempriyoNo ratings yet
- Damaged Warship Stability Tests Based On ANEP-77: A Case Study For F-110Document12 pagesDamaged Warship Stability Tests Based On ANEP-77: A Case Study For F-110priyoNo ratings yet
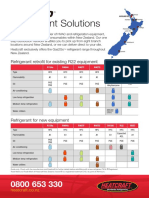
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDocument2 pagesRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoNo ratings yet
- Design of Blowdown Line LNG Filling Station ISO Tank: Didik Ariwibowo, Wahyuddin, Murni, Sutrisno, Sri Utami HandayaniDocument6 pagesDesign of Blowdown Line LNG Filling Station ISO Tank: Didik Ariwibowo, Wahyuddin, Murni, Sutrisno, Sri Utami HandayanipriyoNo ratings yet
- Naval and Merchant ShipDocument14 pagesNaval and Merchant ShippriyoNo ratings yet
- Fundamentals of Engineering Drawings: Total Training Hours: 16 Hours (2 Days) Course FeeDocument1 pageFundamentals of Engineering Drawings: Total Training Hours: 16 Hours (2 Days) Course FeepriyoNo ratings yet
- Rules For The Classification of Naval Ships: Part E - Additional Class NotationsDocument194 pagesRules For The Classification of Naval Ships: Part E - Additional Class NotationspriyoNo ratings yet
- Scoot Fees Chart - For Travel Out of SINGAPORE (In SGD) : If Purchased After Booking Is TicketedDocument16 pagesScoot Fees Chart - For Travel Out of SINGAPORE (In SGD) : If Purchased After Booking Is TicketedpriyoNo ratings yet
- Fassmer 80m Offshore Patrol Vessel Technical DataDocument2 pagesFassmer 80m Offshore Patrol Vessel Technical DatapriyoNo ratings yet
- 01) MTU Hybrid Solution - Marine For Distributor - 01062017Document32 pages01) MTU Hybrid Solution - Marine For Distributor - 01062017priyoNo ratings yet
- Medabots-Rokusho Version (European) - Medal Codes (Part 1) (GBA Cheats) - CodeTwink ForumsDocument5 pagesMedabots-Rokusho Version (European) - Medal Codes (Part 1) (GBA Cheats) - CodeTwink Forumsdegraded 4resterNo ratings yet
- SKF Shaft Alignment Tool TKSA 41Document2 pagesSKF Shaft Alignment Tool TKSA 41Dwiki RamadhaniNo ratings yet
- D. Das and S. Doniach - Existence of A Bose Metal at T 0Document15 pagesD. Das and S. Doniach - Existence of A Bose Metal at T 0ImaxSWNo ratings yet
- Mangement of Shipping CompaniesDocument20 pagesMangement of Shipping CompaniesSatyam MishraNo ratings yet
- Attachment 1 Fiber Data SheetDocument2 pagesAttachment 1 Fiber Data SheetflavioovNo ratings yet
- Ethiopian Airlines-ResultsDocument1 pageEthiopian Airlines-Resultsabdirahmanguray46No ratings yet
- Topic 1 - ICT Tools at USP - Theoretical Notes With Google AppsDocument18 pagesTopic 1 - ICT Tools at USP - Theoretical Notes With Google AppsAvantika PrasadNo ratings yet
- Controlled DemolitionDocument3 pagesControlled DemolitionJim FrancoNo ratings yet
- Sickle Cell DiseaseDocument10 pagesSickle Cell DiseaseBrooke2014No ratings yet
- Perturbation MethodsDocument29 pagesPerturbation Methodsmhdr100% (1)
- MiddleWare Technology - Lab Manual JWFILESDocument171 pagesMiddleWare Technology - Lab Manual JWFILESSangeetha BajanthriNo ratings yet
- Paper II - Guidelines On The Use of DuctlessDocument51 pagesPaper II - Guidelines On The Use of DuctlessMohd Khairul Md DinNo ratings yet
- Functions PW DPPDocument4 pagesFunctions PW DPPDebmalyaNo ratings yet
- BKNC3 - Activity 1 - Review ExamDocument3 pagesBKNC3 - Activity 1 - Review ExamDhel Cahilig0% (1)
- Plant Report Template Class 81Document2 pagesPlant Report Template Class 81Kamran KhanNo ratings yet
- IbmautomtiveDocument38 pagesIbmautomtiveMeltz NjorogeNo ratings yet
- Atom SDDocument5 pagesAtom SDatomsa shiferaNo ratings yet
- ICU General Admission Orders: OthersDocument2 pagesICU General Admission Orders: OthersHANIMNo ratings yet
- Business Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiDocument6 pagesBusiness Plan: Muzammil Deshmukh, MMS From Kohinoor College, MumbaiMuzammil DeshmukhNo ratings yet
- Specimen Signature FormDocument27 pagesSpecimen Signature FormnandukyNo ratings yet
- Profibus Adapter Npba-02 Option/Sp Profibus Adapter Npba-02 Option/SpDocument3 pagesProfibus Adapter Npba-02 Option/Sp Profibus Adapter Npba-02 Option/Spmelad yousefNo ratings yet
- Case Study On Goodearth Financial Services LTDDocument15 pagesCase Study On Goodearth Financial Services LTDEkta Luciferisious Sharma0% (1)
- Vishal: Advanced Semiconductor Lab King Abdullah University of Science and Technology (KAUST) Thuwal, Saudi Arabia 23955Document6 pagesVishal: Advanced Semiconductor Lab King Abdullah University of Science and Technology (KAUST) Thuwal, Saudi Arabia 23955jose taboadaNo ratings yet
- Route Clearence TeamDocument41 pagesRoute Clearence Teamctenar2No ratings yet
- SRS Document Battle Royale Origins - V2Document36 pagesSRS Document Battle Royale Origins - V2Talha SajjadNo ratings yet
- Managemant PrincipleDocument11 pagesManagemant PrincipleEthan ChorNo ratings yet
- Bin Adam Group of CompaniesDocument8 pagesBin Adam Group of CompaniesSheema AhmadNo ratings yet
- National Employment Policy, 2008Document58 pagesNational Employment Policy, 2008Jeremia Mtobesya0% (1)