You might also like
- Control of Calibrated Equipment ProcedureDocument8 pagesControl of Calibrated Equipment ProcedureFaisalNo ratings yet
- Weld Cleaning MethodsDocument7 pagesWeld Cleaning MethodsTrần Thùy LinhNo ratings yet
- 88 Numerical Series BASED TECHNOLOGY AWARENESS Grigory GRABOVOIJADocument5 pages88 Numerical Series BASED TECHNOLOGY AWARENESS Grigory GRABOVOIJAStellaEstel93% (15)
- VECO-QM-PRO-0001 Project Quality Audit Procedure, Rev. 0Document10 pagesVECO-QM-PRO-0001 Project Quality Audit Procedure, Rev. 0hymerchmidtNo ratings yet
- SAIC-W-2077 Weld Joint Identification SystemDocument1 pageSAIC-W-2077 Weld Joint Identification Systemkarioke mohaNo ratings yet
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocument3 pagesInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNo ratings yet
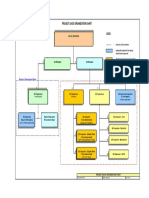
- QAQC Organization ChartDocument1 pageQAQC Organization Chartteto100% (1)
- Material Receiving Inspection ReportDocument2 pagesMaterial Receiving Inspection Reporttuan mai vanNo ratings yet
- Inspection and Test Plan For Epc Gas Pipeline Project-X70mDocument15 pagesInspection and Test Plan For Epc Gas Pipeline Project-X70mFolarin Ayodeji100% (1)
- Manual Ateme Kyrion DR5000Document143 pagesManual Ateme Kyrion DR5000Ramiro100% (1)
- Inspection Test Plan ITP v3Document22 pagesInspection Test Plan ITP v3Luis Gabriel Bautista100% (1)
- Proposed Quality Control PlanDocument3 pagesProposed Quality Control PlanMohamad Rafik50% (2)
- Rexroth and Atos Valve CompareDocument7 pagesRexroth and Atos Valve Compareback1949No ratings yet
- IQWQ-CE1092-QPQAC-00-0004 - 0 -QUALITY CONTROL PROCEDURE FOR FIELD FEBRICATED TANKS罐安装质量控制程序 PDFDocument15 pagesIQWQ-CE1092-QPQAC-00-0004 - 0 -QUALITY CONTROL PROCEDURE FOR FIELD FEBRICATED TANKS罐安装质量控制程序 PDFAli MajeedNo ratings yet
- Documented Information ProcedureDocument14 pagesDocumented Information ProcedureAnkurNo ratings yet
- Saudi Technical LTD: Qa / QC Department Organization ChartDocument1 pageSaudi Technical LTD: Qa / QC Department Organization Chartzahid_497No ratings yet
- Iso 14001 Certification: Bureau Veritas Certification ServicesDocument2 pagesIso 14001 Certification: Bureau Veritas Certification Servicesibrail5No ratings yet
- Welder Qualification Register 01Document3 pagesWelder Qualification Register 01Andrei UrsacheNo ratings yet
- Pressure Classes: Ductile Iron PipeDocument4 pagesPressure Classes: Ductile Iron PipesmithNo ratings yet
- Qa-Qc Quality PDFDocument60 pagesQa-Qc Quality PDFNaveed Ahmed Get-InfoNo ratings yet
- 1 SATIP-B-019-01 Portable Fire Protection Equip-Rev 1Document2 pages1 SATIP-B-019-01 Portable Fire Protection Equip-Rev 1JithuJohnNo ratings yet
- Quality Control PlanDocument8 pagesQuality Control PlanBharat jangirNo ratings yet
- 2082-PM-CQP-7011 Rev.0 - Constructin Quality PlanDocument22 pages2082-PM-CQP-7011 Rev.0 - Constructin Quality PlanAmarKumarNo ratings yet
- Distribution System Grounding FundamentalsDocument17 pagesDistribution System Grounding FundamentalsJose Alberto RodriguezNo ratings yet
- Contact No: - Contact Address: - C/ODocument5 pagesContact No: - Contact Address: - C/Ovishal bailur100% (1)
- 30a100dbqb23010 - Exde06 - 77 Project Quality PlanDocument81 pages30a100dbqb23010 - Exde06 - 77 Project Quality Plansamuel madisonNo ratings yet
- 11-Qa - QC ProcedureDocument18 pages11-Qa - QC Procedureerwin hidayat100% (1)
- QAQC Procedure For FabricationDocument7 pagesQAQC Procedure For FabricationRajesh K Pillai100% (6)
- Piping Fabrication Installation QCP On SiteDocument1 pagePiping Fabrication Installation QCP On SiteTarun PatelNo ratings yet
- Quality Manual: ISO/TS 16949:2009 Quality Management SystemDocument47 pagesQuality Manual: ISO/TS 16949:2009 Quality Management Systemluismi081300No ratings yet
- Example Progress CalculationsDocument18 pagesExample Progress CalculationsAli HajirassoulihaNo ratings yet
- Loto Policy SampleDocument6 pagesLoto Policy Sampleyemi adelakunNo ratings yet
- PQP Rev. 001Document60 pagesPQP Rev. 001rkssNo ratings yet
