
Review of API MPMS 14.3 / AGA Report Nos.3, Part 2 and 3
Review of API MPMS 14.3 / AGA Report Nos.3, Part 2 and 3
You might also like
- ICM Water & Particle Counter ManualDocument6 pagesICM Water & Particle Counter ManualHanna SofíaNo ratings yet
- Liquid SizingDocument38 pagesLiquid SizingChetan Churi100% (1)
- Fisher Type 667 Diaphragm ActuatorDocument32 pagesFisher Type 667 Diaphragm Actuatorimran khanNo ratings yet
- His To Logical Evaluation of Hair Follicle Due To Papain's Depilatory EffectDocument4 pagesHis To Logical Evaluation of Hair Follicle Due To Papain's Depilatory EffectBryan Hudson HossyNo ratings yet
- Control of Shrinkage and Residual Styrene of Unsaturated Polyester ResinsDocument10 pagesControl of Shrinkage and Residual Styrene of Unsaturated Polyester ResinsAli Khan100% (1)
- Case 2864 9Cr - 1Mo-V Material Section I: Table 1 Table 2Document1 pageCase 2864 9Cr - 1Mo-V Material Section I: Table 1 Table 2Alevj Db100% (1)
- API 14.3 Flow Conditioner Performance Test For The CPA 50E Flow ConditionerDocument9 pagesAPI 14.3 Flow Conditioner Performance Test For The CPA 50E Flow ConditionerMahmoud El KhateebNo ratings yet
- SAUNDERS Industrial Diaphragm ValvesDocument52 pagesSAUNDERS Industrial Diaphragm ValvesGohilakrishnan ThiagarajanNo ratings yet
- ISO 4267-2 - 1988 - Part 2 Dynamic Measurement - INDDocument2 pagesISO 4267-2 - 1988 - Part 2 Dynamic Measurement - INDYuri MateusNo ratings yet
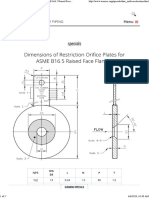
- Dimensions of Restriction Orifice Plates For ASME b16Document5 pagesDimensions of Restriction Orifice Plates For ASME b16Mohamed Salah SolimanNo ratings yet
- API Recommended Practice 686 - Machinery Installation and Installation DesignDocument2 pagesAPI Recommended Practice 686 - Machinery Installation and Installation DesignCaio Jr.No ratings yet
- Installation and Operating Manual FMTB 5000 Test Bench: 0.5 - 5000 m3 / HDocument36 pagesInstallation and Operating Manual FMTB 5000 Test Bench: 0.5 - 5000 m3 / HDaniel Oscar100% (1)
- C.S Piping Welding 20368E02Document37 pagesC.S Piping Welding 20368E02EL-Hamra Terminal projectsNo ratings yet
- Automatic SamplerDocument2 pagesAutomatic SamplerRicardo Hernan Gomez BNo ratings yet
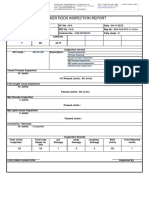
- Sucker Rod InspectionDocument1 pageSucker Rod InspectionkhalilNo ratings yet
- THE THIRD PART INSPECTION FOR VALVES - OdtDocument8 pagesTHE THIRD PART INSPECTION FOR VALVES - OdtVelibor StokicNo ratings yet
- BP Measurement Manual Part I PDFDocument281 pagesBP Measurement Manual Part I PDFOsamaNo ratings yet
- 1290 RegulatorsDocument3 pages1290 RegulatorsPitichai PakornrersiriNo ratings yet
- API 20.1 Liquid Allocation Measurement 1995Document7 pagesAPI 20.1 Liquid Allocation Measurement 1995wellington88100% (1)
- Iso 17089-1 - 2010Document11 pagesIso 17089-1 - 2010mourad titi0% (2)
- Preview NACE+Standard+SP0394-2013Document5 pagesPreview NACE+Standard+SP0394-2013Aswin K Ravi0% (1)
