You might also like
- Fireside Corrosion of Alloys For Combustion Power PlantsDocument11 pagesFireside Corrosion of Alloys For Combustion Power Plantsdealer82No ratings yet
- AL Si CuDocument7 pagesAL Si CuRiedl LaurentiuNo ratings yet
- Exp - 7 - Self Propagating High Temperature Synthesis, SHSDocument6 pagesExp - 7 - Self Propagating High Temperature Synthesis, SHSIbrahim MücahitNo ratings yet
- 5 - Duplex Stainless Steels and Nickel AlloysDocument44 pages5 - Duplex Stainless Steels and Nickel AlloysdennykvgNo ratings yet
- Reduction of Iron Oxides in Solid Wastes Generated by SteelworksDocument8 pagesReduction of Iron Oxides in Solid Wastes Generated by Steelworksverbatim78No ratings yet
- Journal of Alloys and Compounds: S. Osman Yilmaz, Tanju TekerDocument7 pagesJournal of Alloys and Compounds: S. Osman Yilmaz, Tanju TekerElif ArancıNo ratings yet
- 2004 - 04 - Eng BrazingDocument10 pages2004 - 04 - Eng BrazingKewell LimNo ratings yet
- Jurnal SMA (1) RajeshDocument6 pagesJurnal SMA (1) RajeshMuhammad Falqi YusufNo ratings yet
- Metal Dusting in A Laboratory Environment - Alloying Addition EffectsDocument15 pagesMetal Dusting in A Laboratory Environment - Alloying Addition EffectsClaudia MmsNo ratings yet
- Superalloys For Advanced Ultra-Super-CriticalDocument26 pagesSuperalloys For Advanced Ultra-Super-CriticalEngr. Amer RiazNo ratings yet
- Superalloys 1991 509 517Document9 pagesSuperalloys 1991 509 517Sagar DeshpandeNo ratings yet
- Reduction Kinetics of Iron Ore PelletsDocument43 pagesReduction Kinetics of Iron Ore PelletsDivyesh Parmar100% (1)
- Exp - 6 - Carbothermal Reductive MeltingDocument7 pagesExp - 6 - Carbothermal Reductive MeltingIbrahim MücahitNo ratings yet
- Stud Surf Sci Studies 751993pages12571272Document17 pagesStud Surf Sci Studies 751993pages12571272Daniel Alfonso GamezNo ratings yet
- Copper Alloys WroughtDocument47 pagesCopper Alloys WroughtPROBLEMSOLVERNo ratings yet
- Consumo de Caucho en EafDocument9 pagesConsumo de Caucho en EafKatherine TamayoNo ratings yet
- The Effect of Copper Concentration On The Microstructure of Al-Si-Cu AlloysDocument6 pagesThe Effect of Copper Concentration On The Microstructure of Al-Si-Cu AlloysAnand ShivannaNo ratings yet
- f6nm PDFDocument5 pagesf6nm PDFasprclms durgapur100% (1)
- Crystallization Behavior of CaO-SiO2-MgO-Al2O3-Based Slags and Its Potential Application in P-Bearing Steelmaking SlagsDocument6 pagesCrystallization Behavior of CaO-SiO2-MgO-Al2O3-Based Slags and Its Potential Application in P-Bearing Steelmaking SlagsJJNo ratings yet
- Materials Selection For Seawater Cooled Heat ExchangerDocument12 pagesMaterials Selection For Seawater Cooled Heat ExchangerGreg Agullana Cañares Jr.No ratings yet
- Steelmaking Flue Dust RevDocument23 pagesSteelmaking Flue Dust RevPierina MendozaNo ratings yet
- Raw Mix Design and SamplingDocument26 pagesRaw Mix Design and SamplingShashwat Omar100% (2)
- Reference 2Document11 pagesReference 2Khaled AlhawariNo ratings yet
- Precipitation Hardening Processes in An Al - 0.4%Mg - 1.3%si - 0.25 Aluminum AlloyDocument7 pagesPrecipitation Hardening Processes in An Al - 0.4%Mg - 1.3%si - 0.25 Aluminum AlloyNuradityatama AditNo ratings yet