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Preservation Proceedure (SAMPLE)Document29 pagesPreservation Proceedure (SAMPLE)Hasann Maawia100% (1)
- Curriculum Vitae - Paul Joseph Sebastian..Document4 pagesCurriculum Vitae - Paul Joseph Sebastian..Abdullah AnsariNo ratings yet
- Quality Control Procedure Index) - Rev.2Document3 pagesQuality Control Procedure Index) - Rev.2valent aviolandaNo ratings yet
- SUF PR 14 Quality AuditingDocument8 pagesSUF PR 14 Quality Auditingscriptd_ozd3nNo ratings yet
- NG-018-XX-PNL-431203 - Rev07 NDT MatricesDocument20 pagesNG-018-XX-PNL-431203 - Rev07 NDT MatricesFolarin Ayodeji100% (1)
- Contractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationDocument5 pagesContractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationSergey KichenkoNo ratings yet
- LTE Signaling TracingDocument19 pagesLTE Signaling TracingSemihOzer100% (2)
- Certification To Iso 3834 For Fabrication IndustryDocument9 pagesCertification To Iso 3834 For Fabrication IndustryvilukNo ratings yet
- MAI 07 - Control of Insp Measuring and Testing Equipment - DJ - v1Document9 pagesMAI 07 - Control of Insp Measuring and Testing Equipment - DJ - v1IT Support - FernanNo ratings yet
- Quality Record Control ProcedureDocument5 pagesQuality Record Control ProcedureGomathyselviNo ratings yet
- Gse Ms Ag 002 Rev 1 - Method Statement For Above Ground PipingDocument17 pagesGse Ms Ag 002 Rev 1 - Method Statement For Above Ground PipingsugumarNo ratings yet
- ITP For Hydraulic BarrierDocument4 pagesITP For Hydraulic Barriermoytabura96No ratings yet
- Tepng Onshore Const Itt Project Quality PlanDocument45 pagesTepng Onshore Const Itt Project Quality PlanTrustEmmaNo ratings yet
- N-00-PQ-5011-PR - R0A (Material Receiving Procedure) PDFDocument10 pagesN-00-PQ-5011-PR - R0A (Material Receiving Procedure) PDFRaziKhanNo ratings yet
- CV 2023Document5 pagesCV 2023AmitNo ratings yet
- Surface Preparation and PaintingDocument4 pagesSurface Preparation and PaintingSimbu ArasanNo ratings yet
- Monitoring and Measurement of QmsDocument3 pagesMonitoring and Measurement of QmsamoNo ratings yet
- 3900 Series Multi-Mode Base Station Technical Description (V100R002 - 03)Document58 pages3900 Series Multi-Mode Base Station Technical Description (V100R002 - 03)Rashid Mahmood SajidNo ratings yet
- DPT Report 02Document2 pagesDPT Report 02Amit Hasan100% (1)
- QP-018, Quality Manual Procedure For Coupon and Probes MonitoringDocument12 pagesQP-018, Quality Manual Procedure For Coupon and Probes MonitoringIksan Adityo MulyoNo ratings yet
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDocument14 pagesInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MNo ratings yet
- Method Statement For Erection of Water TankDocument62 pagesMethod Statement For Erection of Water TankAli HajirassoulihaNo ratings yet
- SAIC-D-2005 Pressure Vessel Storage, Handling & Preserv PDK-FDocument2 pagesSAIC-D-2005 Pressure Vessel Storage, Handling & Preserv PDK-FAnonymous S9qBDVky100% (1)
- Pressure Testing Methods DVGW G 469Document14 pagesPressure Testing Methods DVGW G 469Ali HajirassoulihaNo ratings yet
- 2.2.16 - QPR-RHE-002 RLC Waste Management 2 (220205)Document30 pages2.2.16 - QPR-RHE-002 RLC Waste Management 2 (220205)Lyle KorytarNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistZia ur RehmanNo ratings yet
- 3.2 Develop The Material Control PlanDocument9 pages3.2 Develop The Material Control Planjesus_bs100% (1)
- Iraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectDocument8 pagesIraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectAhmedNo ratings yet
- O - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlDocument8 pagesO - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlMDhana SekarNo ratings yet
- TP-01Hydrostatic Test Cover SheetDocument4 pagesTP-01Hydrostatic Test Cover SheetAnonymous GaMb5H52100% (1)
- Hose Test Method StatementDocument6 pagesHose Test Method StatementRavi ValiyaNo ratings yet
