You might also like
- Improve Your Business Through Kaizen: Boost your results with continuous improvementFrom EverandImprove Your Business Through Kaizen: Boost your results with continuous improvementRating: 3.5 out of 5 stars3.5/5 (2)
- Module For Operations Management and Total Quality ManagementDocument65 pagesModule For Operations Management and Total Quality ManagementKaryll JustoNo ratings yet
- Kaizen: How to use Kaizen for Increased Profitability and Organizational Excellence.: Business Process Management and Continuous Improvement Executive Guide series, #6From EverandKaizen: How to use Kaizen for Increased Profitability and Organizational Excellence.: Business Process Management and Continuous Improvement Executive Guide series, #6Rating: 1 out of 5 stars1/5 (1)
- KaizenDocument71 pagesKaizenAshwani TiwariNo ratings yet
- Kaizen - Japanese Philosophy of Change: Improve Your Life and Achieve Success One Step at a Time by Following the Japanese Method of Personal GrowthFrom EverandKaizen - Japanese Philosophy of Change: Improve Your Life and Achieve Success One Step at a Time by Following the Japanese Method of Personal GrowthRating: 4.5 out of 5 stars4.5/5 (8)
- Kaizen - Its Application - A Case StudyDocument21 pagesKaizen - Its Application - A Case StudyIndranil BhattacharjeeNo ratings yet
- KAIZEN The Japanese Strategy For Continu PDFDocument8 pagesKAIZEN The Japanese Strategy For Continu PDFmurali_modemNo ratings yet
- Module 4-TQMDocument16 pagesModule 4-TQMRevenlie GalapinNo ratings yet
- CBMEC 1 - KaizenDocument3 pagesCBMEC 1 - KaizenTibay, Genevive Angel Anne A.No ratings yet
- Chapter 4 To 6 (Merge)Document35 pagesChapter 4 To 6 (Merge)KENNETH IAN MADERANo ratings yet
- Kaizen ToolsDocument43 pagesKaizen Toolssandee1983No ratings yet
- Kaizen As A Change Management Tool: Israr RajaDocument23 pagesKaizen As A Change Management Tool: Israr RajaNorZafirahMisemanNo ratings yet
- Rizal Tech University Guide to Continuous Process ImprovementDocument19 pagesRizal Tech University Guide to Continuous Process ImprovementJhan Reach EnagoNo ratings yet
- ASSIGNMENT KaizenDocument6 pagesASSIGNMENT KaizenZankhana BhosleNo ratings yet
- What Is KaizenDocument16 pagesWhat Is KaizenVenkatraman AnvekarNo ratings yet
- History of KaizenDocument4 pagesHistory of KaizenNoice DeyNo ratings yet
- The Father of Continuous Improvement - Masaaki ImaiDocument4 pagesThe Father of Continuous Improvement - Masaaki ImaijellylexiNo ratings yet
- The Kaizen Philosophy Is Drawn From The Japanese Word Kai Which MeansDocument50 pagesThe Kaizen Philosophy Is Drawn From The Japanese Word Kai Which MeansUsman AliNo ratings yet
- KaizenDocument4 pagesKaizenAny KadamNo ratings yet
- Guide-Continuous ImprovementDocument15 pagesGuide-Continuous ImprovementAugustine LimNo ratings yet
- Mejora ContinuaDocument14 pagesMejora ContinuaCharly PerezNo ratings yet
- TQM KaizenDocument52 pagesTQM KaizenThomas Abraham100% (2)
- Assignment People Change and Kaizen: Nudrat Rehman Dhirendra SinghDocument6 pagesAssignment People Change and Kaizen: Nudrat Rehman Dhirendra SinghSisodia's World of scienceNo ratings yet
- 6 Imran Ahmad Khan Research Communication May 2011Document8 pages6 Imran Ahmad Khan Research Communication May 2011Johnny VlachNo ratings yet
- Kaizen MethodologyDocument2 pagesKaizen MethodologyJason VarelaNo ratings yet
