You might also like
- Major Overhaul of LP Turbine and Generator: Unit-4, (250 MW) OPJSTPP JPL Tamnar-Raigarh (15/07/2012 To 31/07/2012)Document134 pagesMajor Overhaul of LP Turbine and Generator: Unit-4, (250 MW) OPJSTPP JPL Tamnar-Raigarh (15/07/2012 To 31/07/2012)Gaurav SinghNo ratings yet
- Turbine Working & ItsComponentsDocument88 pagesTurbine Working & ItsComponentsHimanshu spoliaNo ratings yet
- U6OHREPORT2008Document89 pagesU6OHREPORT2008Anonymous pKsr5vNo ratings yet
- Maintenance BFPDocument28 pagesMaintenance BFPYulianto Kartono100% (1)
- Boiler Feed Pump (BFP) : Opgs Power Gujarat PVT LTD 2X150 MW Thermal Power PlantDocument11 pagesBoiler Feed Pump (BFP) : Opgs Power Gujarat PVT LTD 2X150 MW Thermal Power PlantSaravanan SundararajNo ratings yet
- Condenser Flood Test 8 of 11Document14 pagesCondenser Flood Test 8 of 11Sara LopezNo ratings yet
- Boiler Emergency Control ProcedureDocument34 pagesBoiler Emergency Control ProcedureAshish LanjewarNo ratings yet
- NK - 008 Approved Procedure For STEAM BLOWING of North KaranpuraDocument28 pagesNK - 008 Approved Procedure For STEAM BLOWING of North KaranpuraHimanshu ChaturvediNo ratings yet
- Chapter 14 Governing SystemDocument7 pagesChapter 14 Governing Systemsambhu100% (1)
- 020-SOP of H2 CYLINDER Room ChargingDocument4 pages020-SOP of H2 CYLINDER Room ChargingsambhuNo ratings yet
- Turbine Tripping on High DTDocument3 pagesTurbine Tripping on High DTatulbhogare7No ratings yet
- Technical Diary Turbine KSKDocument31 pagesTechnical Diary Turbine KSKdreamboy87100% (1)
- Missed Hole Caused Malfunction of Hydraulic Low Vacuum Trip DeviceDocument3 pagesMissed Hole Caused Malfunction of Hydraulic Low Vacuum Trip Devicetsrinivasan5083No ratings yet
- Power Plant Operation Turbine & Auxiliaries: 18 February 2013 PMI Revision 00 1Document43 pagesPower Plant Operation Turbine & Auxiliaries: 18 February 2013 PMI Revision 00 1Alok Ranjan Tripathi100% (1)
- Korba - BAH Online Temp MonitoringDocument7 pagesKorba - BAH Online Temp Monitoringrama jenaNo ratings yet
- Sop LRSB BlowerDocument6 pagesSop LRSB BlowerApnrl maincontrolroom100% (1)
- Generator Seal Oil System-X9000067EDocument24 pagesGenerator Seal Oil System-X9000067EOry'sSebayang100% (1)
- Cold Start Up - CSTPS PDFDocument19 pagesCold Start Up - CSTPS PDFAhemadNo ratings yet
- Sop For Oil Purification SystemDocument8 pagesSop For Oil Purification SystemSonrat100% (1)
- Condensate System Components and FunctionsDocument49 pagesCondensate System Components and FunctionsBalendraShahNo ratings yet
- Protection & Interlock Systems for Boilers & TurbinesDocument36 pagesProtection & Interlock Systems for Boilers & Turbinesarunrajmech09100% (2)
- Hydraulic turning gear operation and logicsDocument5 pagesHydraulic turning gear operation and logicsSai Swaroop50% (2)
- Wet To Dry Mode Chage OverDocument4 pagesWet To Dry Mode Chage OversambhuNo ratings yet
- Standard Operating Procedure: Adhunik Power & Natural Resources LTDDocument1 pageStandard Operating Procedure: Adhunik Power & Natural Resources LTDApnrl maincontrolroomNo ratings yet
- Station ACW Pump Operation SOPDocument3 pagesStation ACW Pump Operation SOPSiddhant Satpathy100% (1)
- Control Valve Data SheetsDocument150 pagesControl Valve Data SheetsAnonymous ZnuMEWN1No ratings yet
- 660MW Turbo Generator & Its AuxiliariesDocument88 pages660MW Turbo Generator & Its AuxiliariesAshvani ShuklaNo ratings yet
