You might also like
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- Woodsmith Precision Crosscut SledDocument10 pagesWoodsmith Precision Crosscut Sledssnvet86% (7)
- Floating Shelf Drawer: An Out of The Woodwork Project PlanDocument23 pagesFloating Shelf Drawer: An Out of The Woodwork Project Planthanush_thampanNo ratings yet
- Aquarail JetskiDocument6 pagesAquarail Jetskitony_williams_4No ratings yet
- BHManual Fuselage46 79rev1Document34 pagesBHManual Fuselage46 79rev1viorelu99No ratings yet
- Hank Ou: Get More From Your Table SawDocument12 pagesHank Ou: Get More From Your Table Sawrefsocrd1No ratings yet
- Monolito NecronDocument21 pagesMonolito NecronkinuzzoNo ratings yet
- Kid-Powered "Squaris" WheelDocument6 pagesKid-Powered "Squaris" WheelzebrazeroNo ratings yet
- Engraver Tool To MakeDocument15 pagesEngraver Tool To MakeDave Bass100% (6)
- 1911 Frame TutorialDocument22 pages1911 Frame Tutorialblackta6100% (6)
- Block PlaneDocument1 pageBlock PlaneSanela Ljubičić100% (4)
- Plywood ScooterDocument7 pagesPlywood ScooterJim100% (4)
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverFrom EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverNo ratings yet
- Cycle Car With Moto WheelDocument83 pagesCycle Car With Moto Wheelsapientwon7712100% (1)
- DPROJ02Document13 pagesDPROJ02VhomBoris75% (4)
- Construir Moto ChopperDocument7 pagesConstruir Moto ChopperAngel Dure100% (2)
- 41 Bench Top BookcaseDocument3 pages41 Bench Top BookcaseDavid Tuaine100% (1)
- Children's Bunkhouse LoftDocument7 pagesChildren's Bunkhouse Loft- yAy3e -100% (3)
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Table Saw Drum Mill: InstructablesDocument11 pagesTable Saw Drum Mill: InstructablesJazzy VaaltynNo ratings yet
- Hangar One InstructionsDocument13 pagesHangar One InstructionsDan BeakeNo ratings yet
- Chip Carved Book RackDocument17 pagesChip Carved Book Rackjofoeus100% (1)
- Building A ViolinDocument13 pagesBuilding A ViolinAndreaReska100% (1)
- Bgas Question and AnswerDocument25 pagesBgas Question and AnswerMohammad Aamir Perwaiz94% (16)
- Precision Crosscuts LedDocument10 pagesPrecision Crosscuts LedMauro Regis100% (1)
- Shopnotes 88 Dovetailed Shoulder PlaneDocument8 pagesShopnotes 88 Dovetailed Shoulder PlaneJulio Cesar OliveiraNo ratings yet
- Pembuatan Dan Perencanaan GriderDocument15 pagesPembuatan Dan Perencanaan GriderErwan AchmadyaniNo ratings yet
- Rose EngineDocument8 pagesRose EnginePSantos11No ratings yet
- Wooden Scrub Plane From ScrapDocument9 pagesWooden Scrub Plane From ScrapRod HyattNo ratings yet
- Potters Wheel PlansDocument5 pagesPotters Wheel Plansexper626100% (1)
- A Guidebook On Performance Monitoring For Iets OperatorsDocument82 pagesA Guidebook On Performance Monitoring For Iets OperatorsNaqib Kamal100% (1)
- Fasteners Vol1 TocDocument3 pagesFasteners Vol1 TocLucas Willian100% (2)
- Coil Winder Instructions.: Parts ListDocument10 pagesCoil Winder Instructions.: Parts Listsmi249No ratings yet
- My Ultimate Table Saw FenceDocument12 pagesMy Ultimate Table Saw FenceIM_JohnnyV100% (2)
- Home Built 17" Vertical Bandsaw.: PreambleDocument42 pagesHome Built 17" Vertical Bandsaw.: PreamblekokoNo ratings yet
- Vintage Playground Plans 1950s PDFDocument39 pagesVintage Playground Plans 1950s PDFAlexandre Mello100% (1)
- CW5 TotalDocument101 pagesCW5 TotalPierre799es88% (26)
- Junior Backhoe: Half-Pint Sidewalk Superintendents Will Go Ape For This Boy-Size, Rugged, Easy-To-Build DiggerDocument5 pagesJunior Backhoe: Half-Pint Sidewalk Superintendents Will Go Ape For This Boy-Size, Rugged, Easy-To-Build Diggermagatsu2099No ratings yet
- WC5 Parts Fabrication: Author: J. RandleDocument48 pagesWC5 Parts Fabrication: Author: J. RandleCristian Silva100% (1)
- Easy To Build Stirling Engine FanDocument14 pagesEasy To Build Stirling Engine Fanpatel_kalpesh1241100% (1)
- Herramientas para Trazar y MedirDocument51 pagesHerramientas para Trazar y MedirFranco Mauricio50% (6)
- Eolian Gen Diy PDFDocument0 pagesEolian Gen Diy PDFprozorianuNo ratings yet
- Motorcycle RockerDocument9 pagesMotorcycle Rockeralpaaz100% (1)
- Norma Bram Chair Premium 1Document7 pagesNorma Bram Chair Premium 1glencrojasNo ratings yet
- Procedure QualificationDocument68 pagesProcedure QualificationParvee K Nakwal100% (1)