- KAIZEN Lean Thinking To Improve Your Mindset and Increase Personal Productivity (Sosuke Takahashi)Document115 pagesKAIZEN Lean Thinking To Improve Your Mindset and Increase Personal Productivity (Sosuke Takahashi)Para DoxNo ratings yet
- Kaizen PPT by Gopal K. DixitDocument20 pagesKaizen PPT by Gopal K. Dixitkaashni100% (1)
- Question 1:-Write Detailed Essay On Kaizen As A Quality ManagementDocument8 pagesQuestion 1:-Write Detailed Essay On Kaizen As A Quality ManagementBetty MollaNo ratings yet
- Total Quality ManagementDocument35 pagesTotal Quality ManagementLaura Sumido100% (2)
- What Is KaizenDocument3 pagesWhat Is KaizennamrataavermaaNo ratings yet
- Kaizen: Techniques and Case StudiesDocument29 pagesKaizen: Techniques and Case StudiesShad Rahmani100% (8)
- Kaizen Costing and Continuous Improvement TechniquesDocument19 pagesKaizen Costing and Continuous Improvement Techniquescloudynyte1No ratings yet
- MGT314 AssignemntDocument4 pagesMGT314 AssignemntNazia jamil pialNo ratings yet
- KaizenDocument5 pagesKaizenvivek muktiehNo ratings yet
- Lean Manufacturing The Toyota WayDocument2 pagesLean Manufacturing The Toyota Waysunnytalreja87No ratings yet
- KAIZEN Means ImprovementDocument15 pagesKAIZEN Means Improvementbadal100% (21)
- Kaizen Its Applications A Japanese Terminology Referred To Continuous ImprovementDocument4 pagesKaizen Its Applications A Japanese Terminology Referred To Continuous Improvementlaukik_rautNo ratings yet
- Kaizen TrainingDocument5 pagesKaizen TrainingINDRAJIT SAONo ratings yet
- Kaizen Final Ass.Document7 pagesKaizen Final Ass.Shruti PandyaNo ratings yet
- Kaizen in Japanese Means "Improvement"Document13 pagesKaizen in Japanese Means "Improvement"Vijay B HondadakattiNo ratings yet
- Kaizen (改善) isDocument5 pagesKaizen (改善) isSujai BalasubramaniamNo ratings yet
- Kaizen Case StudyDocument44 pagesKaizen Case StudyTanmoy ChakrabortyNo ratings yet
- Introduction To KaizenDocument14 pagesIntroduction To KaizenVskills CertificationNo ratings yet
- Kaizen PrinciplesDocument42 pagesKaizen PrinciplesRaj100% (2)
- MeyraDocument3 pagesMeyramohammed JundiNo ratings yet
- Assignment-1 Title: Kaizen Work Done at M/S Siddeshwar IndustriesDocument13 pagesAssignment-1 Title: Kaizen Work Done at M/S Siddeshwar IndustriesAshwin KumarNo ratings yet
- Learning Guide: The Ethiopian TVET-SystemDocument9 pagesLearning Guide: The Ethiopian TVET-SystemAgatNo ratings yet
- Kaizen Philosophy: Pratik Basu 6 ME-60 B.E. Semester 8 Mechanical EnggDocument18 pagesKaizen Philosophy: Pratik Basu 6 ME-60 B.E. Semester 8 Mechanical EnggRupakshi Saurabh GaurNo ratings yet
- An Assignment On TQM of PRAN-RFL Company: TH ND THDocument14 pagesAn Assignment On TQM of PRAN-RFL Company: TH ND THAkash Ahmed100% (2)
- Kaizen Philosophy A Review of LiteratureDocument23 pagesKaizen Philosophy A Review of LiteratureHavanur KeserNo ratings yet
- Kaizen TQMDocument29 pagesKaizen TQMMayank UbhanNo ratings yet
- Kaizen COLORDocument11 pagesKaizen COLORIgor PejićNo ratings yet
- 63 KaizenDocument4 pages63 KaizenmercatuzNo ratings yet
- Project Report On KaizenDocument65 pagesProject Report On KaizenSumit GuptaNo ratings yet
- Continual Improvement Process-1Document3 pagesContinual Improvement Process-1Harrison NchoeNo ratings yet
- Kaizen: The Meaning of KaizenDocument3 pagesKaizen: The Meaning of KaizenIoana Coca ChioreanNo ratings yet
- CONTINOUS IMPROVEMENT SYSTEM LESSONDocument3 pagesCONTINOUS IMPROVEMENT SYSTEM LESSONNelly MuseiNo ratings yet
