You might also like
- Heat Balance For Kiln: Jasveer SinghDocument4 pagesHeat Balance For Kiln: Jasveer SinghAlok RanjanNo ratings yet
- Plant InvesticationDocument3 pagesPlant InvesticationirfanNo ratings yet
- Alkali CyclesDocument14 pagesAlkali CyclesElwathig BakhietNo ratings yet
- Plant Location: Preheater Feed Preheater String - Calciner TypeDocument33 pagesPlant Location: Preheater Feed Preheater String - Calciner TypeDilnesa EjiguNo ratings yet
- Najran Cement Company:: Najran: NCC Line-2 Kiln By-Pass ReportDocument2 pagesNajran Cement Company:: Najran: NCC Line-2 Kiln By-Pass ReportIrfan AhmedNo ratings yet
- Kiln Control and OperationDocument56 pagesKiln Control and OperationLe Hoang100% (1)
- Detailed Study of Burining Problems Caused by Sulphur: Prepared by Suraj Bhaskaran Process EngineerDocument14 pagesDetailed Study of Burining Problems Caused by Sulphur: Prepared by Suraj Bhaskaran Process Engineerbsuraj100% (2)
- LINE-2 PYRO PROCESS SITE DATA FOR BHARATHI CEMENTS KADAPADocument44 pagesLINE-2 PYRO PROCESS SITE DATA FOR BHARATHI CEMENTS KADAPAirfanNo ratings yet
- Clinker production fuel comparisonDocument8 pagesClinker production fuel comparisonIrfan AhmedNo ratings yet
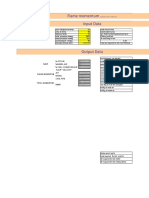
- Flame Momentum CalculationDocument7 pagesFlame Momentum CalculationMohamed ZayedNo ratings yet
- Quality and Formulae 2Document2 pagesQuality and Formulae 2zane truesdaleNo ratings yet
- Process Control IEEE Eml RDocument40 pagesProcess Control IEEE Eml RFran JimenezNo ratings yet
- HOCM MAR Fez CoolerHeatBalanceDocument1 pageHOCM MAR Fez CoolerHeatBalanceOUSSAMA LAKHILI100% (2)
- Kiln ParametersDocument4 pagesKiln ParametersMsjNo ratings yet
- PR GRI P07-08 How To Optimise A Ball ChargeDocument6 pagesPR GRI P07-08 How To Optimise A Ball ChargepawanroyalNo ratings yet
- MASS BALANCE SUMMARYDocument51 pagesMASS BALANCE SUMMARYirfan100% (1)
- Heat Balance DataDocument6 pagesHeat Balance DataOuaddani amineNo ratings yet
- Priya Cement Raw MixDocument6 pagesPriya Cement Raw MixJCS100% (1)
- 4 - False Air Profile Dry Preheater KilnDocument1 page4 - False Air Profile Dry Preheater KilnSundara SubramaniyanNo ratings yet
- VRM-Fill Data Only in Yellow Cells: Total Feed (MT) Clinker (MT) Gypsum (MT) Slag (MT)Document2 pagesVRM-Fill Data Only in Yellow Cells: Total Feed (MT) Clinker (MT) Gypsum (MT) Slag (MT)Sahadeb Manna100% (1)
- The Effect of Coal Ash On Synthesis and Properties of C3SDocument6 pagesThe Effect of Coal Ash On Synthesis and Properties of C3SNam HuynhNo ratings yet
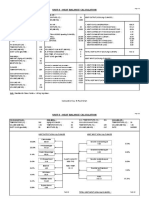
- Project:: 2800TPD Burning System CalculationDocument7 pagesProject:: 2800TPD Burning System CalculationOUSSAMA LAKHILINo ratings yet
- Heat Balance Kiln & Cooler P 6: InstructionsDocument32 pagesHeat Balance Kiln & Cooler P 6: Instructionstika100% (1)
- Kiln Systems - An Overview of Rotary Kiln Process TypesDocument19 pagesKiln Systems - An Overview of Rotary Kiln Process TypesSantanu PachhalNo ratings yet
- Calculation of Flame MomentumDocument1 pageCalculation of Flame MomentumAnoop TiwariNo ratings yet
- Tips On Kiln OperationDocument1 pageTips On Kiln OperationVipan Kumar DograNo ratings yet
- JW DZ 02a eDocument37 pagesJW DZ 02a eChumpol ChantangNo ratings yet
- CEMENT MILL NO 2 DATASHEETDocument2 pagesCEMENT MILL NO 2 DATASHEETThaigroup CementNo ratings yet
- Maintaining Burning Zone Coating for Maximum Kiln Brick LifeDocument2 pagesMaintaining Burning Zone Coating for Maximum Kiln Brick LifeJCSNo ratings yet
