You might also like
- Watchmakers CatalogDocument42 pagesWatchmakers CatalognickT100% (1)
- Selecting Couplings For Large LoadsDocument7 pagesSelecting Couplings For Large Loadsanup_nairNo ratings yet
- Basic Electrical Motor Formulas and CalculationsDocument2 pagesBasic Electrical Motor Formulas and CalculationsAkhilesh KumarNo ratings yet
- Maxxforce 11 y 13 PDFDocument2 pagesMaxxforce 11 y 13 PDFAmilcar Rodas100% (6)
- U140e U241e Zip PDFDocument8 pagesU140e U241e Zip PDFossoski100% (1)
- Hacksaw PDFDocument40 pagesHacksaw PDFturuceluNo ratings yet
- 1 OM Vibrating Feeder QQQQQQQQQQQQQDocument79 pages1 OM Vibrating Feeder QQQQQQQQQQQQQLuis MecNo ratings yet
- 3 Elec. System, Warning System, Information System, Instruments PDFDocument89 pages3 Elec. System, Warning System, Information System, Instruments PDFPorfidi FerrariNo ratings yet
- Hydrodynamic Journal Bearings by MFDocument72 pagesHydrodynamic Journal Bearings by MFTanweer Ahmed100% (1)
- Moog New Tb117Document24 pagesMoog New Tb117Hammad Ali Zaman100% (1)
- Info Application Guide Hy18-0001 Rev B 2004-07Document136 pagesInfo Application Guide Hy18-0001 Rev B 2004-07jeremytoh89No ratings yet
- Parker Hydraulic Hoses, Fittings and Equipment Catalogue CAT - 4400 - UKDocument580 pagesParker Hydraulic Hoses, Fittings and Equipment Catalogue CAT - 4400 - UKRhdh kldmkNo ratings yet
- Motor Quality Guide Your Questions AnsweredDocument12 pagesMotor Quality Guide Your Questions AnsweredRyan Jay100% (1)
- Options For Plant Design/ Upgrading of Comminution Circuits: LD Michaud July 14, 2016Document14 pagesOptions For Plant Design/ Upgrading of Comminution Circuits: LD Michaud July 14, 2016Rodrigo GarcíaNo ratings yet
- Basic HydraulicsDocument61 pagesBasic HydraulicsDeepak GiriNo ratings yet
- 2 Fluid CouplingDocument25 pages2 Fluid CouplingFitra VertikalNo ratings yet
- Axial Piston Pump CatalougeDocument36 pagesAxial Piston Pump Catalougemrkadu_61No ratings yet
- Belt Conveyor PDFDocument24 pagesBelt Conveyor PDFBerihu GirmayNo ratings yet
- Lecture 1 - Fluid Power - An Introduction PDFDocument40 pagesLecture 1 - Fluid Power - An Introduction PDFbmdbmdbmd100% (1)
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesFrom EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesRating: 5 out of 5 stars5/5 (1)
- Painel Monitor 320CDocument7 pagesPainel Monitor 320CMarco OlivettoNo ratings yet
- Accumulator SizingDocument15 pagesAccumulator Sizingmasarriam1986No ratings yet
- Belt Tracking GuideDocument4 pagesBelt Tracking Guidekeira_designNo ratings yet
- Noise Reduction in Axial Piston Pumps PDFDocument266 pagesNoise Reduction in Axial Piston Pumps PDFbee140676100% (1)
- Nipcib 000009Document422 pagesNipcib 000009AlfoFS100% (2)
- Volume5 Study of Hydraulic CircuitsDocument64 pagesVolume5 Study of Hydraulic CircuitsMdp Dhandapani100% (1)
- Ingersol-Rand-Air-Compressor PHE Booster Eng DataDocument46 pagesIngersol-Rand-Air-Compressor PHE Booster Eng Datadevilsharma100% (2)
- Belt Conveyor BookDocument14 pagesBelt Conveyor BookchekuswekuNo ratings yet
- Coax Rotary Joint PDFDocument8 pagesCoax Rotary Joint PDFBarlin TimesNo ratings yet
- Cushioning in Hydraulic Cyl..Document7 pagesCushioning in Hydraulic Cyl..skooba840% (1)