- Delayed Coker Metal-Seated Ball Valves: Installation and Operation ManualDocument36 pagesDelayed Coker Metal-Seated Ball Valves: Installation and Operation ManuallutzzNo ratings yet
- Ni 2543Document11 pagesNi 2543marguepaNo ratings yet
- API 6D - 6A - 607 - BS5351 BALL VALVE: Lanus Industries LLC USADocument61 pagesAPI 6D - 6A - 607 - BS5351 BALL VALVE: Lanus Industries LLC USANagendra SunkariNo ratings yet
- Data Sheet - Rev 00Document68 pagesData Sheet - Rev 00Martin DanzeNo ratings yet
- Ccs SW 6900 GZEDocument35 pagesCcs SW 6900 GZEGabriel MendezNo ratings yet
- Astm A 986 - 2016 PDFDocument3 pagesAstm A 986 - 2016 PDFEmmanuel BoquetNo ratings yet
- 17-1cs-Normal Tightening and Loosening of Flange BoltsDocument3 pages17-1cs-Normal Tightening and Loosening of Flange Boltsyulianus_sr100% (1)
- Petroleum Measurement-2023Document27 pagesPetroleum Measurement-2023Akash BodekarNo ratings yet
- API MPMS 13.1 Reaf 2016Document29 pagesAPI MPMS 13.1 Reaf 2016Uriel MedinaNo ratings yet
- Flow Conditioning PLatesDocument8 pagesFlow Conditioning PLatesGeethaNo ratings yet
- ASME B16 48 Dimensions of Spades and Ring Spacers PDFDocument11 pagesASME B16 48 Dimensions of Spades and Ring Spacers PDFpippalla aswiniNo ratings yet
- Astm A 134 .96Document4 pagesAstm A 134 .96frengki jmNo ratings yet
- Table A.2 NACE MR0175Document1 pageTable A.2 NACE MR0175azilahnazriNo ratings yet
- Documents - Pub API 610 Centrifugal Pumps 11th Edition 2010Document218 pagesDocuments - Pub API 610 Centrifugal Pumps 11th Edition 2010pilar gamaNo ratings yet
- R&M Catalog PDFDocument24 pagesR&M Catalog PDFPedro Antonio Mejia SuarezNo ratings yet
- PSL DefinationDocument2 pagesPSL DefinationRamesh KrishnanNo ratings yet
- Petrotrim Services General Product Catalog, API-6A EquipmentDocument12 pagesPetrotrim Services General Product Catalog, API-6A EquipmentPetrotrim ServicesNo ratings yet
- Restriction OrificeDocument4 pagesRestriction OrificeRaghulal SethumadhavanNo ratings yet
- Bleed Ring ReportDocument1 pageBleed Ring ReportRatna Giridhar KavaliNo ratings yet
- Mexico Congress - FMD Not So Small Prover 2017 - Pemex Format Minus VideosDocument43 pagesMexico Congress - FMD Not So Small Prover 2017 - Pemex Format Minus VideosMelina SbhNo ratings yet
- IPC2022-87168 - A Transparent Asme B31.8-Based Strain Assessment Method Using 3D Measurement of Dent Morphology - FinalDocument12 pagesIPC2022-87168 - A Transparent Asme B31.8-Based Strain Assessment Method Using 3D Measurement of Dent Morphology - FinalOswaldo MontenegroNo ratings yet
- Improving Turbine Meter Measurement by Alternate Fluid Calibration PDFDocument11 pagesImproving Turbine Meter Measurement by Alternate Fluid Calibration PDFcsierracdtNo ratings yet
- Aga Report 3-1 2003Document61 pagesAga Report 3-1 2003CesarNo ratings yet
- Contour™ Flow Conditioner Data Pack PDFDocument14 pagesContour™ Flow Conditioner Data Pack PDFeduryuNo ratings yet
- Hi 14.6-2011Document2 pagesHi 14.6-2011linch1No ratings yet