- ASME B31.3 Process Piping: 13. Inspection, Examination & TestingDocument37 pagesASME B31.3 Process Piping: 13. Inspection, Examination & TestingMohamed Al-OdatNo ratings yet
- Annexure C3.23 - Quality Management PlanDocument23 pagesAnnexure C3.23 - Quality Management Planifansusanto100% (1)
- 00 Saip 72Document6 pages00 Saip 72aamirtec301No ratings yet
- Qa-Qc Plan For Sharq R-0aDocument163 pagesQa-Qc Plan For Sharq R-0akbldamNo ratings yet
- Calibration ListDocument2 pagesCalibration ListCemang AmeNo ratings yet
- Coded Marking Procedure - CM-01Document7 pagesCoded Marking Procedure - CM-01carlosNo ratings yet
- MES - Construction Quality Manual - Rev - 0Document55 pagesMES - Construction Quality Manual - Rev - 0Ishaan ThakerNo ratings yet
- Risk Assessment FormDocument25 pagesRisk Assessment FormAli HajirassoulihaNo ratings yet
- NEED SolarshortDocument25 pagesNEED SolarshortAli HajirassoulihaNo ratings yet
- Inance Ontract: Credit TermsDocument2 pagesInance Ontract: Credit TermsAli HajirassoulihaNo ratings yet
- Construction Safety Inspection Checklist: Housekeeping and SanitationDocument8 pagesConstruction Safety Inspection Checklist: Housekeeping and SanitationAli HajirassoulihaNo ratings yet
- Sales Units Jan Feb Mar Apr May Jun: Cash Budget - TemplateDocument4 pagesSales Units Jan Feb Mar Apr May Jun: Cash Budget - TemplateAli HajirassoulihaNo ratings yet
- NEED SolarshortDocument25 pagesNEED SolarshortAli HajirassoulihaNo ratings yet
- Face The FutureDocument68 pagesFace The FutureAli HajirassoulihaNo ratings yet
- Tap Project: Acs02 & Acs03: Piping Works FlowchartDocument1 pageTap Project: Acs02 & Acs03: Piping Works FlowchartAli HajirassoulihaNo ratings yet
- Requisition: Quantity Description Estimated CostDocument1 pageRequisition: Quantity Description Estimated CostAli HajirassoulihaNo ratings yet
- En 12732 (Welding Steel Pipework Requirements) Gas Supply SystemDocument1 pageEn 12732 (Welding Steel Pipework Requirements) Gas Supply SystemAli HajirassoulihaNo ratings yet
- Expence Claim For Service OrderDocument1 pageExpence Claim For Service OrderAli HajirassoulihaNo ratings yet
- ReferDocument189 pagesReferrameshNo ratings yet
- Okonite Instrument CableDocument2 pagesOkonite Instrument CableAnonymous Wu6FDjbNo ratings yet
- How To Use Switch in Gns3Document21 pagesHow To Use Switch in Gns3hem777No ratings yet
- All Sap LinksDocument9 pagesAll Sap Linksapi-3746151100% (2)
- Toshiba m86-m Quanta Bd3 Rev1a SCHDocument13 pagesToshiba m86-m Quanta Bd3 Rev1a SCHВиола БорисовскаяNo ratings yet
- Olympus Cx31Document20 pagesOlympus Cx31RichardAncengNo ratings yet
- VHDL TD - CorrigéDocument6 pagesVHDL TD - CorrigéSahsah AbdeslamNo ratings yet
- R119 PilotDocument4 pagesR119 PilotxavicojmNo ratings yet
- Compaq EPDocument24 pagesCompaq EPmmlozanoNo ratings yet
- Instruction Manual (B) : STP Series Turbomolecular Pumps STP-XA2703/XA3203 Series Pump Specific InformationDocument27 pagesInstruction Manual (B) : STP Series Turbomolecular Pumps STP-XA2703/XA3203 Series Pump Specific InformationJoe JoeNo ratings yet
- LuminaireDocument14 pagesLuminaireKhaled SalemNo ratings yet
- SPEECHDocument1 pageSPEECHJasper Jade MartinNo ratings yet
- 67 FRDocument8 pages67 FRFabian De Jesus Aragon GomezNo ratings yet
- Unit-I: Introduction To J2EEDocument29 pagesUnit-I: Introduction To J2EEsurakshaNo ratings yet
- M10 Laying MasonryDocument187 pagesM10 Laying Masonrymustied mohammedNo ratings yet
- Quick Start Guide: 32-Port 100G Ethernet Switch Package ContentsDocument5 pagesQuick Start Guide: 32-Port 100G Ethernet Switch Package ContentsAlexNo ratings yet
- t38 Fax RelayDocument20 pagest38 Fax RelayCanhCuaCàMuốiNo ratings yet
- CorePower AVR Users Guide July 2013Document2 pagesCorePower AVR Users Guide July 2013Wilbert T. LimNo ratings yet
- AKPS SVL Brochure PDFDocument4 pagesAKPS SVL Brochure PDFGeorge O.No ratings yet
- Unit Two Review - SPR 18 - KEYDocument7 pagesUnit Two Review - SPR 18 - KEYVivek RajanNo ratings yet
- Maki MakiDocument4 pagesMaki MakiMarijana VuckovicNo ratings yet