- Divya- Operations ManagementDocument8 pagesDivya- Operations ManagementDivya NinaweNo ratings yet
- Continuous vs. Breakthrough Improvement and Six SigmaDocument31 pagesContinuous vs. Breakthrough Improvement and Six SigmamcougldeNo ratings yet
- KaizenDocument11 pagesKaizenmadhurabhargave100% (1)
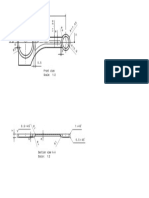
- 17.connecting RodDocument1 page17.connecting RodMegh BantawaNo ratings yet
- Kannada 2Document2 pagesKannada 2Megh BantawaNo ratings yet
- AME101 LectureNotesDocument139 pagesAME101 LectureNoteskrishnan112No ratings yet
- MEC1000 Technical Drawing GuideDocument39 pagesMEC1000 Technical Drawing GuideRicardo Rincon VegaNo ratings yet
- Position Analysis of Grashof Four Bar MechanismDocument2 pagesPosition Analysis of Grashof Four Bar MechanismMegh BantawaNo ratings yet
- Inversions of Four Bar Mechanisms ExplainedDocument6 pagesInversions of Four Bar Mechanisms ExplainedMegh Bantawa100% (1)
- Hybrid Electric Vehicles (HEVs)Document20 pagesHybrid Electric Vehicles (HEVs)Megh BantawaNo ratings yet
- Ansys Student BrochureDocument2 pagesAnsys Student BrochureNumur17No ratings yet
- Need of Intermittent MotionDocument2 pagesNeed of Intermittent MotionMegh BantawaNo ratings yet
- PDF Operators, With Code Specific For Level 3Document21 pagesPDF Operators, With Code Specific For Level 3toyota952No ratings yet
- Catalytic ConverterDocument1 pageCatalytic ConverterMegh BantawaNo ratings yet
- Working of DifferentialDocument4 pagesWorking of DifferentialMegh BantawaNo ratings yet
- Catalytic Converter (Theory, Operation, and Modelling) PDFDocument24 pagesCatalytic Converter (Theory, Operation, and Modelling) PDFKhairatun NisaNo ratings yet
- Catalytic ConverterDocument1 pageCatalytic ConverterMegh BantawaNo ratings yet
- Production in SCMDocument12 pagesProduction in SCMSonia LawsonNo ratings yet
- Warehouse Operations and ManagementDocument93 pagesWarehouse Operations and ManagementNashwa Saad88% (8)
- New EM Graduate ProgramDocument18 pagesNew EM Graduate ProgramabofahadNo ratings yet
- Lean MaintenanceDocument48 pagesLean MaintenanceJoaquim Reis100% (1)
- Lean in High Variety, Low Volume Production Environments A Literature Review and Maturity ModelDocument11 pagesLean in High Variety, Low Volume Production Environments A Literature Review and Maturity ModelAnonymous UT0gI7No ratings yet
- 1 s2.0 S2351978917301245 Main PDFDocument8 pages1 s2.0 S2351978917301245 Main PDFMarthy RavelloNo ratings yet
- Toyota Way Supply ChainDocument29 pagesToyota Way Supply ChainTan Beng Choo100% (1)
- Chapter 10Document3 pagesChapter 10Coursera2012No ratings yet
- Fortune Group of HotelsDocument7 pagesFortune Group of Hotelsshahbaaz syedNo ratings yet
- Toyota Case StudyDocument19 pagesToyota Case StudyDat BoiNo ratings yet
- Business Process Improvement in Supply Chain ManagementDocument56 pagesBusiness Process Improvement in Supply Chain Managementdiklatkerja digital100% (1)
- LITA Lean IT Foundation Glossary - EnGLISHDocument9 pagesLITA Lean IT Foundation Glossary - EnGLISHSamNo ratings yet
- Lean Six Sigma de HGPulido 2017lean SSWood FurnitureDocument15 pagesLean Six Sigma de HGPulido 2017lean SSWood FurnitureGonzaloArandaNo ratings yet
- Cambridge International AS & A Level: Business 9609/41Document16 pagesCambridge International AS & A Level: Business 9609/41Arnold VasheNo ratings yet