- Common Problems in Cement Plant: One Issue From Each SectionDocument7 pagesCommon Problems in Cement Plant: One Issue From Each SectionYhaneNo ratings yet
- Ball Mill SimulatorDocument4 pagesBall Mill SimulatorIrshad HussainNo ratings yet
- Dangote Cement Congo SA Kiln Refractory Items 2018 ProcurementDocument8 pagesDangote Cement Congo SA Kiln Refractory Items 2018 ProcurementYhane Hermann BackNo ratings yet
- Clinker Vs Kiln Feed FactorDocument3 pagesClinker Vs Kiln Feed FactorSSAC PVT.LTD.No ratings yet
- Dry Feed: Feed Entered SP H2O Content in SP H2O Content in SPDocument20 pagesDry Feed: Feed Entered SP H2O Content in SP H2O Content in SPIrfan Ahmed100% (1)
- International Cement Review, September 2002: Burning The MixDocument5 pagesInternational Cement Review, September 2002: Burning The MixarylananylaNo ratings yet
- CRP 2011.04 Clinker Module Page 1 of 2Document2 pagesCRP 2011.04 Clinker Module Page 1 of 2Amr A. NaderNo ratings yet
- Impact of Fuel Ash On Clinker Quality: Tom LowesDocument3 pagesImpact of Fuel Ash On Clinker Quality: Tom LowesJohn GiannakopoulosNo ratings yet
- Physical Stock Diagrams (01 July-2020)Document5 pagesPhysical Stock Diagrams (01 July-2020)Irshad HussainNo ratings yet
- Cement Technology Cement ChemistryDocument22 pagesCement Technology Cement Chemistryshani5573No ratings yet
- Calculation For CO2 Released During CalcinationDocument4 pagesCalculation For CO2 Released During CalcinationD N SHARMANo ratings yet
- ROTAFLAM Burner AdjustmentDocument5 pagesROTAFLAM Burner AdjustmentMuhammad Zaghloul100% (2)
- Cost of Klinker Against C3SDocument2 pagesCost of Klinker Against C3SIrfan AhmedNo ratings yet
- Brick CaclulatorDocument7 pagesBrick CaclulatorAbul QasimNo ratings yet
- Unit-3: Heat Balance Calculation: 9/8/2008 Section: Calculations By: PROCESS DEPTDocument2 pagesUnit-3: Heat Balance Calculation: 9/8/2008 Section: Calculations By: PROCESS DEPTjoe_kudoNo ratings yet
- Heat Balance-1Document85 pagesHeat Balance-1Ravi sharmaNo ratings yet
- Cement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Document17 pagesCement Grinding Vertical Roller Mills Versus Ball Mills 1654248086Salah Romdani100% (1)
- Co2 Emission Per Ton ClinkerDocument5 pagesCo2 Emission Per Ton ClinkerJunaid Mazhar50% (2)
- Clinker burning reactions and alite formation under 1450°CDocument1 pageClinker burning reactions and alite formation under 1450°CVijay BhanNo ratings yet
- Cement manufacturing technologies for energy efficiency and emission reductionDocument22 pagesCement manufacturing technologies for energy efficiency and emission reductionnecdetdalgicNo ratings yet
- Design parameters and production reports of Coal Mill No. 03Document6 pagesDesign parameters and production reports of Coal Mill No. 03Anoop TiwariNo ratings yet
- Fine Coal Conveying Velocity in Kiln Firing SystemDocument2 pagesFine Coal Conveying Velocity in Kiln Firing SystemVijay BhanNo ratings yet
- Raw Grinding Ball Mill Interlocks-V0.0Document2 pagesRaw Grinding Ball Mill Interlocks-V0.0Junaid MazharNo ratings yet
- SeparatorsDocument6 pagesSeparatorsKADİR durmaz100% (1)
- Everything You Need To Know About The Chemistry of Kiln Feed and ClinkerDocument16 pagesEverything You Need To Know About The Chemistry of Kiln Feed and ClinkerrpazbNo ratings yet
- Advanced Control Schemes For Cement Fabrication Processes: Susana Arad, Victor Arad and Bogdan BoboraDocument27 pagesAdvanced Control Schemes For Cement Fabrication Processes: Susana Arad, Victor Arad and Bogdan BoboraBeben Efendi BenzyNo ratings yet