- VFD PresentationDocument29 pagesVFD Presentationjuhi993No ratings yet
- Analysing Winch Systems With Finite Element AnalysisDocument5 pagesAnalysing Winch Systems With Finite Element AnalysisBen RuffellNo ratings yet
- 50 TJ 016Document32 pages50 TJ 016hamgasclimatisation100% (1)
- Tornado Lobe Pump BrochureDocument20 pagesTornado Lobe Pump BrochureAnonymous T7zEN6iLHNo ratings yet
- Itt Goulds Pump Selection GuideDocument24 pagesItt Goulds Pump Selection GuidePartha Pratim GhoshNo ratings yet
- Terex Jaques Apron FeederDocument12 pagesTerex Jaques Apron FeederiranbodNo ratings yet
- TB 80 EngineDocument51 pagesTB 80 EngineRonald100% (1)
- Belt ConveyorDocument21 pagesBelt ConveyorSurafelNo ratings yet
- SIDE ARM CHARGER Design-R0 PDFDocument8 pagesSIDE ARM CHARGER Design-R0 PDFSripara Krishna100% (1)
- Ypes and Causes of Damage To The Conveyor Belt - ReviewDocument23 pagesYpes and Causes of Damage To The Conveyor Belt - ReviewRAMESH KRISHNAN LNo ratings yet
- Submersible Pumps Brochure en Aug20Document10 pagesSubmersible Pumps Brochure en Aug20Karina MedinaNo ratings yet
- High-End Metering PumpsDocument15 pagesHigh-End Metering PumpsDaniel Saenz GonzalezNo ratings yet
- N/S: V180B 50000 ': 86756277 Spare Parts ManualDocument24 pagesN/S: V180B 50000 ': 86756277 Spare Parts ManualSerkanAl100% (2)
- Two Way Diverter ValvesDocument4 pagesTwo Way Diverter ValvesMauricio MpintoNo ratings yet
- 480c - Rail Cum Road Transit Mixer - 7.5 Cum - Make Kyb Conmat Mr-70xlDocument7 pages480c - Rail Cum Road Transit Mixer - 7.5 Cum - Make Kyb Conmat Mr-70xlTHANGAVEL PNo ratings yet
- Goulds 3910 BulletinDocument12 pagesGoulds 3910 BulletinlubangjarumNo ratings yet
- C SMTPDocument116 pagesC SMTPJoel MooreNo ratings yet
- Basic Condition Monitoring KitDocument1 pageBasic Condition Monitoring Kitgiovanni1912No ratings yet
- DESIGN AND ANALYSIS OF HYDRAULIC POWERPACK AND PUMcalculationsDocument10 pagesDESIGN AND ANALYSIS OF HYDRAULIC POWERPACK AND PUMcalculationssubhasNo ratings yet
- Price List - 2013Document11 pagesPrice List - 2013John MaNo ratings yet
- Kathmandu University School of Engineering Department of Mechanical EngineeringDocument27 pagesKathmandu University School of Engineering Department of Mechanical EngineeringBikram GCNo ratings yet
- Troubleshooting Mechanical Seals at The Pump SiteDocument10 pagesTroubleshooting Mechanical Seals at The Pump Siteابو المعالي الهمامNo ratings yet
- Sew Euridrive Teoria PDFDocument124 pagesSew Euridrive Teoria PDFVictor MarchettaNo ratings yet
- The Machine DesignDocument64 pagesThe Machine DesignAnoj pahathkumburaNo ratings yet
- 376 IBS V09-120327 Electro-Hydraulic-Thruster DIN15430 enDocument8 pages376 IBS V09-120327 Electro-Hydraulic-Thruster DIN15430 enrajeevkumarrajeevNo ratings yet
- RBD SRBD PF: Elastic Couplings Single Pump Drive PtoDocument7 pagesRBD SRBD PF: Elastic Couplings Single Pump Drive PtococorakoNo ratings yet
- Hydraulic Cylinder Side LoadDocument8 pagesHydraulic Cylinder Side LoadsushilNo ratings yet
- E04 Using Kalsi Seals in Washpipe AssembliesDocument17 pagesE04 Using Kalsi Seals in Washpipe AssembliesSuresh Kumar MittapalliNo ratings yet