- Contro Corrosion FactorsDocument10 pagesContro Corrosion Factorsramadoss_alwar7307No ratings yet
- 1 s2.0 0196890494900868 MainDocument7 pages1 s2.0 0196890494900868 MainDana MateiNo ratings yet
- Material Inconel 600Document16 pagesMaterial Inconel 600arvindgupta_2005100% (1)
- 2003 An Update On Hardening of Sterling Silver AlloysDocument20 pages2003 An Update On Hardening of Sterling Silver Alloysilham zuhdi anantaNo ratings yet
- 2007 - Thermal Analysis of A CeramicDocument5 pages2007 - Thermal Analysis of A CeramicekremNo ratings yet
- SPE-176488-MS Corrosion Assessment of Different Production Casings and Material Selection in Sour Gas WellsDocument9 pagesSPE-176488-MS Corrosion Assessment of Different Production Casings and Material Selection in Sour Gas WellsLuis David Concha CastilloNo ratings yet
- Temperatur AshDocument16 pagesTemperatur Ashazian julianaNo ratings yet
- The Corrosion Behaviour of Aisi 304L and 316L Stainless Steels Prepared by Powder Metallurgy in The Presence of Organic AcidsDocument11 pagesThe Corrosion Behaviour of Aisi 304L and 316L Stainless Steels Prepared by Powder Metallurgy in The Presence of Organic AcidssureshjeevaNo ratings yet
- Lec. On Materials of Gas Turbine ComponentsDocument47 pagesLec. On Materials of Gas Turbine Componentspartha6789100% (2)
- Metals 08 00268Document10 pagesMetals 08 00268kt rajaNo ratings yet
- Basicities of Alumina-Supported Alkaline Earth Metal Oxides Yu-Wen Chen', Hsueh-Ying Chen B and Wen-Fa Lin BDocument4 pagesBasicities of Alumina-Supported Alkaline Earth Metal Oxides Yu-Wen Chen', Hsueh-Ying Chen B and Wen-Fa Lin Bnatalia_campeloNo ratings yet
- Gold Jewellery Casting Technology Design and Defects EliminationDocument7 pagesGold Jewellery Casting Technology Design and Defects EliminationReinol Eko SianturiNo ratings yet
- Corosion PDFDocument12 pagesCorosion PDFeid elsayedNo ratings yet
- Session4-5 Rajesh - Jha - Coal Gasification & SynGas Based DRI - PPT - 5Document45 pagesSession4-5 Rajesh - Jha - Coal Gasification & SynGas Based DRI - PPT - 5telegenicsNo ratings yet
- Sarver Effect of Temperature Alloy Composition and Surface Treatment On The Steamside OxidationDocument12 pagesSarver Effect of Temperature Alloy Composition and Surface Treatment On The Steamside OxidationRuth KremerNo ratings yet
- Stallybrass2004 - Ferritic Fe-Al-Ni-Cr AlloysDocument6 pagesStallybrass2004 - Ferritic Fe-Al-Ni-Cr AlloysuristerinNo ratings yet
- Precipitation Hardening in Aluminum Alloy 6022: W.F. Miao and D.E. LaughlinDocument6 pagesPrecipitation Hardening in Aluminum Alloy 6022: W.F. Miao and D.E. LaughlinKayode Remi-OlaniyanNo ratings yet
- Coal Blending With Fly Ash-An ApproachDocument28 pagesCoal Blending With Fly Ash-An ApproachcaptainrajneeshNo ratings yet
- Roqtuf PDFDocument6 pagesRoqtuf PDFLeonidio CamposNo ratings yet
- Optmzn of HT - AMSDocument4 pagesOptmzn of HT - AMSsushmaxNo ratings yet
- Concentration Control of Silica in Water ChemicalDocument6 pagesConcentration Control of Silica in Water ChemicalLakshminarayanNo ratings yet
- Heat Treatment Landing GearsDocument5 pagesHeat Treatment Landing GearstoufiquetoufiqueNo ratings yet