- Trainer Profile Vinay PR Garg (Shared)Document1 pageTrainer Profile Vinay PR Garg (Shared)Mehaboob BashaNo ratings yet
- TDC Book PDFDocument254 pagesTDC Book PDFAdicto AsereNo ratings yet
- J.K Wellhead Service Engineer ResumeDocument6 pagesJ.K Wellhead Service Engineer ResumeLuis A G. C.0% (1)
- DASA DevOps Fundamentals SyllabusDocument18 pagesDASA DevOps Fundamentals SyllabusManuel JimenezNo ratings yet
- Slides Chap14, Sustainable and Lean Supply Chains RevisedDocument24 pagesSlides Chap14, Sustainable and Lean Supply Chains RevisedHello WorldNo ratings yet
- Lean Fundamentals Simplilearn GBDocument32 pagesLean Fundamentals Simplilearn GBsajeebyNo ratings yet
- Six Sigma Black Belt Story BoardDocument7 pagesSix Sigma Black Belt Story BoardOlumide Ambali83% (6)
- Lean Manufacturing Just-In-Time (JIT) Kaizen Balanced Scorecard PDFDocument2 pagesLean Manufacturing Just-In-Time (JIT) Kaizen Balanced Scorecard PDFVignesh WaranNo ratings yet
- 178Document1 page178Ayoub M'hailaNo ratings yet
- Chap014 - JIT and Lean OperationsDocument31 pagesChap014 - JIT and Lean OperationsAgentSkySkyNo ratings yet
- Gear Solutions 0209Document56 pagesGear Solutions 0209rrudra2100% (1)
- Application of Lean Manufacturing Tools in Garments Production PDFDocument58 pagesApplication of Lean Manufacturing Tools in Garments Production PDFSabbir Hossain100% (3)
- TPMDocument64 pagesTPMShubham Saraf100% (1)
- T4.Lean TutorialDocument13 pagesT4.Lean TutorialAl AidenNo ratings yet
- Lean As A Universal Model of ExcellenceDocument8 pagesLean As A Universal Model of ExcellenceAlicia PerezNo ratings yet
- Methods StudyDocument115 pagesMethods StudyCesar Amante TingNo ratings yet
- The 7 Habits of Highly Effective PeopleFrom EverandThe 7 Habits of Highly Effective PeopleRating: 4 out of 5 stars4/5 (2564)
- The Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverFrom EverandThe Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverRating: 4.5 out of 5 stars4.5/5 (186)
- Spark: How to Lead Yourself and Others to Greater SuccessFrom EverandSpark: How to Lead Yourself and Others to Greater SuccessRating: 4.5 out of 5 stars4.5/5 (130)
- How to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobFrom EverandHow to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobRating: 4.5 out of 5 stars4.5/5 (36)
- The 12 Week Year: Get More Done in 12 Weeks than Others Do in 12 MonthsFrom EverandThe 12 Week Year: Get More Done in 12 Weeks than Others Do in 12 MonthsRating: 4.5 out of 5 stars4.5/5 (411)
- 7 Principles of Transformational Leadership: Create a Mindset of Passion, Innovation, and GrowthFrom Everand7 Principles of Transformational Leadership: Create a Mindset of Passion, Innovation, and GrowthRating: 5 out of 5 stars5/5 (51)
- The First Minute: How to start conversations that get resultsFrom EverandThe First Minute: How to start conversations that get resultsRating: 4.5 out of 5 stars4.5/5 (55)
- How to Lead: Wisdom from the World's Greatest CEOs, Founders, and Game ChangersFrom EverandHow to Lead: Wisdom from the World's Greatest CEOs, Founders, and Game ChangersRating: 4.5 out of 5 stars4.5/5 (95)