- MODELS 202E/208E Differential Pressure Recorders Installation ManualDocument48 pagesMODELS 202E/208E Differential Pressure Recorders Installation Manualcami90_384375No ratings yet
- TEMA FlangesDocument38 pagesTEMA FlangesAshfaq Anwer100% (1)
- NSFMW 1992 Technical PapersDocument379 pagesNSFMW 1992 Technical Papersachmadh_2010No ratings yet
- AGA-9 Revision Draft 082403Document49 pagesAGA-9 Revision Draft 082403mathijn75No ratings yet
- Engrasadora NEUMATICAFLOWSERVERDocument16 pagesEngrasadora NEUMATICAFLOWSERVERLuis E. Barcelo TovarNo ratings yet
- 50 Astm D-1142-95 Humedad PDFDocument11 pages50 Astm D-1142-95 Humedad PDFmargarelliNo ratings yet
- Casing Head Spool - With Slips and Breda-Type SealDocument1 pageCasing Head Spool - With Slips and Breda-Type SealMohammad Reza NajafiNo ratings yet
- CAGI Data Sheet - 2209 PDFDocument1 pageCAGI Data Sheet - 2209 PDFShiro EmiyaNo ratings yet
- Aga 3Document11 pagesAga 3David Alexander Fonseca PinzonNo ratings yet
- AGA 9 Sociedad de Gas Normatividad para Gas Pemex Medicion de Gas Medidores UltrasonicosDocument2 pagesAGA 9 Sociedad de Gas Normatividad para Gas Pemex Medicion de Gas Medidores UltrasonicosJavier GinezNo ratings yet
- Aga 11Document7 pagesAga 11elijbbNo ratings yet
- Paper 39 Lawrence (Flow Measurement)Document15 pagesPaper 39 Lawrence (Flow Measurement)Philip A Lawrence C.Eng. F. Inst M.C.No ratings yet
- A Review of Api Mpms Chapter 14.3 / Aga Report No. 3 Part 2Document8 pagesA Review of Api Mpms Chapter 14.3 / Aga Report No. 3 Part 2YAONo ratings yet
- EGE32B2Document7 pagesEGE32B2Jhonny Rafael Blanco CauraNo ratings yet
- Gas Meter SelectionDocument7 pagesGas Meter SelectiongiromadNo ratings yet
- API MPMS Ch. 14.3.2Document1 pageAPI MPMS Ch. 14.3.2Irfan SyukranNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo ratings yet
- ACUMER 3100 Boiler FormulationDocument12 pagesACUMER 3100 Boiler FormulationAlfonso Dominguez GonzalezNo ratings yet
- RMP v080 p0481Document36 pagesRMP v080 p0481buddy72No ratings yet
- Novel and Eco Friendly Ant Chalk and Mosquito Mat From Coconut Shell OilDocument4 pagesNovel and Eco Friendly Ant Chalk and Mosquito Mat From Coconut Shell OilIAEME PublicationNo ratings yet
- Ubc 2016 May Ratu Ricky PDFDocument123 pagesUbc 2016 May Ratu Ricky PDFSanjay EvaneNo ratings yet
- April 2018 Interpreting FCC ECat DataDocument8 pagesApril 2018 Interpreting FCC ECat DataNishant KumarNo ratings yet
- Applications MATH 404Document32 pagesApplications MATH 404Rocel Marie LopezNo ratings yet
- 16MnCrS5 DatasheetDocument2 pages16MnCrS5 DatasheetArio BharataNo ratings yet
- Exp 4-Fuid MixingDocument26 pagesExp 4-Fuid MixingNawal DaBomb100% (1)
- A Static Nonlinear Procedure For The Evaluation PDFDocument24 pagesA Static Nonlinear Procedure For The Evaluation PDFMarius DariaNo ratings yet
- ETube Brochure and Spec SheetDocument4 pagesETube Brochure and Spec SheetJavier espinosaNo ratings yet
- Co CuDocument2 pagesCo CuAl FinezzaNo ratings yet
- Kanthal 1Document36 pagesKanthal 1zaryab khanNo ratings yet