- Cleaning Furnace CoilsDocument8 pagesCleaning Furnace CoilsMaruthiram100% (1)
- DNCGDocument5 pagesDNCGMurugan VellaichamyNo ratings yet
- VDZ 3 5 En-Bypass SystemsDocument22 pagesVDZ 3 5 En-Bypass SystemsAndreea Ștefura100% (3)
- Lehigh Cement Company Comments on OTC NOX Control StrategiesDocument7 pagesLehigh Cement Company Comments on OTC NOX Control StrategiesAhmed ElhosainyNo ratings yet
- Cyclone Preheater ProcedureDocument18 pagesCyclone Preheater ProcedureVisnu Sankar100% (2)
- Alternative Fuels For The Cement Industry PDFDocument6 pagesAlternative Fuels For The Cement Industry PDFPopovac NetNo ratings yet
- Calibration of Hot Mix PlantDocument3 pagesCalibration of Hot Mix PlantfaheemqcNo ratings yet
- Understanding Risk Assessment and Control: Training Course Session 4Document23 pagesUnderstanding Risk Assessment and Control: Training Course Session 4Anonymous iI88LtNo ratings yet
- 4TH Check Point Syllabus 2022-1Document1 page4TH Check Point Syllabus 2022-1faheemqcNo ratings yet
- Laboratory Fume HoodsDocument7 pagesLaboratory Fume HoodsfaheemqcNo ratings yet
- Analysis of Traces in AluminiumDocument2 pagesAnalysis of Traces in AluminiumfaheemqcNo ratings yet
- Sample Preparation of Solid For XRFDocument1 pageSample Preparation of Solid For XRFfaheemqcNo ratings yet
- Analysis of Traces in Pure CopperDocument2 pagesAnalysis of Traces in Pure CopperfaheemqcNo ratings yet
- Auditor Qualifications and Training Record Rev 2-20-09Document4 pagesAuditor Qualifications and Training Record Rev 2-20-09faheemqcNo ratings yet
- Rapid Coal Analysis With The Online X-Ray Elemental Analyzer OXEADocument2 pagesRapid Coal Analysis With The Online X-Ray Elemental Analyzer OXEAfaheemqcNo ratings yet
- Glass AnalysisDocument2 pagesGlass AnalysisfaheemqcNo ratings yet
- Rapid Coal Analysis With The Online X-Ray Elemental Analyzer OXEADocument2 pagesRapid Coal Analysis With The Online X-Ray Elemental Analyzer OXEAfaheemqcNo ratings yet
- Optimizing The ReactivityDocument5 pagesOptimizing The ReactivityfaheemqcNo ratings yet
- Sulphate Resisting Portland Cement PS 612 1989Document7 pagesSulphate Resisting Portland Cement PS 612 1989ehtisham zaibNo ratings yet
- Analysis of Sulphur in OilDocument2 pagesAnalysis of Sulphur in OilTeJuKarthikNo ratings yet
- Analysis of Cement, Slags and Rocks PDFDocument2 pagesAnalysis of Cement, Slags and Rocks PDFfaheemqcNo ratings yet
- Polymer CementDocument15 pagesPolymer CementfaheemqcNo ratings yet
- Properties of ClayDocument10 pagesProperties of ClayfaheemqcNo ratings yet
- Glass AnalysisDocument2 pagesGlass AnalysisfaheemqcNo ratings yet
- Paragraph 39 7Document1 pageParagraph 39 7faheemqcNo ratings yet
- Analysis of Soils and Stream SedimentsDocument2 pagesAnalysis of Soils and Stream SedimentsfaheemqcNo ratings yet
- Low StrengthDocument8 pagesLow StrengthfaheemqcNo ratings yet
- Technical Biaine ApparatusDocument2 pagesTechnical Biaine ApparatusfaheemqcNo ratings yet
- Operating & Maintenance Manual Mikro Air Jet SieveDocument56 pagesOperating & Maintenance Manual Mikro Air Jet SievefaheemqcNo ratings yet
- Evaluation of Pozzolanic ActivityDocument13 pagesEvaluation of Pozzolanic ActivityfaheemqcNo ratings yet
- Lecture1 PDFDocument17 pagesLecture1 PDFVelmuruganNo ratings yet
- Precise Determination of Low Level Sulfur in Oil According To ASTM D2622-98Document2 pagesPrecise Determination of Low Level Sulfur in Oil According To ASTM D2622-98faheemqcNo ratings yet
- Routine Analysis of Coal Fly AshDocument4 pagesRoutine Analysis of Coal Fly AshfaheemqcNo ratings yet