- .Au Agnet Make Piston RingsDocument6 pages.Au Agnet Make Piston Ringsashishgoel102No ratings yet
- 936f H FramDocument60 pages936f H FramTASHKEELNo ratings yet
- Cement Process OverviewDocument162 pagesCement Process OverviewRamachandra Rao Maddali50% (2)
- Woodgears CADocument8 pagesWoodgears CAWalter RamirezNo ratings yet
- Making Window Sash F HB LekeDocument6 pagesMaking Window Sash F HB LekeStephen Sutcliffe100% (1)
- Wheelie Trainer First Manual PDFDocument28 pagesWheelie Trainer First Manual PDFGerardo Espinola Cardozo59% (29)
- WC5 Parts Fabrication: Author: J. RandleDocument48 pagesWC5 Parts Fabrication: Author: J. RandleCarlos Gabriel Estergaard100% (1)
- The Recumbent Bicycle and Human Powered Vehicle Information Center12Document1 pageThe Recumbent Bicycle and Human Powered Vehicle Information Center12Marcel PiersonNo ratings yet
- BHManual Fuselage26 45rev1Document20 pagesBHManual Fuselage26 45rev1viorelu99No ratings yet
- J-3 Eyebrow Cooling Baffles Drawings and InstructionsDocument15 pagesJ-3 Eyebrow Cooling Baffles Drawings and InstructionsFRRNo ratings yet
- 60-65 Ford Falcon Coil Spring IFSDocument13 pages60-65 Ford Falcon Coil Spring IFSSteve VelardeNo ratings yet
- (Click Here For Home Page: Www.3rguitars - Co.uk) : 1960s Style SC or TC Neck BuildDocument38 pages(Click Here For Home Page: Www.3rguitars - Co.uk) : 1960s Style SC or TC Neck BuildAbraham TedyNo ratings yet
- Continental C-85/C-90/O-200 Engine Intercylinder BafflesDocument9 pagesContinental C-85/C-90/O-200 Engine Intercylinder BafflesokdonnNo ratings yet
- Hammered Copper Coffee Table: Materials: MaterialsDocument13 pagesHammered Copper Coffee Table: Materials: MaterialsMatt BNo ratings yet
- Instructionsf16 4Document2 pagesInstructionsf16 4Nicolas JamesNo ratings yet
- CRE PPT - PPT NewDocument12 pagesCRE PPT - PPT NewmanavNo ratings yet
- Flux Cored ARC Welding (FCAW)Document26 pagesFlux Cored ARC Welding (FCAW)Ad Man GeTigNo ratings yet
- Job Clearance CardDocument1 pageJob Clearance CardSANU100% (1)
- Wheatly TDV-N TSV-NDocument2 pagesWheatly TDV-N TSV-NWilvir MurilloNo ratings yet
- Gun Drill Sharpening Fixture - LIT-079Document2 pagesGun Drill Sharpening Fixture - LIT-079Ron Biggs100% (1)
- Lightburn M50 Engraving Machine Parameter FormDocument1 pageLightburn M50 Engraving Machine Parameter FormGabriel Ivan Espinoza MartinezNo ratings yet
- Manufacturing Lab ManualDocument41 pagesManufacturing Lab ManualAftaab AlamNo ratings yet
- SBRS-3XGDocument1 pageSBRS-3XGVICTOR FQNo ratings yet
- VW 276 - Action PlanDocument9 pagesVW 276 - Action PlanbenindalsiNo ratings yet
- 2nd Sem ChemestryDocument29 pages2nd Sem ChemestryJayesh khachaneNo ratings yet
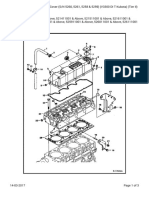
- Cylinder Head & Cover (S-N 5260, 5261, 5258 & 5259) (V3300 DI T Kubota) (Tier II) - S250Document3 pagesCylinder Head & Cover (S-N 5260, 5261, 5258 & 5259) (V3300 DI T Kubota) (Tier II) - S250rjan7peNo ratings yet
- Inplant Training Modules & Course ContentsDocument3 pagesInplant Training Modules & Course ContentsAdi MachhiNo ratings yet
- Pit FurnaceDocument3 pagesPit FurnaceMuhammad SiddiqueNo ratings yet
- Flue Gas Desulfurization Systems PDFDocument53 pagesFlue Gas Desulfurization Systems PDFnamdq-1No ratings yet
- Concresive 1020 Special v2Document2 pagesConcresive 1020 Special v2kavi_prakash6992No ratings yet
- NAPCODocument21 pagesNAPCOscribduserforeverNo ratings yet
- Gas Reduction Station Spare PartsDocument3 pagesGas Reduction Station Spare Partskarim karimNo ratings yet
- LithographyDocument17 pagesLithographyRJ Singh100% (1)
- Objective Questionsand Answerson Operation ManagementDocument22 pagesObjective Questionsand Answerson Operation ManagementAnonymous LFgO4WbIDNo ratings yet
- Matrix Schedule Wps Bekapai - 3 Project: DescriptionDocument3 pagesMatrix Schedule Wps Bekapai - 3 Project: DescriptionFerdie OSNo ratings yet
- Syllabus-Manufacturing Technology - IIDocument1 pageSyllabus-Manufacturing Technology - IIMoney vasagamNo ratings yet
- Efr HNG Gtaw WPS 002Document1 pageEfr HNG Gtaw WPS 002ceren sovuksuNo ratings yet
- Durosan 03 Exterior Matt (I) : Technical Data SheetDocument3 pagesDurosan 03 Exterior Matt (I) : Technical Data Sheetمحمد عزتNo ratings yet