- 54 International Chemistry Olympiad 2022 UK Round One Mark SchemeDocument13 pages54 International Chemistry Olympiad 2022 UK Round One Mark Schemehd173416bNo ratings yet
- Kinds of RocksDocument4 pagesKinds of RocksDaddyDiddy Delos ReyesNo ratings yet
- 22مراجعة التحليل الاليDocument15 pages22مراجعة التحليل الاليمحمود بلاسيNo ratings yet
- The Metabolic Map Lipids Part Two Illustration AtfDocument1 pageThe Metabolic Map Lipids Part Two Illustration AtfJoax Wayne SanchezNo ratings yet
- Xi Xii Chem Mcqs Nts and Past Papers UpdatedDocument118 pagesXi Xii Chem Mcqs Nts and Past Papers Updatedmuhammadmoosa6540No ratings yet
- Arc Welding ElectrodesDocument6 pagesArc Welding ElectrodeswaleedyossefNo ratings yet
- BoiloffDocument8 pagesBoiloffJetul PatelNo ratings yet
- 2.11.1 Introduction - Simple Recombination Model: Fig.2.11.1 Carrier Recombination Mechanisms in SemiconductorsDocument7 pages2.11.1 Introduction - Simple Recombination Model: Fig.2.11.1 Carrier Recombination Mechanisms in SemiconductorsWahyu SipahutarNo ratings yet
- Qau Course Outlines PDFDocument11 pagesQau Course Outlines PDFphooolNo ratings yet
- Applied Thermodynamics IIDocument40 pagesApplied Thermodynamics IIMeka SaimaNo ratings yet
- RRLDocument2 pagesRRLMaryAngelReaEspidaNo ratings yet
- DECADE I User ManualDocument86 pagesDECADE I User ManualxandrecruzNo ratings yet
- Catalogue 2011 DennerleDocument64 pagesCatalogue 2011 DennerlebrusilicaNo ratings yet
- 08 - 2061 USTR 2222a (1) Supor EKVDocument24 pages08 - 2061 USTR 2222a (1) Supor EKVHassan Houdoud0% (1)






















































































You might also like
- ICM Water & Particle Counter ManualDocument6 pagesICM Water & Particle Counter ManualHanna SofíaNo ratings yet
- Liquid SizingDocument38 pagesLiquid SizingChetan Churi100% (1)
- Fisher Type 667 Diaphragm ActuatorDocument32 pagesFisher Type 667 Diaphragm Actuatorimran khanNo ratings yet
- His To Logical Evaluation of Hair Follicle Due To Papain's Depilatory EffectDocument4 pagesHis To Logical Evaluation of Hair Follicle Due To Papain's Depilatory EffectBryan Hudson HossyNo ratings yet
- Control of Shrinkage and Residual Styrene of Unsaturated Polyester ResinsDocument10 pagesControl of Shrinkage and Residual Styrene of Unsaturated Polyester ResinsAli Khan100% (1)
- Case 2864 9Cr - 1Mo-V Material Section I: Table 1 Table 2Document1 pageCase 2864 9Cr - 1Mo-V Material Section I: Table 1 Table 2Alevj Db100% (1)
- API 14.3 Flow Conditioner Performance Test For The CPA 50E Flow ConditionerDocument9 pagesAPI 14.3 Flow Conditioner Performance Test For The CPA 50E Flow ConditionerMahmoud El KhateebNo ratings yet
- SAUNDERS Industrial Diaphragm ValvesDocument52 pagesSAUNDERS Industrial Diaphragm ValvesGohilakrishnan ThiagarajanNo ratings yet
- ISO 4267-2 - 1988 - Part 2 Dynamic Measurement - INDDocument2 pagesISO 4267-2 - 1988 - Part 2 Dynamic Measurement - INDYuri MateusNo ratings yet
