You might also like
- Generator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Document32 pagesGenerator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Praveen Jagadev100% (1)
- Condensate System Components and FunctionsDocument49 pagesCondensate System Components and FunctionsBalendraShahNo ratings yet
- Gen-Seal&cool-New - 500 MWDocument98 pagesGen-Seal&cool-New - 500 MWharisankar100% (2)
- To System & Barring GearDocument22 pagesTo System & Barring GearPrudhvi RajNo ratings yet
- Role of Hydrogen in GeneratorDocument33 pagesRole of Hydrogen in GeneratorVasudev Agrawal100% (1)
- Steam Turbine Axial Shift - TopicDocument13 pagesSteam Turbine Axial Shift - Topicramnadh803181100% (1)
- Thermal Power PlantDocument36 pagesThermal Power PlantAshvani Shukla100% (1)
- Turbine and AuxiliariesDocument65 pagesTurbine and AuxiliariesSwadhin Kumar Das100% (1)
- Soot BlowersDocument264 pagesSoot BlowersNitin Sen100% (1)
- 500MW Boiler Fans and ProtectionsDocument5 pages500MW Boiler Fans and Protectionsshashank100% (1)
- RHH and LTSH links overviewDocument4 pagesRHH and LTSH links overviewrpshvjuNo ratings yet
- Turbine Lub Oil SysDocument26 pagesTurbine Lub Oil SysMohammad Ataullah100% (1)
- Vacuum SystemDocument28 pagesVacuum SystemHamid ArizNo ratings yet
- 2.final Energy EfficiencyDocument29 pages2.final Energy EfficiencyVandana VanuNo ratings yet
- Turbine Working & ItsComponentsDocument88 pagesTurbine Working & ItsComponentsHimanshu spoliaNo ratings yet
- Seal Oil and Hydrogen SystemDocument34 pagesSeal Oil and Hydrogen Systemashish_ntpcNo ratings yet
- Report #1: Alternating-Current Project: Steam-Electric Power PlantDocument41 pagesReport #1: Alternating-Current Project: Steam-Electric Power PlantKian TecsonNo ratings yet
- Understanding Air Preheater Performance: Storm Technologies, IncDocument4 pagesUnderstanding Air Preheater Performance: Storm Technologies, IncMahesh MishraNo ratings yet
- Turbovisory SystemDocument2 pagesTurbovisory SystemLily Sharma100% (1)
- 210 MW Turbine SpecsDocument45 pages210 MW Turbine Specskamal100% (1)
- Basics of Thermal Power PlantDocument119 pagesBasics of Thermal Power Plantsiva7448163No ratings yet
- Regenerative Air PreheaterDocument19 pagesRegenerative Air PreheaterTejas T S Tejas100% (2)
- Air Pre Heater Gyanendra Sharma NPTI DelhiDocument56 pagesAir Pre Heater Gyanendra Sharma NPTI DelhiNPTINo ratings yet
- Final AOH Report - TMD 060818Document15 pagesFinal AOH Report - TMD 060818sanmukhaNo ratings yet
- Generator Capability CurveDocument18 pagesGenerator Capability Curvenamgyel30No ratings yet
- FANS: Types, Features, Selection FactorsDocument15 pagesFANS: Types, Features, Selection FactorsgvprambabuNo ratings yet
- Turbine Tripping on High DTDocument3 pagesTurbine Tripping on High DTatulbhogare7No ratings yet
- Boiler OperationDocument19 pagesBoiler OperationnogeshwarNo ratings yet
- Advantages of hydrogen cooling in large generatorsDocument5 pagesAdvantages of hydrogen cooling in large generatorsUsMan ZaFarNo ratings yet
- Tanjung Jati B Training PA-FD-ID FansDocument53 pagesTanjung Jati B Training PA-FD-ID FansFauzan Kurnia100% (1)
- 210 MW Turbine GoverningDocument16 pages210 MW Turbine GoverningAshish Subramanian100% (1)
- BasicsDocument23 pagesBasicsSam100% (1)
- Turbine Trip LogicDocument2 pagesTurbine Trip Logicdilbagh_scribd50% (2)
- Turbine DCS and Field OperatorDocument3 pagesTurbine DCS and Field Operatortajshah283No ratings yet
- BHEL SupercriticalDocument87 pagesBHEL SupercriticalBottle ManiNo ratings yet
- 005 Scanner Air FanDocument9 pages005 Scanner Air FanSantoshkumar GuptaNo ratings yet
- Fans in Thermal Power PlantDocument3 pagesFans in Thermal Power Plantkiki270977No ratings yet