- 2015-16 Hose Tubes and Ducting Section PDFDocument98 pages2015-16 Hose Tubes and Ducting Section PDFRajpal SharmaNo ratings yet
- Turbair Blower (Type RC)Document2 pagesTurbair Blower (Type RC)Amir AbbaszadehNo ratings yet
- Mobile Hydraulic Tips: Component Basics For Mobile Equipment HydraulicsDocument16 pagesMobile Hydraulic Tips: Component Basics For Mobile Equipment HydraulicsSamik MukherjeeNo ratings yet
- VTP October 22Document8 pagesVTP October 22Hidroterm Plantas Electricas-Bombas De Agua-Maquinaria Pesada100% (1)
- Machining GuideDocument29 pagesMachining Guidegopi_ggg20016099No ratings yet
- MC 451 Lecture 7-2020 PDFDocument108 pagesMC 451 Lecture 7-2020 PDFChilumba ChisengaNo ratings yet
- Grundfos CRN MAGdriveDocument2 pagesGrundfos CRN MAGdriveGrundfosEgyptNo ratings yet
- (17CrNiMo6) 4317 Case Hardening SteelDocument3 pages(17CrNiMo6) 4317 Case Hardening Steelazhar mohammedNo ratings yet
- m3820, Manual Sqc2Document24 pagesm3820, Manual Sqc2CésarRenatoCopacondoriCuaylaNo ratings yet
- Earth-Moving Machinery - Hydraulic Excavator and Backhoe Loader Boom-Lowering Control Device - Requirements and TestsDocument25 pagesEarth-Moving Machinery - Hydraulic Excavator and Backhoe Loader Boom-Lowering Control Device - Requirements and TestsVictor MedinaNo ratings yet
- Dv300 STD MMDocument40 pagesDv300 STD MMjacklyn ade putraNo ratings yet
- Apron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsDocument8 pagesApron Feeders: High Return On Investment Low Maintenance Costs Low Production CostsarsanioseNo ratings yet
- Static and Dynamic Balancing of Rigid RotorsDocument29 pagesStatic and Dynamic Balancing of Rigid Rotorsاحمد شوقي عمارNo ratings yet
- Section 11 EquipmentDocument18 pagesSection 11 EquipmentaistopNo ratings yet
- OLD - Exam Schedule - RemedialDocument2 pagesOLD - Exam Schedule - RemedialbmdbmdbmdNo ratings yet
- REP - REM - Exam-CIE - Syllabus 2020-JULY - MATHEMATICS DEPT.-25-06-20Document3 pagesREP - REM - Exam-CIE - Syllabus 2020-JULY - MATHEMATICS DEPT.-25-06-20bmdbmdbmdNo ratings yet
- Assignment 08-09-2019Document2 pagesAssignment 08-09-2019bmdbmdbmdNo ratings yet
- Mentor File: Department of Automobile Engieering Indus Institute of Technology & Research Indus UniversityDocument9 pagesMentor File: Department of Automobile Engieering Indus Institute of Technology & Research Indus UniversitybmdbmdbmdNo ratings yet
- Student Mentoring FormDocument3 pagesStudent Mentoring FormbmdbmdbmdNo ratings yet
- Common Questions of PTMDocument1 pageCommon Questions of PTMbmdbmdbmdNo ratings yet
- AU0701Document4 pagesAU0701bmdbmdbmdNo ratings yet
- Cim Test 1Document5 pagesCim Test 1bmdbmdbmdNo ratings yet
- Subject Production Techology SyllabusDocument3 pagesSubject Production Techology SyllabusbmdbmdbmdNo ratings yet
- AES - AU0504 Course Plan For StudentsDocument9 pagesAES - AU0504 Course Plan For StudentsbmdbmdbmdNo ratings yet
- Subject Tribology SyllabusDocument3 pagesSubject Tribology SyllabusbmdbmdbmdNo ratings yet
- Automobile Electrical Fundamentals: Prepared By: 110250102042Document42 pagesAutomobile Electrical Fundamentals: Prepared By: 110250102042bmdbmdbmdNo ratings yet
- Intake and Exhaoust SystemDocument21 pagesIntake and Exhaoust SystembmdbmdbmdNo ratings yet