- Dimensions of Restriction Orifice Plates For ASME b16Document5 pagesDimensions of Restriction Orifice Plates For ASME b16Mohamed Salah SolimanNo ratings yet
- API Recommended Practice 686 - Machinery Installation and Installation DesignDocument2 pagesAPI Recommended Practice 686 - Machinery Installation and Installation DesignCaio Jr.No ratings yet
- Installation and Operating Manual FMTB 5000 Test Bench: 0.5 - 5000 m3 / HDocument36 pagesInstallation and Operating Manual FMTB 5000 Test Bench: 0.5 - 5000 m3 / HDaniel Oscar100% (1)
- C.S Piping Welding 20368E02Document37 pagesC.S Piping Welding 20368E02EL-Hamra Terminal projectsNo ratings yet
- Automatic SamplerDocument2 pagesAutomatic SamplerRicardo Hernan Gomez BNo ratings yet
- Sucker Rod InspectionDocument1 pageSucker Rod InspectionkhalilNo ratings yet
- THE THIRD PART INSPECTION FOR VALVES - OdtDocument8 pagesTHE THIRD PART INSPECTION FOR VALVES - OdtVelibor StokicNo ratings yet
- BP Measurement Manual Part I PDFDocument281 pagesBP Measurement Manual Part I PDFOsamaNo ratings yet
- 1290 RegulatorsDocument3 pages1290 RegulatorsPitichai PakornrersiriNo ratings yet
- API 20.1 Liquid Allocation Measurement 1995Document7 pagesAPI 20.1 Liquid Allocation Measurement 1995wellington88100% (1)
- Iso 17089-1 - 2010Document11 pagesIso 17089-1 - 2010mourad titi0% (2)
- Preview NACE+Standard+SP0394-2013Document5 pagesPreview NACE+Standard+SP0394-2013Aswin K Ravi0% (1)
- Delayed Coker Metal-Seated Ball Valves: Installation and Operation ManualDocument36 pagesDelayed Coker Metal-Seated Ball Valves: Installation and Operation ManuallutzzNo ratings yet
- Ni 2543Document11 pagesNi 2543marguepaNo ratings yet
- API 6D - 6A - 607 - BS5351 BALL VALVE: Lanus Industries LLC USADocument61 pagesAPI 6D - 6A - 607 - BS5351 BALL VALVE: Lanus Industries LLC USANagendra SunkariNo ratings yet
- Data Sheet - Rev 00Document68 pagesData Sheet - Rev 00Martin DanzeNo ratings yet
- Ccs SW 6900 GZEDocument35 pagesCcs SW 6900 GZEGabriel MendezNo ratings yet
- Astm A 986 - 2016 PDFDocument3 pagesAstm A 986 - 2016 PDFEmmanuel BoquetNo ratings yet
- 17-1cs-Normal Tightening and Loosening of Flange BoltsDocument3 pages17-1cs-Normal Tightening and Loosening of Flange Boltsyulianus_sr100% (1)
- Petroleum Measurement-2023Document27 pagesPetroleum Measurement-2023Akash BodekarNo ratings yet
- API MPMS 13.1 Reaf 2016Document29 pagesAPI MPMS 13.1 Reaf 2016Uriel MedinaNo ratings yet
- Flow Conditioning PLatesDocument8 pagesFlow Conditioning PLatesGeethaNo ratings yet
- ASME B16 48 Dimensions of Spades and Ring Spacers PDFDocument11 pagesASME B16 48 Dimensions of Spades and Ring Spacers PDFpippalla aswiniNo ratings yet
- Astm A 134 .96Document4 pagesAstm A 134 .96frengki jmNo ratings yet
- Table A.2 NACE MR0175Document1 pageTable A.2 NACE MR0175azilahnazriNo ratings yet
- Documents - Pub API 610 Centrifugal Pumps 11th Edition 2010Document218 pagesDocuments - Pub API 610 Centrifugal Pumps 11th Edition 2010pilar gamaNo ratings yet
- R&M Catalog PDFDocument24 pagesR&M Catalog PDFPedro Antonio Mejia SuarezNo ratings yet