- Condenser & BoilerDocument33 pagesCondenser & BoilerShaun Patrick Albao100% (1)
- Procedure of Deaerator Charging in Power Plant - ASKPOWERPLANTDocument16 pagesProcedure of Deaerator Charging in Power Plant - ASKPOWERPLANTOtuagaNo ratings yet
- GENERator Auxilary System MonitoringDocument10 pagesGENERator Auxilary System MonitoringdhirendracommonNo ratings yet
- Hydrogen Cooled GeneratorsDocument4 pagesHydrogen Cooled GeneratorsRigoberto UrrutiaNo ratings yet
- TSC 2Document15 pagesTSC 2Manoj UpadhyayNo ratings yet
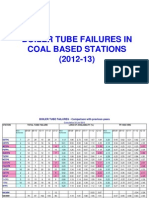
- NTPC 2012-13 KT MeetDocument26 pagesNTPC 2012-13 KT MeetSouvik DuttaNo ratings yet
- Missed Hole Caused Malfunction of Hydraulic Low Vacuum Trip DeviceDocument3 pagesMissed Hole Caused Malfunction of Hydraulic Low Vacuum Trip Devicetsrinivasan5083No ratings yet
- Steam Turbine Axial ShiftDocument1 pageSteam Turbine Axial Shiftjp mishra100% (1)
- Steam TurbinesDocument45 pagesSteam TurbinesHaseeb Bokhari100% (1)
- Basic Concept of BoilerDocument108 pagesBasic Concept of BoilerBrijraj PandeyNo ratings yet
- DVC O&M Manual Axial FanDocument291 pagesDVC O&M Manual Axial FanAmitava PalNo ratings yet
- Feed Pumps, Feed Injectors, Feed Regulators, Feed Heaters, Air Heaters and Steam AccumulatorsDocument74 pagesFeed Pumps, Feed Injectors, Feed Regulators, Feed Heaters, Air Heaters and Steam Accumulatorsbanukiran sambojuNo ratings yet
- Reducing Boiler Cooling Time Saves Rs. 13.5 Crore AnnuallyDocument16 pagesReducing Boiler Cooling Time Saves Rs. 13.5 Crore Annuallyjp mishraNo ratings yet
- Animated Soot BlowerDocument15 pagesAnimated Soot BlowerPrudhvi RajNo ratings yet
- Boiler OverviewDocument35 pagesBoiler Overviewshashank dasNo ratings yet
- Plan Api 23Document20 pagesPlan Api 23JAIMENo ratings yet
- Operation and Protection of 210 MW Turbine Condensation Extracton Pump and Condensation CycleDocument31 pagesOperation and Protection of 210 MW Turbine Condensation Extracton Pump and Condensation CycleAshish Lanjewar100% (1)
- Generator 525mw MeilDocument132 pagesGenerator 525mw MeilRaja VigneshNo ratings yet
- KSS On Generator Cooling SystemDocument38 pagesKSS On Generator Cooling SystemSakthi MuruganNo ratings yet
- Turbine Condensate System in Thermal Power PlantDocument35 pagesTurbine Condensate System in Thermal Power PlantAshwani Dogra100% (1)
- Air Pre-Heater: - An Essential Component in Fossil Fuel Fired PlantDocument66 pagesAir Pre-Heater: - An Essential Component in Fossil Fuel Fired PlantRaushan Kumar100% (1)
- Fuel Gas NGL (C3+) Recovery by Twister JTX ProcessDocument21 pagesFuel Gas NGL (C3+) Recovery by Twister JTX Processotis-a6866No ratings yet
- Commercial Refrigeration Condensing UnitsDocument21 pagesCommercial Refrigeration Condensing Unitsمعمر حميدNo ratings yet
- Ac FailDocument1 pageAc Failrapoluprakash143No ratings yet
- Serving Caloriesprotein Carbs FAT Daily IntakeDocument9 pagesServing Caloriesprotein Carbs FAT Daily Intakerapoluprakash143No ratings yet
- Stg.-I 33KV Switchgear SLD: I/c From TT-1Document2 pagesStg.-I 33KV Switchgear SLD: I/c From TT-1rapoluprakash143No ratings yet
- Ac FailDocument1 pageAc Failrapoluprakash143No ratings yet
- Ac FailDocument1 pageAc Failrapoluprakash143No ratings yet
- Ac FailDocument1 pageAc Failrapoluprakash143No ratings yet
- Power Plant Summit 2020 highlightsDocument8 pagesPower Plant Summit 2020 highlightsrapoluprakash143No ratings yet
- Power Plant Summit 2020 highlightsDocument8 pagesPower Plant Summit 2020 highlightsrapoluprakash143No ratings yet
- ReadmeDocument1 pageReadmerapoluprakash143No ratings yet
- Ac FailDocument1 pageAc Failrapoluprakash143No ratings yet
- Power Plant Summit 2020 highlightsDocument8 pagesPower Plant Summit 2020 highlightsrapoluprakash143No ratings yet