- High Strength ConcreteDocument29 pagesHigh Strength ConcretefaheemqcNo ratings yet
- 5S Made Easy - A Step-By-Step Guide To Implementing and Sustaining Your 5S Program PDFDocument104 pages5S Made Easy - A Step-By-Step Guide To Implementing and Sustaining Your 5S Program PDFMunir100% (1)
- Viking EMEA Price List 2016 1 en EURDocument697 pagesViking EMEA Price List 2016 1 en EURAnonymous 3oYaSKf0% (1)
- RelyX UltimateDocument16 pagesRelyX UltimatedwNo ratings yet
- Heating & Cooling System UpgradesDocument33 pagesHeating & Cooling System UpgradesShiyamraj ThamodharanNo ratings yet
- Toyota Case StudyDocument5 pagesToyota Case StudyNishadha21No ratings yet
- Water-Based Resins For Coatings: Portfolio SheetDocument5 pagesWater-Based Resins For Coatings: Portfolio SheetCu CaiconNo ratings yet
- Dust Collector Installation ProcedureDocument9 pagesDust Collector Installation Procedureadil shidiq100% (1)
- Parker - Conectores RapidosDocument6 pagesParker - Conectores RapidosJimyTeránAgudeloNo ratings yet
- Welcome To Car Tuning TipsDocument60 pagesWelcome To Car Tuning TipsVeer HondaNo ratings yet
- End-Plate-Design BS CodeDocument15 pagesEnd-Plate-Design BS CodeRaymond SabadoNo ratings yet
- CIP Session I Quiz-3Document4 pagesCIP Session I Quiz-3munna100% (6)
- Cause of WarpageDocument7 pagesCause of WarpageAnonymous 8lxxbNcA0sNo ratings yet
- Engineering Chemistry 2Document12 pagesEngineering Chemistry 2Anirudhan GuruNo ratings yet
- Cable Impedance Calculations Open Electrical PDFDocument4 pagesCable Impedance Calculations Open Electrical PDFblaagicaNo ratings yet
- RMF Off Line UnitsDocument48 pagesRMF Off Line UnitsMichael Angelo PulancoNo ratings yet
- MODEL A ALARM VALVE TECHNICAL DATADocument9 pagesMODEL A ALARM VALVE TECHNICAL DATAjabbanNo ratings yet
- Bluestar Silicones SolventlessThermal BDDocument6 pagesBluestar Silicones SolventlessThermal BDSergio Daniel GonzalezNo ratings yet
- MTC MasterFlow 718Document1 pageMTC MasterFlow 718Vikram DhabaleNo ratings yet
- Boiler Coagulant (PDS)Document2 pagesBoiler Coagulant (PDS)Bill MitzNo ratings yet
- Lexmark T640/644: ™ Toner Cartridge Remanufacturing InstructionsDocument12 pagesLexmark T640/644: ™ Toner Cartridge Remanufacturing Instructionsgrecu0No ratings yet
- Product Data: Hexply 916Document2 pagesProduct Data: Hexply 916McLemiNo ratings yet
- 501 F Rotor OverhaulDocument3 pages501 F Rotor OverhaulmacrespoNo ratings yet
- Universal IV™ Series Pro and Lite Models: DrexelbrookDocument10 pagesUniversal IV™ Series Pro and Lite Models: DrexelbrookHECTOR ENRIQUE DE PAZ CRUZNo ratings yet
- Ethylene BalanceDocument29 pagesEthylene BalanceCraigUnderwood100% (2)
- Metalcraft Metrib 750: PurposeDocument2 pagesMetalcraft Metrib 750: PurposeAshleyHammondNo ratings yet
- Comm Off - Repairs and Painting To Pump House and Back Side ToiletsDocument32 pagesComm Off - Repairs and Painting To Pump House and Back Side ToiletsthesmileynoobNo ratings yet
- (ICAMT 2015) ProgramDocument11 pages(ICAMT 2015) ProgramUki Alfa RomeoNo ratings yet
- PT - ACP CBD Mech & Piping WP3 ( GPP-Sparator Area - Scruber Area) 22082019 - RMBDocument95 pagesPT - ACP CBD Mech & Piping WP3 ( GPP-Sparator Area - Scruber Area) 22082019 - RMBnazir ahmadNo ratings yet
- Sakthi Auto Components LimitedDocument6 pagesSakthi Auto Components Limitedpgn.exlNo ratings yet
- 2019-Mass TransferDocument74 pages2019-Mass TransferFareeha SaeedNo ratings yet
- 2YCC (2006en)Document33 pages2YCC (2006en)Francisco100% (1)