- Sop of WHRPPDocument21 pagesSop of WHRPPHaider AliNo ratings yet
- Secondary Air Damper Control (Sadc) : C.R.PAL, SR MGR (PS)Document3 pagesSecondary Air Damper Control (Sadc) : C.R.PAL, SR MGR (PS)Bineet Kumar VarmaNo ratings yet
- Turbine DCS and Field OperatorDocument3 pagesTurbine DCS and Field Operatortajshah283No ratings yet
- SOP TG Rolling and SynchronisationDocument13 pagesSOP TG Rolling and Synchronisationmoovendan pNo ratings yet
- Scanner Air FanDocument3 pagesScanner Air FanSamNo ratings yet
- Coal Feeder ControlsDocument24 pagesCoal Feeder ControlsvaishnaviNo ratings yet
- HP Breech Nut OpeiningDocument10 pagesHP Breech Nut OpeiningG G K MURTHY100% (1)
- Sop For LP PumpDocument5 pagesSop For LP PumpSonratNo ratings yet
- MANAGEMENT OF 24V DC SUPPLY FAILURE FOR SG/TG SYSTEMDocument23 pagesMANAGEMENT OF 24V DC SUPPLY FAILURE FOR SG/TG SYSTEMShiftinchargeengineer dadri coalNo ratings yet
- Sop For Total Power Failure.Document4 pagesSop For Total Power Failure.anon_251342212No ratings yet
- Chapter 15 Condensate SystemDocument11 pagesChapter 15 Condensate SystemsambhuNo ratings yet
- Boiler Feed PumpDocument52 pagesBoiler Feed PumpArun Kumar100% (1)
- Cold-Start Up of Coal Fired PowerplantsDocument6 pagesCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirNo ratings yet
- Technical Diary TurbineDocument29 pagesTechnical Diary TurbineDurjoy Chakraborty100% (1)
- Turbine Trip LogicDocument2 pagesTurbine Trip Logicdilbagh_scribd50% (2)
- Turbine Protection & InterlockDocument7 pagesTurbine Protection & InterlockSony RamaNo ratings yet
- Schematic Diagram of Sealing & Cooling Water For CepDocument12 pagesSchematic Diagram of Sealing & Cooling Water For Cepjp mishraNo ratings yet
- Turbine StartupDocument16 pagesTurbine StartupSakthi Murugan100% (1)
- Procedure To Apply Jharkhand BOE-2016 ExaminationDocument2 pagesProcedure To Apply Jharkhand BOE-2016 Examinationpothan100% (1)
- Soot BlowerDocument6 pagesSoot BlowerSamNo ratings yet
- BHEL SupercriticalDocument87 pagesBHEL SupercriticalBottle ManiNo ratings yet
- Rolling turbine through IPT during generator dry outDocument3 pagesRolling turbine through IPT during generator dry outAnudeep Chittluri100% (1)
- Drum Level Control: Presented by Rudra Pratap SinghDocument19 pagesDrum Level Control: Presented by Rudra Pratap SinghRudra Pratap SinghNo ratings yet
- TDBFP Over Speed ProtocolDocument2 pagesTDBFP Over Speed ProtocolAnoop Kumar AllankiNo ratings yet
- APHDocument3 pagesAPHMallinatha PNNo ratings yet
- SOP for ACW system operationDocument7 pagesSOP for ACW system operationsambhu100% (1)
- HPBPDocument25 pagesHPBPSolaiNo ratings yet
- Shutdown Report July 10Document21 pagesShutdown Report July 10sakthiwab4No ratings yet
- RWPL TG Capital Overhauling Scope of JobDocument8 pagesRWPL TG Capital Overhauling Scope of JobSreekanthMylavarapuNo ratings yet
- U#1 Aoh Major Jobs Planned: A Boiler MaintenanceDocument7 pagesU#1 Aoh Major Jobs Planned: A Boiler Maintenanceanil peralaNo ratings yet
- Presentation On Simhadri Unit-2 High VibrationDocument21 pagesPresentation On Simhadri Unit-2 High VibrationVIBHAV100% (1)
- Ahmed A'nasser Hitch ReportDocument3 pagesAhmed A'nasser Hitch Reportmohamed hamedNo ratings yet
- 98676767Document89 pages98676767HiltonNo ratings yet
- Spirax Marshall Steam Trap Utd3Document2 pagesSpirax Marshall Steam Trap Utd3sanmukhaNo ratings yet