- Materials Evaluation For Geothermal Applications in Different Geothermal WatersDocument7 pagesMaterials Evaluation For Geothermal Applications in Different Geothermal Watersshare irgaNo ratings yet
- Wang 2011Document12 pagesWang 2011Prakash WarrierNo ratings yet
- Austenitic Stainless SteelsDocument23 pagesAustenitic Stainless Steelslorena14No ratings yet
- Aiche-33-01Catalyst Poisoning6Document17 pagesAiche-33-01Catalyst Poisoning6Hsein WangNo ratings yet
- Jurnal Ingris Pisau DapurDocument12 pagesJurnal Ingris Pisau DapurArman ST MT Dr EngNo ratings yet
- Effect of Solution Heat Treatment and AdditivestsDocument12 pagesEffect of Solution Heat Treatment and AdditivestsagustingrtNo ratings yet
- Crystallization of Belite - Melilite Clinker Minerals in The Presence of Liquid PhaseDocument5 pagesCrystallization of Belite - Melilite Clinker Minerals in The Presence of Liquid PhaseAnonymous NxpnI6jCNo ratings yet
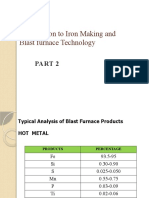
- Introduction To Iron Making and Blast Furnace TechnologyDocument24 pagesIntroduction To Iron Making and Blast Furnace TechnologyDevansh MankarNo ratings yet
- 304 For Cryogenic Taks PDFDocument6 pages304 For Cryogenic Taks PDFEmmanuel PonceNo ratings yet
- 9 MSF 765 130-2013Document7 pages9 MSF 765 130-2013Marko JukićNo ratings yet
- Performance Analysis of A Smelting ReactDocument6 pagesPerformance Analysis of A Smelting ReactMARCELO HINOJOSA HERNANDEZNo ratings yet
- Thermal Analysis of Inoculated Grey Cast IronsDocument6 pagesThermal Analysis of Inoculated Grey Cast IronsmeteminNo ratings yet
- Solidification Behavior, Microstructure, Mechanical PropertiesDocument12 pagesSolidification Behavior, Microstructure, Mechanical PropertiesCarlos LaoNo ratings yet
- XDocument20 pagesXRavishankarNo ratings yet
- An Experimental Study On Industrial Boiler Burners Applied Low NO Combustion TechnologiesDocument8 pagesAn Experimental Study On Industrial Boiler Burners Applied Low NO Combustion TechnologiesAnonymous lmCR3SkPrKNo ratings yet
- Controller Design For A 1000 MW Ultra Super Critical Once-Through Boiler Power PlantDocument6 pagesController Design For A 1000 MW Ultra Super Critical Once-Through Boiler Power PlantAnonymous lmCR3SkPrKNo ratings yet
- PDFDocument231 pagesPDFAnonymous lmCR3SkPrKNo ratings yet
- Emerson's Ovation Control and Simulation Technologies Helps Reduce Time, Expense Associated With Commissioning First U.S. Ultra-Supercritical Power PlantDocument2 pagesEmerson's Ovation Control and Simulation Technologies Helps Reduce Time, Expense Associated With Commissioning First U.S. Ultra-Supercritical Power PlantAnonymous lmCR3SkPrKNo ratings yet
- Supercritical Boiler Modelling ThesisDocument240 pagesSupercritical Boiler Modelling ThesisSriram Ramanujam100% (2)
- Longtermoxidationbehaviour PDFDocument10 pagesLongtermoxidationbehaviour PDFAnonymous lmCR3SkPrKNo ratings yet
- ASME Transactions PDFDocument91 pagesASME Transactions PDFAnonymous lmCR3SkPrKNo ratings yet
- 4114 Modelling and Optimization of Biomass Based Energy ProductionDocument147 pages4114 Modelling and Optimization of Biomass Based Energy ProductionAnonymous lmCR3SkPrKNo ratings yet