- Ionic and Covalent BondsDocument9 pagesIonic and Covalent BondsJad SuleimanNo ratings yet
- Diseño de Un Mini Molino de BolasDocument5 pagesDiseño de Un Mini Molino de BolasSilvanaNo ratings yet
- Experimental and Numerical Investigations of Athletic Prosthetic Feet Made of Fiber Glass Reinforced EpoxyDocument6 pagesExperimental and Numerical Investigations of Athletic Prosthetic Feet Made of Fiber Glass Reinforced EpoxyMohsin NooriNo ratings yet
- AP Chem Acids/Bases Worksheet PacketDocument5 pagesAP Chem Acids/Bases Worksheet PacketBobWilliamsNo ratings yet
- Analysis Geological Minerals Using ARL EQUINOX 41102Document2 pagesAnalysis Geological Minerals Using ARL EQUINOX 41102Daniel AguifNo ratings yet
- BLASTING TECHNICAL GUIDEDocument16 pagesBLASTING TECHNICAL GUIDESivaratnam Navatharan100% (1)
- Co-base alloy creep and rupture propertiesDocument4 pagesCo-base alloy creep and rupture propertiesqueno1No ratings yet
- Design Guidelines For Doubler Plate Repairs of Ship StructuresDocument21 pagesDesign Guidelines For Doubler Plate Repairs of Ship StructuresgilonnerNo ratings yet
- Butt Joint X Structural Silicon GlazingDocument3 pagesButt Joint X Structural Silicon GlazingfercaetNo ratings yet
- SIDERISE CW curtain wall fire barriersDocument22 pagesSIDERISE CW curtain wall fire barriersNajib KiwanNo ratings yet
- Chapter 4: Heat: 4.1: Thermal EquilibriumDocument19 pagesChapter 4: Heat: 4.1: Thermal EquilibriumsheilakhairiNo ratings yet
- As 2212-1979 Elastomeric Hose and Hose Assemblies For Transferring Anhydrous AmmoniaDocument7 pagesAs 2212-1979 Elastomeric Hose and Hose Assemblies For Transferring Anhydrous AmmoniaSAI Global - APACNo ratings yet
- Ch. 1 - Semiconductor Diodes SummaryDocument2 pagesCh. 1 - Semiconductor Diodes SummaryJesryniel PlazaNo ratings yet
- Curing MethodsDocument16 pagesCuring Methodsaloys NdzieNo ratings yet
- Flute Care and Maintenance: AssemblyDocument2 pagesFlute Care and Maintenance: AssemblyJean VictorNo ratings yet
- Electrode Potentials 2 PDFDocument93 pagesElectrode Potentials 2 PDFDedi WahyudinNo ratings yet
- BiopolymersDocument39 pagesBiopolymersbm OUREMNo ratings yet
- Geopolymer - Carbon Footprint - 2013Document7 pagesGeopolymer - Carbon Footprint - 2013soulmateforeverforuNo ratings yet
- Prostar CatalogDocument164 pagesProstar CatalogFarrukh NaeemNo ratings yet
- Heat and Mass Transfer by S K Mondal T&Q (1) .0001 PDFDocument110 pagesHeat and Mass Transfer by S K Mondal T&Q (1) .0001 PDFankitgaurav3497No ratings yet
- Water TreatmentDocument89 pagesWater TreatmentReinaldo Sembiring100% (2)
- Ebook PDF Ultimate Limit State Analysis and Design of Plated Structures 2nd Edition PDFDocument41 pagesEbook PDF Ultimate Limit State Analysis and Design of Plated Structures 2nd Edition PDFjimmie.smith693100% (33)
- Key Points To Remember: Dental MaterialsDocument9 pagesKey Points To Remember: Dental MaterialsArchanaNo ratings yet
- Finned Tube Heat ExchangerDocument3 pagesFinned Tube Heat ExchangerShreya Sahajpal KaushalNo ratings yet
- Consolidated-Undrained Tri-Axial Test (Cu - Test) : Problem 1Document14 pagesConsolidated-Undrained Tri-Axial Test (Cu - Test) : Problem 1Jemuel FloresNo ratings yet
- WS1.3 MeABP IterationDocument19 pagesWS1.3 MeABP Iteration李天No ratings yet
- WHAT Is Drying Shrinkage of Concrete?Document1 pageWHAT Is Drying Shrinkage of Concrete?ktbaluNo ratings yet
- Copper Wire Under Tensile StressDocument2 pagesCopper Wire Under Tensile StressCharith SuriyakulaNo ratings yet
- GACL Aluminium Chloride MSDSDocument7 pagesGACL Aluminium Chloride MSDSMandeep SinghNo ratings yet
- Business PlanDocument10 pagesBusiness Planryzabuhayan24No ratings yet