- ASME - PTC4.1 .Boiler Efficiency TestDocument29 pagesASME - PTC4.1 .Boiler Efficiency TestBC Harish92% (13)
- Variable Effort SupportsDocument29 pagesVariable Effort SupportssanmukhaNo ratings yet
- H2 & Seal Oil SysDocument33 pagesH2 & Seal Oil Syssanmukha100% (1)
- Centrifugal PumpsDocument29 pagesCentrifugal PumpssanmukhaNo ratings yet
- Vehicle owner's manual essential safety guideDocument232 pagesVehicle owner's manual essential safety guideHamzah Hussain100% (2)
- Iecex Certificate of ConformityDocument7 pagesIecex Certificate of ConformityJunardi SilabanNo ratings yet
- Technical ReportDocument2 pagesTechnical ReportsihamNo ratings yet
- Heico LockDocument7 pagesHeico LockDoğan ArslanNo ratings yet
- 13 Project Quad ReportDocument3 pages13 Project Quad ReportAhmed SaidNo ratings yet
- Katrine PHD ThesisDocument207 pagesKatrine PHD ThesiszewhiteNo ratings yet
- Artikel URECOL PDFDocument10 pagesArtikel URECOL PDFCahaya KeduaNo ratings yet
- Python Financial Modelling PDFDocument54 pagesPython Financial Modelling PDFAmit KumarNo ratings yet
- ChemCon 17 Tea ReviewDocument3 pagesChemCon 17 Tea ReviewTirthaMukherjeeNo ratings yet
- TM 11398Document592 pagesTM 11398krill.copco50% (2)
- Banks - No ParticularsDocument12 pagesBanks - No ParticularsCes RiveraNo ratings yet
- 5a4b0 Compal LA-6072PDocument61 pages5a4b0 Compal LA-6072Pابراهيم السعيديNo ratings yet
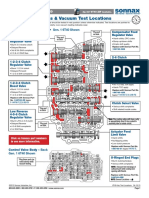
- 6T40-Vac Test LocationsDocument4 pages6T40-Vac Test LocationsMauricio Exequiel ChavezNo ratings yet
- Advanced Voice Recognition Systems v. AppleDocument15 pagesAdvanced Voice Recognition Systems v. AppleMacRumors0% (1)
- Reinforcing Detailing of RCCDocument40 pagesReinforcing Detailing of RCCThamaraiselvan Ramadoss100% (1)
- Summarizing A Research ArticleDocument3 pagesSummarizing A Research ArticleRahib JaskaniNo ratings yet
- Catalogue Standard Air Handling Units Blauair PDFDocument24 pagesCatalogue Standard Air Handling Units Blauair PDFIonut CatalinNo ratings yet
- Petro Refinery LLC Linear Programming ExerciseDocument12 pagesPetro Refinery LLC Linear Programming ExerciseNISHANT SINGH50% (2)
- Ali Campbell Complete PA Spec 2011 V8Document7 pagesAli Campbell Complete PA Spec 2011 V8Duke Smith-Holley0% (1)
- Reflex QPADocument5 pagesReflex QPAmetal2567No ratings yet
- Charlieplexing LEDs The TheoryDocument17 pagesCharlieplexing LEDs The TheoryelangeleitorNo ratings yet
- A Framework For 21st Century Teaching and LearningDocument6 pagesA Framework For 21st Century Teaching and LearningFiorello Abenes100% (1)
- Hilberseimer's Theories on Urban Planning and DecentralizationDocument2 pagesHilberseimer's Theories on Urban Planning and DecentralizationSwati ThakurNo ratings yet
- WIFIDocument11 pagesWIFIpounupr@gmail.comNo ratings yet
- 13.n-p-n TransistorDocument4 pages13.n-p-n TransistorkirtiNo ratings yet
- Stability of Floating BodiesDocument2 pagesStability of Floating Bodiescielo_cetd3670100% (1)
- Service Impacting Alarm ClassificationDocument15 pagesService Impacting Alarm ClassificationNaftaliNo ratings yet
- 7. Suppose an inductor has XL = 555 Ω at f = 132Document4 pages7. Suppose an inductor has XL = 555 Ω at f = 132Jhacel CelesteNo ratings yet
- Octans 3000 To RTS Gen5Document1 pageOctans 3000 To RTS Gen5Leandro Pereira delfinoNo ratings yet
- Advanced Full Text Search - SENR5359 - SR4B 2generatorsDocument11 pagesAdvanced Full Text Search - SENR5359 - SR4B 2generatorsmbgprsms100% (1)