- BOS - New Exam SchmeDocument28 pagesBOS - New Exam SchmebmdbmdbmdNo ratings yet
- Chapter 2 - Metal Cutting LatheDocument165 pagesChapter 2 - Metal Cutting LathebmdbmdbmdNo ratings yet
- Indian Trade Union Act 1926Document4 pagesIndian Trade Union Act 1926bmdbmdbmdNo ratings yet
- VDDocument9 pagesVDbmdbmdbmdNo ratings yet
- Chapter 3 - Drilling MachinesDocument111 pagesChapter 3 - Drilling MachinesbmdbmdbmdNo ratings yet
- SOM Question BankDocument5 pagesSOM Question BankbmdbmdbmdNo ratings yet
- Prof Krupal Shah Prof Suketu Jani Mrs. Meeta AgrawalDocument2 pagesProf Krupal Shah Prof Suketu Jani Mrs. Meeta AgrawalbmdbmdbmdNo ratings yet
- Classification of Vehicles - LayoutDocument41 pagesClassification of Vehicles - LayoutbmdbmdbmdNo ratings yet
- GTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NeDocument401 pagesGTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NebmdbmdbmdNo ratings yet
- IE Question BankDocument7 pagesIE Question BankbmdbmdbmdNo ratings yet
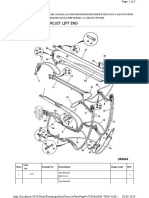
- 9802/7860 E1-2-1 Circuit Lift EndDocument3 pages9802/7860 E1-2-1 Circuit Lift EndAnonymous japNfeNo ratings yet
- ICR 225 Factsheet Steve 6RDocument2 pagesICR 225 Factsheet Steve 6RRizwan MNo ratings yet
- Diesel Power 50Hz Open Type Generator SetDocument8 pagesDiesel Power 50Hz Open Type Generator Setchock channel 19No ratings yet
- Operation & Maintenance Manual BOBCAT Mod. SK1020Document263 pagesOperation & Maintenance Manual BOBCAT Mod. SK1020Robert Orosco B.100% (1)
- Unidad 5 WM Senior - Modos de Prueba WA WF WD - 2016Document71 pagesUnidad 5 WM Senior - Modos de Prueba WA WF WD - 2016karla-castellanosNo ratings yet
- Maytag Neptune Washer Manual Model# Mah9700awDocument65 pagesMaytag Neptune Washer Manual Model# Mah9700awEmily WeissNo ratings yet
- Control Sheet 1 OctDocument15 pagesControl Sheet 1 OctM MiftakhNo ratings yet
- QCM HydraulicDocument6 pagesQCM HydraulicAdil KhNo ratings yet
- Volvo T450DDocument18 pagesVolvo T450Dgodoy1989100% (1)
- Electrical Machine DesignDocument2 pagesElectrical Machine DesignAnonymous 1abQZINo ratings yet
- Y61 CRD X Sm7e-Y61kg1 FeDocument2 pagesY61 CRD X Sm7e-Y61kg1 FeDaniel BruceNo ratings yet
- Wiseco 16ST Engine 999 1071Document73 pagesWiseco 16ST Engine 999 1071Danno N0% (1)
- Lamborghini Countach 25 Anniversary Specifications: General InformationDocument2 pagesLamborghini Countach 25 Anniversary Specifications: General InformationdromakiNo ratings yet
- Belt and Chain DriveDocument37 pagesBelt and Chain DriveeldhosekjnitNo ratings yet
- Elevator Hinge Line Repair KitDocument1 pageElevator Hinge Line Repair KitAri YanisNo ratings yet
- Breake ComponenDocument40 pagesBreake Componentara purwanNo ratings yet
- M8274-50 Winch: Installation and Operator'S Guide Guide D'Installation Et OperateurDocument20 pagesM8274-50 Winch: Installation and Operator'S Guide Guide D'Installation Et OperateurEvary PawanNo ratings yet
- Brother DT6-B926 PDFDocument49 pagesBrother DT6-B926 PDFfernando Diaz GonzalezNo ratings yet
- Seamless AMT Offers Efficient Alternative To CVTDocument4 pagesSeamless AMT Offers Efficient Alternative To CVTAmit Shukla100% (1)