- 05226G SampleDocument16 pages05226G SampleElMacheteDelHuesoNo ratings yet
- 15-Hydraulic Turbines-New031211 (Compatibility Mode) PDFDocument86 pages15-Hydraulic Turbines-New031211 (Compatibility Mode) PDFSultan IbibNo ratings yet
- Emerson's Ovation Control and Simulation Technologies Helps Reduce Time, Expense Associated With Commissioning First U.S. Ultra-Supercritical Power PlantDocument2 pagesEmerson's Ovation Control and Simulation Technologies Helps Reduce Time, Expense Associated With Commissioning First U.S. Ultra-Supercritical Power PlantAnonymous lmCR3SkPrKNo ratings yet
- HT RTnAx PDFDocument12 pagesHT RTnAx PDFjnmanivannanmechNo ratings yet
- Thermal Efficiency of Turbine in A Thermal Power PlantDocument6 pagesThermal Efficiency of Turbine in A Thermal Power PlantRavishankarNo ratings yet
- Work Verification of The Energy Steam Boiler Evaporator in The Power Plant "Kostolac B"Document6 pagesWork Verification of The Energy Steam Boiler Evaporator in The Power Plant "Kostolac B"Anonymous lmCR3SkPrKNo ratings yet
- A Generalized Dynamic Water Side Model For A Once-Through Benson BoilerDocument6 pagesA Generalized Dynamic Water Side Model For A Once-Through Benson BoilerAnonymous lmCR3SkPrKNo ratings yet
- 936 PDFDocument67 pages936 PDFAnonymous lmCR3SkPrKNo ratings yet
- STEAM TURBINE 3 Design and MaterialsDocument19 pagesSTEAM TURBINE 3 Design and MaterialsHandayani Kesumadewi100% (2)
- 331 - Final Report PDFDocument128 pages331 - Final Report PDFAnonymous lmCR3SkPrKNo ratings yet
- 331 - Final Report PDFDocument128 pages331 - Final Report PDFAnonymous lmCR3SkPrKNo ratings yet
- Steam Boiler Technology 2003 PDFDocument218 pagesSteam Boiler Technology 2003 PDFŞeref Aksoy100% (3)
- 0100 0002Document6 pages0100 0002Anonymous lmCR3SkPrKNo ratings yet
- Corrosion and Material Issues in Boilers: August 2016Document89 pagesCorrosion and Material Issues in Boilers: August 2016RavishankarNo ratings yet
- Steam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsDocument11 pagesSteam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsAnonymous lmCR3SkPrKNo ratings yet
- An Experimental Study On Industrial Boiler Burners Applied Low NO Combustion TechnologiesDocument8 pagesAn Experimental Study On Industrial Boiler Burners Applied Low NO Combustion TechnologiesAnonymous lmCR3SkPrKNo ratings yet
- Coal Quality & Boiler EfficiencyDocument22 pagesCoal Quality & Boiler EfficiencyAnonymous lmCR3SkPrKNo ratings yet
- 888Document8 pages888Anonymous lmCR3SkPrKNo ratings yet
- 06 Eurocodes Steel Workshop WALDDocument136 pages06 Eurocodes Steel Workshop WALDIonut SavaNo ratings yet
- 6.ISCA RJEngS 2012 104 PDFDocument8 pages6.ISCA RJEngS 2012 104 PDFTanmay MajhiNo ratings yet
- (PChemI - Atkins) Chapter 4Document36 pages(PChemI - Atkins) Chapter 4Raja Akmal100% (1)
- Finite Element Analysis of Ball Bearing For Different MaterialsDocument5 pagesFinite Element Analysis of Ball Bearing For Different MaterialsEditor IJTSRDNo ratings yet
- Byk Chemie Rheology Additive PortfolioDocument64 pagesByk Chemie Rheology Additive PortfolioCereliaNo ratings yet
- Spring 2008: ELEN 3441 Fundamentals of Power EngineeringDocument37 pagesSpring 2008: ELEN 3441 Fundamentals of Power Engineeringulul azmiNo ratings yet