- Billion Dollar Lessons: What You Can Learn from the Most Inexcusable Business Failures of the Last Twenty-five YearsFrom EverandBillion Dollar Lessons: What You Can Learn from the Most Inexcusable Business Failures of the Last Twenty-five YearsRating: 4.5 out of 5 stars4.5/5 (52)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Work the System: The Simple Mechanics of Making More and Working Less (4th Edition)From EverandWork the System: The Simple Mechanics of Making More and Working Less (4th Edition)Rating: 4.5 out of 5 stars4.5/5 (22)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Scaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0From EverandScaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0Rating: 5 out of 5 stars5/5 (1)
- Work Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkFrom EverandWork Stronger: Habits for More Energy, Less Stress, and Higher Performance at WorkRating: 4.5 out of 5 stars4.5/5 (12)
- Leadership Skills that Inspire Incredible ResultsFrom EverandLeadership Skills that Inspire Incredible ResultsRating: 4.5 out of 5 stars4.5/5 (11)
- How the World Sees You: Discover Your Highest Value Through the Science of FascinationFrom EverandHow the World Sees You: Discover Your Highest Value Through the Science of FascinationRating: 4 out of 5 stars4/5 (7)
- The E-Myth Revisited: Why Most Small Businesses Don't Work andFrom EverandThe E-Myth Revisited: Why Most Small Businesses Don't Work andRating: 4.5 out of 5 stars4.5/5 (709)
- Unlocking Potential: 7 Coaching Skills That Transform Individuals, Teams, & OrganizationsFrom EverandUnlocking Potential: 7 Coaching Skills That Transform Individuals, Teams, & OrganizationsRating: 4.5 out of 5 stars4.5/5 (27)
- The 7 Habits of Highly Effective People: 30th Anniversary EditionFrom EverandThe 7 Habits of Highly Effective People: 30th Anniversary EditionRating: 5 out of 5 stars5/5 (336)
- The Introverted Leader: Building on Your Quiet StrengthFrom EverandThe Introverted Leader: Building on Your Quiet StrengthRating: 4.5 out of 5 stars4.5/5 (35)
- The Other Kind of Smart: Simple Ways to Boost Your Emotional Intelligence for Greater Personal Effectiveness and SuccessFrom EverandThe Other Kind of Smart: Simple Ways to Boost Your Emotional Intelligence for Greater Personal Effectiveness and SuccessRating: 4.5 out of 5 stars4.5/5 (13)
- Sustainability Management: Global Perspectives on Concepts, Instruments, and StakeholdersFrom EverandSustainability Management: Global Perspectives on Concepts, Instruments, and StakeholdersRating: 5 out of 5 stars5/5 (1)
- Summary: Choose Your Enemies Wisely: Business Planning for the Audacious Few: Key Takeaways, Summary and AnalysisFrom EverandSummary: Choose Your Enemies Wisely: Business Planning for the Audacious Few: Key Takeaways, Summary and AnalysisRating: 4.5 out of 5 stars4.5/5 (3)
- The 4 Disciplines of Execution: Revised and Updated: Achieving Your Wildly Important GoalsFrom EverandThe 4 Disciplines of Execution: Revised and Updated: Achieving Your Wildly Important GoalsRating: 4.5 out of 5 stars4.5/5 (48)
- Radical Candor by Kim Scott - Book Summary: Be A Kickass Boss Without Losing Your HumanityFrom EverandRadical Candor by Kim Scott - Book Summary: Be A Kickass Boss Without Losing Your HumanityRating: 4.5 out of 5 stars4.5/5 (40)
- Agile: The Insights You Need from Harvard Business ReviewFrom EverandAgile: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (34)
- Good to Great by Jim Collins - Book Summary: Why Some Companies Make the Leap...And Others Don'tFrom EverandGood to Great by Jim Collins - Book Summary: Why Some Companies Make the Leap...And Others Don'tRating: 4.5 out of 5 stars4.5/5 (63)