- PSL DefinationDocument2 pagesPSL DefinationRamesh KrishnanNo ratings yet
- Petrotrim Services General Product Catalog, API-6A EquipmentDocument12 pagesPetrotrim Services General Product Catalog, API-6A EquipmentPetrotrim ServicesNo ratings yet
- Restriction OrificeDocument4 pagesRestriction OrificeRaghulal SethumadhavanNo ratings yet
- Bleed Ring ReportDocument1 pageBleed Ring ReportRatna Giridhar KavaliNo ratings yet
- Mexico Congress - FMD Not So Small Prover 2017 - Pemex Format Minus VideosDocument43 pagesMexico Congress - FMD Not So Small Prover 2017 - Pemex Format Minus VideosMelina SbhNo ratings yet
- IPC2022-87168 - A Transparent Asme B31.8-Based Strain Assessment Method Using 3D Measurement of Dent Morphology - FinalDocument12 pagesIPC2022-87168 - A Transparent Asme B31.8-Based Strain Assessment Method Using 3D Measurement of Dent Morphology - FinalOswaldo MontenegroNo ratings yet
- Improving Turbine Meter Measurement by Alternate Fluid Calibration PDFDocument11 pagesImproving Turbine Meter Measurement by Alternate Fluid Calibration PDFcsierracdtNo ratings yet
- Aga Report 3-1 2003Document61 pagesAga Report 3-1 2003CesarNo ratings yet
- Contour™ Flow Conditioner Data Pack PDFDocument14 pagesContour™ Flow Conditioner Data Pack PDFeduryuNo ratings yet
- Hi 14.6-2011Document2 pagesHi 14.6-2011linch1No ratings yet
- MODELS 202E/208E Differential Pressure Recorders Installation ManualDocument48 pagesMODELS 202E/208E Differential Pressure Recorders Installation Manualcami90_384375No ratings yet
- TEMA FlangesDocument38 pagesTEMA FlangesAshfaq Anwer100% (1)
- NSFMW 1992 Technical PapersDocument379 pagesNSFMW 1992 Technical Papersachmadh_2010No ratings yet
- AGA-9 Revision Draft 082403Document49 pagesAGA-9 Revision Draft 082403mathijn75No ratings yet
- Engrasadora NEUMATICAFLOWSERVERDocument16 pagesEngrasadora NEUMATICAFLOWSERVERLuis E. Barcelo TovarNo ratings yet
- 50 Astm D-1142-95 Humedad PDFDocument11 pages50 Astm D-1142-95 Humedad PDFmargarelliNo ratings yet
- Casing Head Spool - With Slips and Breda-Type SealDocument1 pageCasing Head Spool - With Slips and Breda-Type SealMohammad Reza NajafiNo ratings yet
- CAGI Data Sheet - 2209 PDFDocument1 pageCAGI Data Sheet - 2209 PDFShiro EmiyaNo ratings yet
- Aga 3Document11 pagesAga 3David Alexander Fonseca PinzonNo ratings yet
- AGA 9 Sociedad de Gas Normatividad para Gas Pemex Medicion de Gas Medidores UltrasonicosDocument2 pagesAGA 9 Sociedad de Gas Normatividad para Gas Pemex Medicion de Gas Medidores UltrasonicosJavier GinezNo ratings yet
- Aga 11Document7 pagesAga 11elijbbNo ratings yet
- Paper 39 Lawrence (Flow Measurement)Document15 pagesPaper 39 Lawrence (Flow Measurement)Philip A Lawrence C.Eng. F. Inst M.C.No ratings yet
- A Review of Api Mpms Chapter 14.3 / Aga Report No. 3 Part 2Document8 pagesA Review of Api Mpms Chapter 14.3 / Aga Report No. 3 Part 2YAONo ratings yet
- EGE32B2Document7 pagesEGE32B2Jhonny Rafael Blanco CauraNo ratings yet