- Mram 2 Dieny PDFDocument25 pagesMram 2 Dieny PDFGokaran ShuklaNo ratings yet
- Ketron 1000 PEEK PDS E 30032019 01Document1 pageKetron 1000 PEEK PDS E 30032019 01jorgepradaco1No ratings yet
- 10) Chapter 10 VLE - Ideal Gas - With TutorialDocument44 pages10) Chapter 10 VLE - Ideal Gas - With TutorialMarzs MarNo ratings yet
- Tesi Lorenzo VeronelliDocument136 pagesTesi Lorenzo VeronelliJorge LunaNo ratings yet
- Deep Excavation Shoring PDFDocument76 pagesDeep Excavation Shoring PDFsharjahsharjah100% (1)
- John Bird Published by Taylor and FrancisDocument9 pagesJohn Bird Published by Taylor and FrancisromwamaNo ratings yet
- Blisk TechnologyDocument25 pagesBlisk TechnologyMichele AndreozziNo ratings yet
- Eng Mat Design02 PDFDocument57 pagesEng Mat Design02 PDFChandan Varma MamallaNo ratings yet
- CFD Calculations of S809Document8 pagesCFD Calculations of S809kubacrNo ratings yet
- G EOSYNTHETICSDocument33 pagesG EOSYNTHETICSNitesh KumarNo ratings yet
- IAETSD-PREPARATION OF W.P.S FOR STAINLESS STEEL (Ni, CR, Mo, Nu) WELDING PDFDocument3 pagesIAETSD-PREPARATION OF W.P.S FOR STAINLESS STEEL (Ni, CR, Mo, Nu) WELDING PDFiaetsdiaetsd100% (1)
- Solid State WeldingDocument61 pagesSolid State Weldingakramakram123No ratings yet
- Hardening Soil-Model GTSNXDocument8 pagesHardening Soil-Model GTSNXAlex AntonescuNo ratings yet
- Quantum Mechanics For EngineersDocument1,237 pagesQuantum Mechanics For EngineersKenan Qu100% (2)
- Ads or PtionDocument13 pagesAds or PtionjakkiNo ratings yet
- Vibrating Plate 2D Viscous Flow 53Document7 pagesVibrating Plate 2D Viscous Flow 53Dr-Ateeq Ur RehmanNo ratings yet
- Iso 29601-2011Document14 pagesIso 29601-2011Carmen Rodriguez Polo100% (1)
- Optimal Hardness of P91 WeldmentsDocument50 pagesOptimal Hardness of P91 Weldmentsspamfilter02100% (2)
- Star CCM+: 3D-CAD ModelerDocument4 pagesStar CCM+: 3D-CAD ModelerlukhmanNo ratings yet
- 004 Notes CE 331 - Hydraulic EngineeringDocument64 pages004 Notes CE 331 - Hydraulic EngineeringZaTaSaraMeenaKomNo ratings yet
- Ceramics TestingDocument2 pagesCeramics TestingDhedhe PrasetyaNo ratings yet
- Strain Gauge Training System: Page 1/3 02/2011Document3 pagesStrain Gauge Training System: Page 1/3 02/2011fifafifaNo ratings yet
- Dr. J. Murray Gavel CenterDocument1 pageDr. J. Murray Gavel Centerizeldien5870No ratings yet
- Biomechanics of Bone-Fracture Fixation by Stiffness-Graded Plates in Comparison With Stainless-Steel PlatesDocument16 pagesBiomechanics of Bone-Fracture Fixation by Stiffness-Graded Plates in Comparison With Stainless-Steel PlatesRENATO ALONSO PACHECO ROSALESNo ratings yet
- 7 Yu1973Document23 pages7 Yu1973Rafael SalgadoNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Phase Equilibria in Chemical EngineeringFrom EverandPhase Equilibria in Chemical EngineeringRating: 4 out of 5 stars4/5 (11)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryFrom EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNo ratings yet
- Biopolymers: New Materials for Sustainable Films and CoatingsFrom EverandBiopolymers: New Materials for Sustainable Films and CoatingsDavid PlackettNo ratings yet