- Gas Meter SelectionDocument7 pagesGas Meter SelectiongiromadNo ratings yet
- API MPMS Ch. 14.3.2Document1 pageAPI MPMS Ch. 14.3.2Irfan SyukranNo ratings yet
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo ratings yet
- ACUMER 3100 Boiler FormulationDocument12 pagesACUMER 3100 Boiler FormulationAlfonso Dominguez GonzalezNo ratings yet
- RMP v080 p0481Document36 pagesRMP v080 p0481buddy72No ratings yet
- Novel and Eco Friendly Ant Chalk and Mosquito Mat From Coconut Shell OilDocument4 pagesNovel and Eco Friendly Ant Chalk and Mosquito Mat From Coconut Shell OilIAEME PublicationNo ratings yet
- Ubc 2016 May Ratu Ricky PDFDocument123 pagesUbc 2016 May Ratu Ricky PDFSanjay EvaneNo ratings yet
- April 2018 Interpreting FCC ECat DataDocument8 pagesApril 2018 Interpreting FCC ECat DataNishant KumarNo ratings yet
- Applications MATH 404Document32 pagesApplications MATH 404Rocel Marie LopezNo ratings yet
- 16MnCrS5 DatasheetDocument2 pages16MnCrS5 DatasheetArio BharataNo ratings yet
- Exp 4-Fuid MixingDocument26 pagesExp 4-Fuid MixingNawal DaBomb100% (1)
- A Static Nonlinear Procedure For The Evaluation PDFDocument24 pagesA Static Nonlinear Procedure For The Evaluation PDFMarius DariaNo ratings yet
- ETube Brochure and Spec SheetDocument4 pagesETube Brochure and Spec SheetJavier espinosaNo ratings yet
- Co CuDocument2 pagesCo CuAl FinezzaNo ratings yet
- Kanthal 1Document36 pagesKanthal 1zaryab khanNo ratings yet
- 54 International Chemistry Olympiad 2022 UK Round One Mark SchemeDocument13 pages54 International Chemistry Olympiad 2022 UK Round One Mark Schemehd173416bNo ratings yet
- Kinds of RocksDocument4 pagesKinds of RocksDaddyDiddy Delos ReyesNo ratings yet
- 22مراجعة التحليل الاليDocument15 pages22مراجعة التحليل الاليمحمود بلاسيNo ratings yet
- The Metabolic Map Lipids Part Two Illustration AtfDocument1 pageThe Metabolic Map Lipids Part Two Illustration AtfJoax Wayne SanchezNo ratings yet
- Xi Xii Chem Mcqs Nts and Past Papers UpdatedDocument118 pagesXi Xii Chem Mcqs Nts and Past Papers Updatedmuhammadmoosa6540No ratings yet
- Arc Welding ElectrodesDocument6 pagesArc Welding ElectrodeswaleedyossefNo ratings yet
- BoiloffDocument8 pagesBoiloffJetul PatelNo ratings yet
- 2.11.1 Introduction - Simple Recombination Model: Fig.2.11.1 Carrier Recombination Mechanisms in SemiconductorsDocument7 pages2.11.1 Introduction - Simple Recombination Model: Fig.2.11.1 Carrier Recombination Mechanisms in SemiconductorsWahyu SipahutarNo ratings yet
- Qau Course Outlines PDFDocument11 pagesQau Course Outlines PDFphooolNo ratings yet
- Applied Thermodynamics IIDocument40 pagesApplied Thermodynamics IIMeka SaimaNo ratings yet
- RRLDocument2 pagesRRLMaryAngelReaEspidaNo ratings yet
- DECADE I User ManualDocument86 pagesDECADE I User ManualxandrecruzNo ratings yet
- Catalogue 2011 DennerleDocument64 pagesCatalogue 2011 DennerlebrusilicaNo ratings yet
- 08 - 2061 USTR 2222a (1) Supor EKVDocument24 pages08 - 2061 USTR 2222a (1) Supor EKVHassan Houdoud0% (1)